(Л
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля качества ферромагнитных изделий | 1989 |
|
SU1744629A1 |
| СПОСОБ ЭЛЕКТРОМАГНИТНОГО КОНТРОЛЯ КАЧЕСТВА ТЕРМИЧЕСКОЙ ОБРАБОТКИ ФЕРРОМАГНИТНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2411516C1 |
| Способ контроля качества ферромагнитных изделий | 1984 |
|
SU1193565A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ИЗНОСОСТОЙКОСТИ СТАЛИ И СПЛАВОВ | 1992 |
|
RU2069343C1 |
| Способ неразрушающего контроля механических свойств ферромагнитных изделий | 1989 |
|
SU1719975A1 |
| Способ контроля качества ферромагнитных изделий | 1991 |
|
SU1817014A1 |
| СПОСОБ ИМПУЛЬСНОГО МАГНИТНОГО КОНТРОЛЯ ТЕМПЕРАТУРЫ ОТПУСКА ИЗДЕЛИЙ ИЗ СРЕДНЕУГЛЕРОДИСТЫХ СТАЛЕЙ | 2008 |
|
RU2376592C1 |
| Способ контроля физико-механических свойств изделий из ферромагнитных материалов | 1990 |
|
SU1826051A1 |
| Способ электромагнитного контроля качества термической обработки ферромагнитных изделий и устройство для его осуществления | 1982 |
|
SU1035501A1 |
| Способ контроля механических свойств ферромагнитных изделий | 1987 |
|
SU1449886A1 |
Изобретение относится к неразрушающим методам контроля качества термической обработки изделий из среднеуглеродистой стали. Цель изобретения - повышение достоверности контроля. Для этого осуществляют измерение двух параметров: перед намагничиванием изделия измеряют начальную магнитную проницаемость μ н, а после снятия магнитного поля обратимую магнитную проницаемость α обр. Качество термической обработки изделий определяют по отношению μ обр/μ н. Это отношение однозначно зависит от температуры отпуска и, кроме того, не зависит от колебаний химического состава изделий в пределах данной марки стали. 1 ил.
Изобретение относится к неразрушающим методам контроля качества термической обработки изделий из среднеуглеродистых сталей и может использоваться в машиностроении с целью контроля механических свойств изделий, прошедших закалку и отпуск.
Цель изобретния - повышение достоверности контроля путем устранения зависимости измеряемого параметра контроля от колебаний химического состава изделий в пределах данной марки стали.
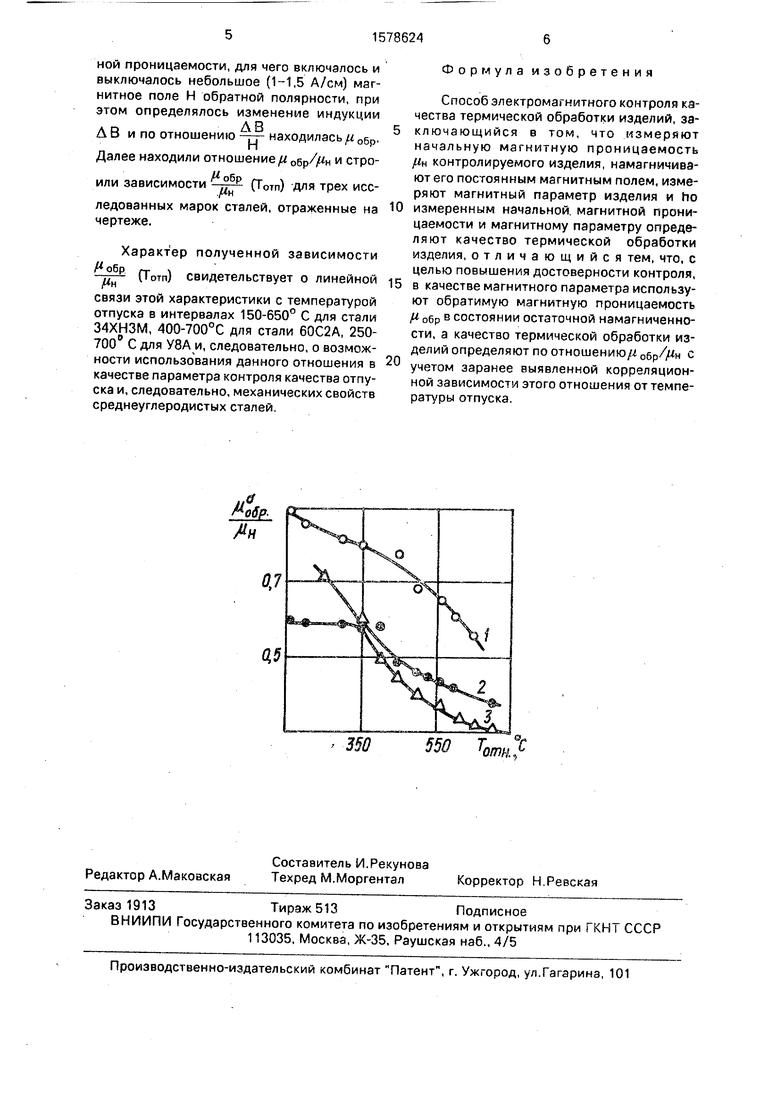
На чертеже представлены зависимости fi от температуры отпуска Т0тп для трех марок сталей 34ХНЗМ, 60С2А и У8А.
Сущность способа заключается в следующем. ,
Выбор отношения обратимой магнитной проницаемости, измеренной в состоя- нии остаточной намагниченности, и
начальной магнитной проницаемости в качестве информативного параметра предлагаемого способа можно объяснить следующими физическими закономерностями.
Исследования зависимостей обратимой магнитной проницаемости в состоянии остаточной намагниченности/ оброт величины намагничивающего поля показали, что при намагничивании малыми полями (до Нс) практически не меняется и принимает значения, близкие к jiH- Аннигиляция все большей части доменных границ при возрастании намагничивающего поля в интервале приводит к формированию состояния остаточной намагниченности с количеством междоменных границ меньшим, чем в исходном размагниченном состоянии. Поэтому происходит понижение
{V
значений// Обр по сравнению cfi, и их отношение становится меньше 1.
С ростом температуры отпуска обе величины и /4Н изменяются неоднозначно, причем качественно их изменения совпадают. При качественном совпадении зависимостей ц (Т0тп) и (Л Обр (Т0тп) количественные показатели их изменения являются различными. Это связано с тем, что величина обратимой магнитной проницаемости зависит как от подвижности междо- менных границ, так и от исходного магнитного состояния ферромагнетика, которое определяется концентрацией различных магнитных фаз в заданном направлении, площадью и количеством возникающих междоменных границ.
Структурные и фазовые изменения, происходящие в сталях при возрастании температуры отпуска, одинаково влияют на подвижность границ в размагниченном и в остаточном магнитном состояниях. Однако исходная магнитная структура (концентрация магнитных фаз вдоль оси образца) с ростом Torn может меняться по-разному для размагниченного состояния (, ) и состояния остаточной намагниченности (, ). Более существенно концентрация магнитных фаз, площадь и количество междоменных границ меняются с ростом температуры отпуска для состояния остаточного намагничивания, что косвенно подтверждается зависимостью самой остаточной магнитной индукции Вг от температуры отпуска.
Неравноценные изменения исходной магнитной структуры с ростом Т0тп для двух указанных магнитных состояний приводят к различию в количественных изменениях/гн и/и обр- Отношение же двух описанных выше величин проницаемостей//обр/ н изменяется однозначно с ростом температуры отпуска в интервалах 150-650°С для стали 34ХВЗМ, 400-700°С для 60С2А, 250-700° С для У8А и, следовательно, этот параметр может быть использован для контроля качества среднего и высокого отпуска среднеуг- леродистых сталей. Полученные результаты отражены на чертеже.
Обе величины /ян и /г Ogp можно определять как в замкнутой.так и в незамкнутой магнитной цепи (при достаточной однородности намагничивания).
Кроме того, поскольку обе эти величины одинаково реагируют на колебания химического состава сталей в пределах марочного,
то их отношение в меньшей степени чувствительно к колебаниям химического состава, что обеспечивает большую достоверность контроля по предлагаемому способу, Пример. Для реализации предлагаемого способа использовали образцы из сталей 34ХНЗМ, 60С2А, У8А, имеющие тороидальную форму. Кольца имели следующие размеры: внешний диаметр кольца из стали 34ХНЗМ - 35 мм, внутренний - 30 мм, высота - 7 мм; для сталей 60С2А и У8А внешний диаметр кольца - 28 мм, внутренний - 22 мм, высота - 3 мм.
Образцы подвергали термической обра- ботке по следующему режиму:
закалка от 850°С (сталь 34ХНЗМ и У8А) и 870°С (60С2А) в масло;
отпуск при различных температурах, а именно: 150,200,250,300,350,400,450,500, 560,600, 650, 700° С;
после отпуска образцы охлаждали на воздухе.
Образцы намагничивали с помощью ис- точникатока, который обеспечивал плавное нарастание с необходимой скоростью или снижение тока в намагничивающей цепи и прекращение процесса намагничивания или перемагничивания в любой точке на кривой намагничивания или петли гистерезиса, а также позволял осуществлять процесс перемагничивания по внутренним частным циклам магнитного гистерезиса. Состояние остаточного намагничивания до- стигалось после намагничивания всех торо- идов до одинаковых индукций (в данном случае эта величина равнялась 1,6 Тл).
Магнитную индукцию, определяемую через ЭДС,наводимую в измерительной обмотке тороида, измеряли с помощью микро- в.еберметра Ф190, для считывания результатов использовали цифровой вольтметр ФЗО.
На размагниченных тороидах определяли с помощью описанной установки несколько начальных точек кривой намагничивания В (Н), строили зависимость /(Н), р
определяя /г - и экстраполируя линей- н
ный участок этой зависимости на , получали значение начальной магнитной проницаемости {1ц.
Затем тороид намагничивался до ,6 Тл и после выключения намагничивающего поля принимал состояние остаточной намагниченности. В этом состоянии проводилось измерение обратимой магнитной проницаемости, для чего включалось и выключалось небольшое (1-1,5 А/см) магнитное поле Н обратной полярности, при этом определялось изменение индукции
АОАВ
Д В и по отношению -ц- находилась /г обр.
Далее находили отношение/ и строили зависимости ° р (Т0тп) для трех исследованных марок сталей, отраженные на чертеже.
Характер полученной зависимости (Тотп) свидетельствует о линейной
связи этой характеристики с температурой отпуска в интервалах 150-650° С для стали 34ХНЗМ, 400-700°С для стали 60С2А, 250- 700 С для У8А и, следовательно, о возможности использования данного отношения в качестве параметра контроля качества отпуска и, следовательно, механических свойств среднеуглеродистых сталей.
0
5
0
Формула изобретения
Способ электромагнитного контроля качества термической обработки изделий, за- ключающийся в том, что измеряют начальную магнитную проницаемость UH контролируемого изделия, намагничивают его постоянным магнитным полем, измеряют магнитный параметр изделия и ho измеренным начальной, магнитной проницаемости и магнитному параметру определяют качество термической обработки изделия, отличающийся тем, что, с целью повышения достоверности контроля, в качестве магнитного параметра используют обратимую магнитную проницаемость /и Обр в состоянии остаточной намагниченности, а качество термической обработки изделий определяют по отношению/ Обр// н с учетом заранее выявленной корреляционной зависимости этого отношения от температуры отпуска.
| Способ электромагнитного контроля качества термической обработки ферромагнитных изделий и устройство для его осуществления | 1982 |
|
SU1035501A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ электромагнитного контроля качества термической обработки изделий | 1987 |
|
SU1467487A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
