00 СХ)
а
Изобретение относится к неразрушающему контролю физико-механических свойств ферромагнитных материалов и может быть использовано для контроля качества термической обработки изделий во всех областях машиностроения.
Целью изобретения является повышение чувствительности и достоверности контроля за счет увеличения величины информативного параметра при релаксации напряжений в изделии.
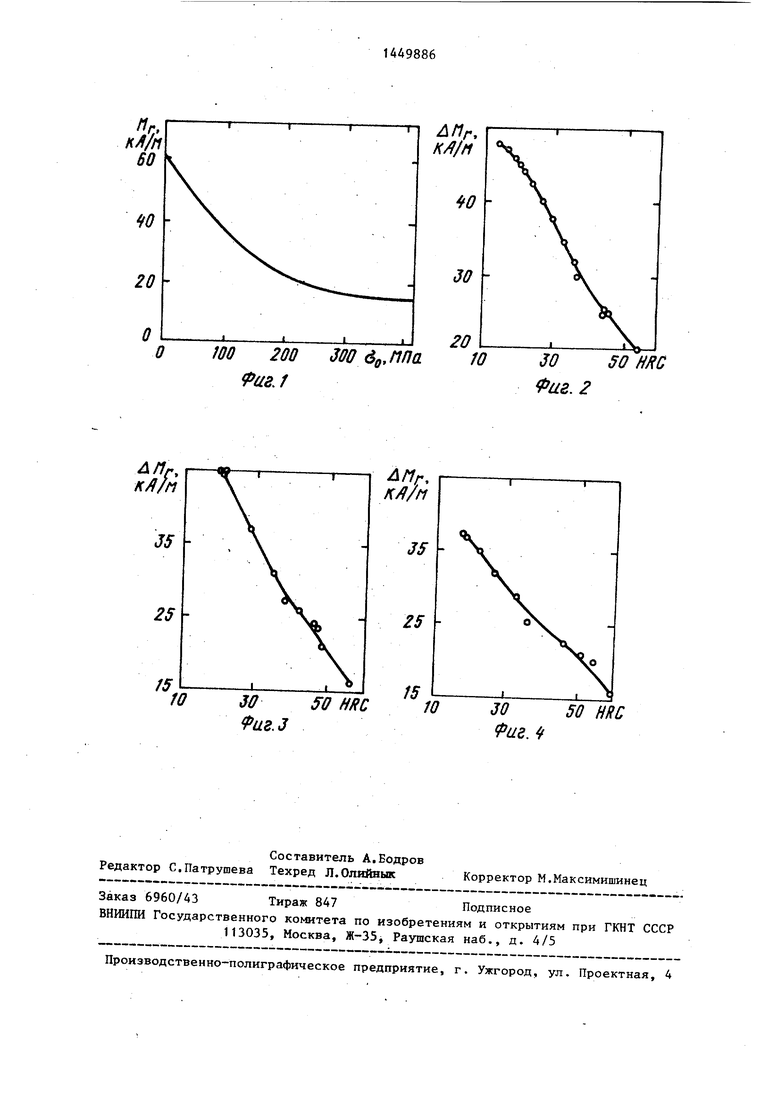
На фиг,1 показана зависимость остаточной намагниченности М,, от вели10 Остаточная намагниченность Мр намагниченного изделия (фиг,1) падает с ростом напряжения растяжения Од , При оптимальной нагрузке разность значений намагниченности до и после снячины приложенной упругой растягиваю- 15 тия механического нагружения (прирашеи лешопмапии (л. у ня Лиг. - л - ..ч
щей деформации (Уд } .на фиг,2 зависимость величины приращения остаточной намагниченности &К, замеренная после снятия механическс1го воздействия от твердости HRC изделий из стали 45, бог и У8, соответственно.
Способ осуществляется следующим образом.
Контролируемое изделие с помощью внешнего источника магнитного поля намагничивают до насьш1ения, получают состояние остаточной намагниченности и измеряют магнитные параметры изделия. Далее к изделию прикладывают
щение магнитного параметра М) однозначно характеризует свойства изделий, например их твердость. Такая зависимость для исследованных сталей 20 при GO 199 МПа (фиг.2 - 4),
Способ контроля качества механических свойств ферромагнитных изделий дортаточно прост и обладает необходимой разрешающей способностью.
25
Формула
изобретения
Способ контроля механических свойств ферромагнитных изделий, закСпособ контроля механических свойств ферромагнитных изделий, закупругую механическую нагрузку, напри-зо лючающийся в том, что контролируемое мер растяжение заданной величины и изделие помещают в постоянное магнит- снимают ее, В результате этого оста- „ое поле, намагничивают его до насыщения, выключают поле и в состоянии остаточной намагниченности измеряют
точная намагниченность уменьшается на определенную величину. Повторно
измеряют магнитные :параметры изделия магнитные параметры изделия, затем и по разности величины магнитных па- подвергают изделие упругому механи- / раметров первого и второго измерений ческому нагружению, повторно измеряют
магнитные параметры, получают раз- йость величины магнитных параметров 40 первого и второго измерений и испольопределяют механические свойства изделий, например твердость, по зара-- нее полученной корреляционной зависимости,
П р им ер. Способ опробован на стандартных образцах для механических испытаний из сталей 45, бОГ и У8,
зуют полученную разность для определения механических свойств изделия по заранее полученной корреляционной зависимости, о тл и чающий с я
имеющих длину 100 мм и диаметр рабо- ем, что, с целью повьщ,ения чувствичеи части 9,7 мм. Образцы термообра- те тьнпгтг. ТТ.-Р....« „„„„
батывают по следующему режиму: закалка в масле после нагрева до температуры аустенизации сталей (45-840 с,
тельности и достоверности контроля, второе измерение магнитных параметров проводят после снятия упругого механического нагружения.
.
14498862
60Г и У8 - ) и последующий отпуск при 150-700 С в течение 1,5 ч. Для нагружения растяжением используют гидравлическую машину ЦЦ - 20ПУ, Регистрацию магнитных характеристик производят феррозондовым градиентометром. Намагничивание осуществляют в соленоиде в поле ,71-10 А/м,
Остаточная намагниченность Мр намагниченного изделия (фиг,1) падает с ростом напряжения растяжения Од , При оптимальной нагрузке разность значений намагниченности до и после снятия механического нагружения (прира ..ч
щение магнитного параметра М) однозначно характеризует свойства изделий, например их твердость. Такая зависимость для исследованных сталей при GO 199 МПа (фиг.2 - 4),
Способ контроля качества механических свойств ферромагнитных изделий дортаточно прост и обладает необходимой разрешающей способностью.
Формула
изобретения
Способ контроля механических свойств ферромагнитных изделий, заключающийся в том, что контролируемое изделие помещают в постоянное магнит- „ое поле, намагничивают его до насыщения, выключают поле и в состоянии остаточной намагниченности измеряют
зуют полученную разность для определения механических свойств изделия по заранее полученной корреляционной зависимости, о тл и чающий с я
ем, что, с целью повьщ,ения чувствите тьнпгтг. ТТ.-Р....« „„„„
тельности и достоверности контроля, второе измерение магнитных параметров проводят после снятия упругого механического нагружения.
WO 200
Риг,1
20 Мбо.ППа10
ЛПг, K/l/H
0 50 ИКС
аг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ неразрушающего контроля механических свойств ферромагнитных изделий | 1989 |
|
SU1719975A1 |
| Способ определения деформаций объекта из немагнитного материала | 1990 |
|
SU1717977A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ИЗНОСОСТОЙКОСТИ СТАЛИ И СПЛАВОВ | 1992 |
|
RU2069343C1 |
| СПОСОБ ЭЛЕКТРОМАГНИТНОГО КОНТРОЛЯ КАЧЕСТВА ТЕРМИЧЕСКОЙ ОБРАБОТКИ ФЕРРОМАГНИТНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2411516C1 |
| Способ электромагнитного контроля физико-механических свойств ферромагнитных изделий | 1980 |
|
SU924563A1 |
| Способ электромагнитного контроля качества термической обработки изделий | 1988 |
|
SU1578624A1 |
| Способ неразрушающего контроля механических свойств изделий из ферромагнитных материалов | 1983 |
|
SU1128157A1 |
| Способ электромагнитного контроля физико-механических свойств ферромагнитных изделий | 1984 |
|
SU1180774A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ИЗБЫТОЧНОЙ КОРРОЗИИ СТАЛИ | 2015 |
|
RU2570704C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРЕДЕЛА ВЫНОСЛИВОСТИ ДЛИННОМЕРНОГО ФЕРРОМАГНИТНОГО ИЗДЕЛИЯ | 2000 |
|
RU2189036C1 |
Изобретение относится к неразрушающему контролю физико-механических свойств ферромагнитных материалов и может быть использовано для контроля качества термической обработки изделий. Целью изобретения является упрощение способа и повышение чувствительности контроля за счет увеличения величины информативного параметра при релаксадаи внутренних напряжений изделия. Цель достигается тем, что контролируемое изделие намагничивают до насыщения и получают состояние остаточной намагниченности. Далее изделие подвергают упругому механическому нагружению в виде растяжения, снимают его и проводят измерения, а по разности измерений до и после снятия нагружения по заранее установленной корреляционной зависимости между магнитными и механическими параметрами изделия определяют его качество. 4 ил. Ш (Л
4/V. к/1/п
35 fS
30Jff HRC
ue.J
А Fir; K/i/fl
ts
050 HRC
fUQ.
| БйБЛИОТЕпА—.•((".{(••ьжЬ | 0 |
|
SU370517A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ неразрушающего контроля механических свойств ферромагнитных изделий | 1981 |
|
SU1033945A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
