А-А
(Л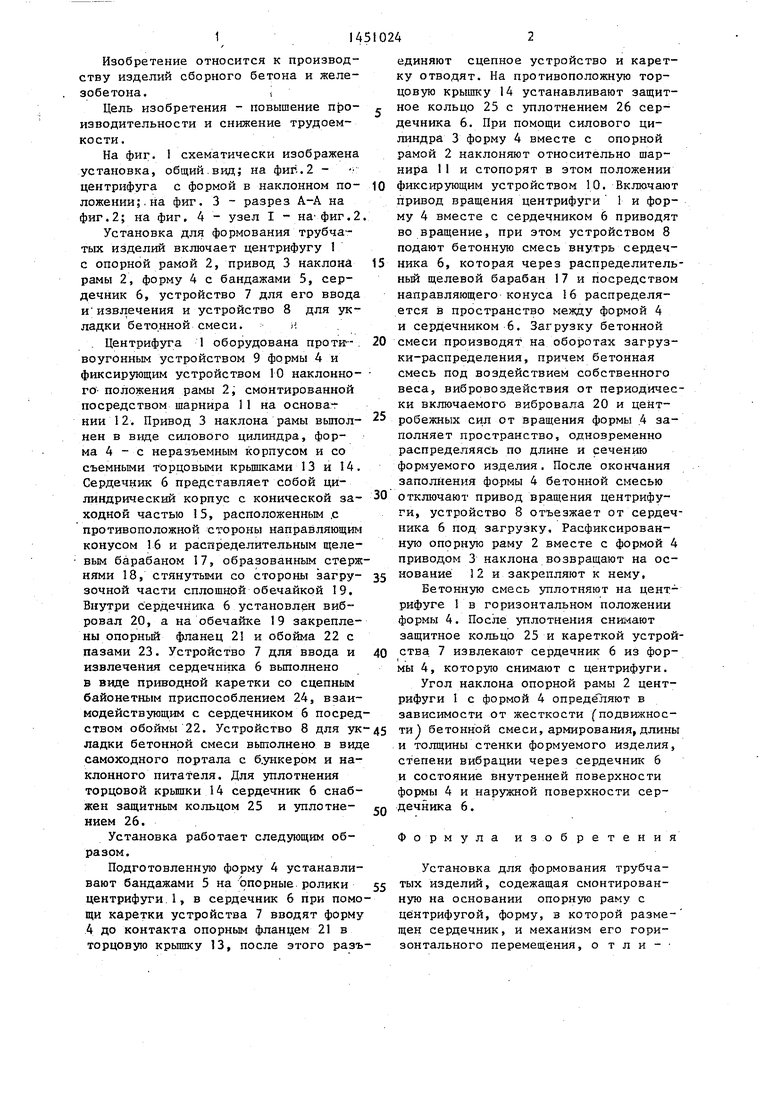
| название | год | авторы | номер документа |
|---|---|---|---|
| Ременная центрифуга для формования трубчатых изделий из бетонных смесей | 1978 |
|
SU781069A2 |
| Установка для формования тел вращения из бетонных смесей центрифугированием | 1986 |
|
SU1386471A1 |
| Установка для производства изделий из бетонных смесей | 1989 |
|
SU1675101A1 |
| Форма для изготовления трубчатых изделий из бетонных смесей | 1982 |
|
SU1100102A1 |
| Устройство для формования трубчатых изделий из бетонных смесей | 1990 |
|
SU1743882A2 |
| Форма для изготовления центрифугированных трубчатых изделий из бетонных смесей | 1988 |
|
SU1556921A2 |
| Форма для изготовления центрифугированных изделий из бетонных смесей | 1980 |
|
SU880760A1 |
| Устройство для изготовления трубчатых изделий из бетонных смесей | 1986 |
|
SU1357239A1 |
| Устройство для формования трубчатых изделий из бетонных смесей | 1988 |
|
SU1523357A2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 1992 |
|
RU2033920C1 |
Изобретение относится к производству изделий сборного бетона и железобетона, позволяет повысить производительность и снизить трудоемкость. С этой целью в установке для формования трубчатых изделий сердечник 6 выполнен с укрепленным на одном из его торцов направляющим конусом 16. Распределительный щелевой барабан 17 концентрично охватывает направляющий конус и контактирует посредством опорного фланца 21 с формой 4. Для обеспечения возможности установки формы в наклонном положении опорная рама одним концом закреплена на основании, а другим связана с приводом наклона. 4 ил.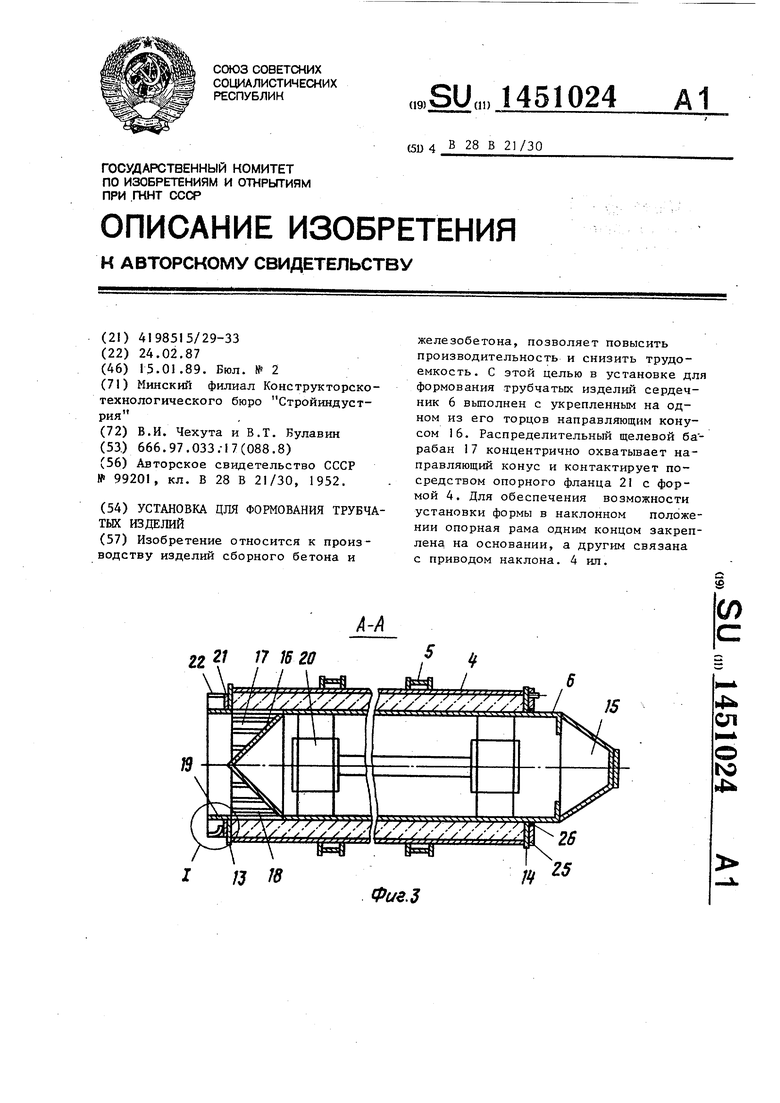
22 2/ /7 16 го
vWUU
/5
СП
ю
4
Фие.З
Изобретение относится к производтву изделий сборного бетона и желеобетона.1
Цель изобретения - повышение про- зводительности и снижение трудоемости.
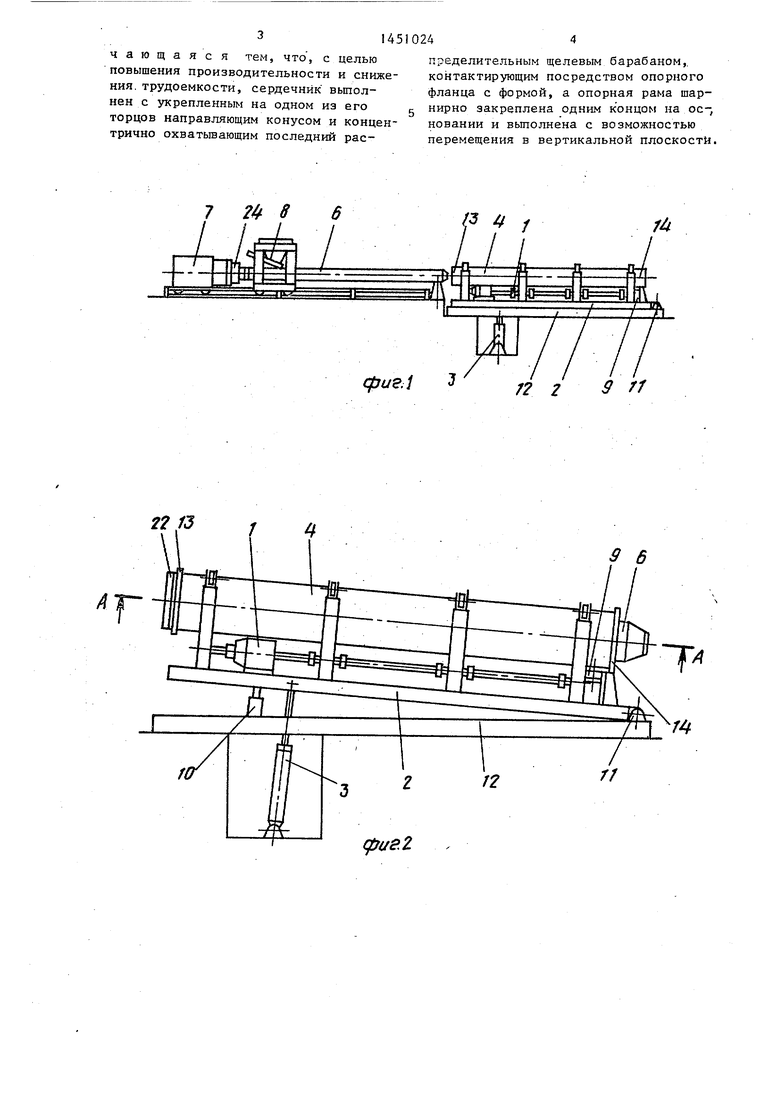
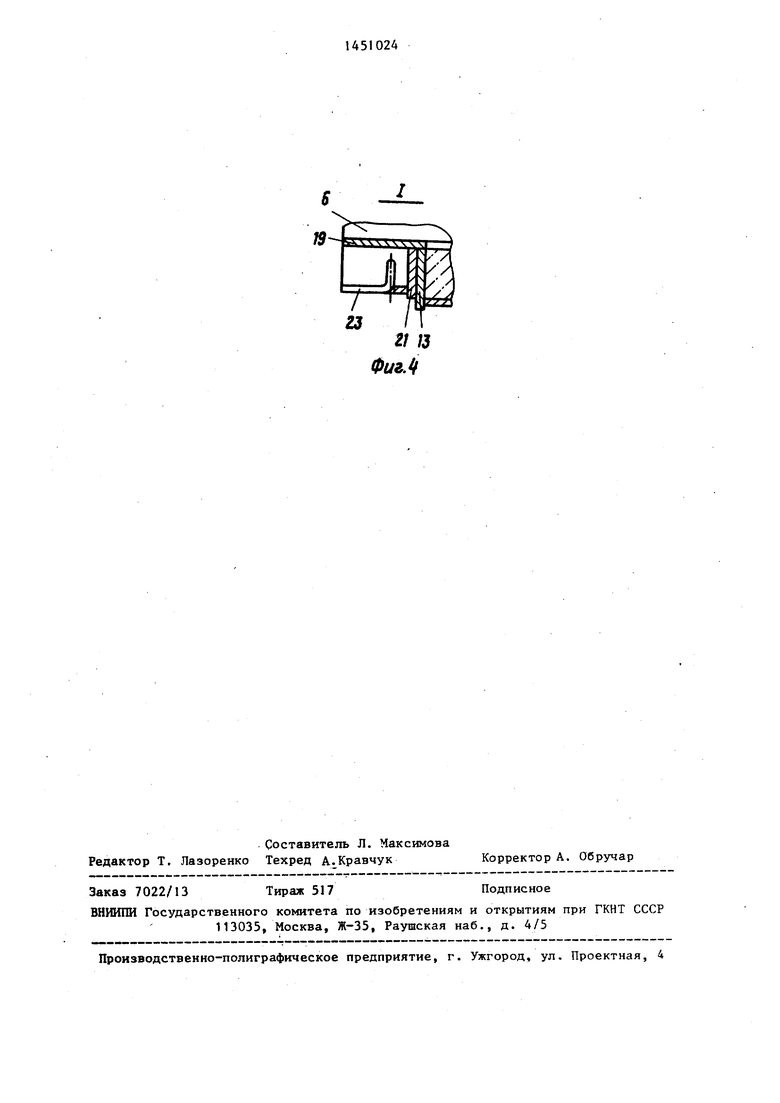
На фиг. I схематически изображена установка, общий.вид; на фиг..2 - центрифуга с формой в наклонном по- Ю ожении;.на фиг. 3 - разрез А-А на иг.2; на фиг, 4 - узел I - на-фиг,2.
Установка для формования трубчатых изделий включает центрифугу 1 с опорной рамой 2, привод 3 наклона 15 рамы 2, форму 4 с бандажами 5, серечник 6, устройство 7 для его ввода и извлечения и устройство 8 для укладки бетонной смеси. .
Центрифуга 1 оборудована проти;- . 20 воугонным устройством 9 формы 4 и фиксирующим устройством 10 наклонно- - го- положения рамы 2, смонтированной посредством шарнира 1 1 на основа:- нии 12, Привод 3 наклона рамы выпол- 5 нен в виде силового цилиндра, форма 4 - с неразъемным корпусом и со съемными торцовыми крышками 13 и I4. Сердечник 6 представляет собой цилиндрический корпус с конической за- 30 ходной частью 15, расположенным .с противоположной стороны направляющим конусом 16 и распределительным щеле- вым барабаном 17, образованным стержнями 18, стянутыми со стороны загру- 35 зочной части сплошной обечайкой 19. Внутри сердечншса 6 установлен виб- ровал 20, а на обечайке 19 закреплены опорньй фланец 21 и обойма 22 с пазами 23. Устройство 7 для ввода и 40 извлечения сердечника 6 выполнено в виде приводной каретки со сцепным байонетным приспособлением 24, взаимодействующим с сердечником 6 посредством обоймы 22. Устройство 8 для ук-45 ладки бетонной смеси вьшолнено в виде самоходного портала с б.ункером и наклонного питателя. Для уплотнения торцовой крышки 14 сердечник 6 снабжен защитным кольцом 25 и уплотне- гп нием 26,
Установка работает следующим образом.
Подготовленную форму 4 устанавливают бандажами 5 на опорные ролики 55 центрифуги.1, в сердечник 6 при помощи каретки устройства 7 вводят форму 4 до контакта опорньм фланцем 21 в торцовую крышку 13, после этого разъединяют сцепное устройство и каретку отводят. На противоположную торцовую крышку 14 устанавливают защитное кольцо 25 с уплотнением 26 сердечника 6. При помощи силового цилиндра 3 форму 4 вместе с опорной рамой 2 наклоняют относительно шарнира 11 и стопорят в этом положении фиксирующим устройством 10. Включают привод вращения центрифуги 1 и форму 4 вместе с сердечником 6 приводят во вращение, при этом устройством 8 подают бетонную смесь внутрь сердечника 6, которая через распределитель ньй щелевой барабан 17 и посредством направляющего конуса 16 распределяется в пространство между формой 4 и сердечником 6. Загрузку бетонной смеси производят на оборотах загрузки-распределения, причем бетонная смесь под воздействием собственного веса, вибровоздействия от периодически включаемого вибровала 20 и центробежных сил от вращения формь 4 заполняет пространство, одновременно распределяясь по длине и сечению формуемого изделия. После окончания заполнения формы 4 бетонной смесью отключают привод вращения центрифуги, устройство В отъезжает от сердечника 6 под загрузку. Расфиксирован- нута опорную раму 2 вместе с формой 4 приводом 3 наклона возвращают на основание 12 и закрепляют к нему.
Бетонную смесь уплотняют на центрифуге 1 в горизонтальном положении формы 4. После -уплотнения снимают защитное кольцо 25 и кареткой устройства 7 извлекают сердечник 6 из фор- 1 .
мы 4, которую снимают с центрифуги.
Угол наклона опорной рамы 2 центрифуги 1 с формой 4 определяют в зависимости от жесткости (подвижности) бетонной смеси,армирования, длины и толщины стенки формуемого изделия, степени вибрации через сердечник 6 и состояние внутренней поверхности формы 4 и наружной поверхности сердечника 6,
Формула изобретения
Установка для формования трубчатых изделий, содежащая смонтированную на основании опорную раму с центрифугой, форму, в которой размещен сердечник, и механизм его горизонтального перемещения, о т л и - 31451024
чающаяся тем, что , с целью повышения производительности и снижения, трудоемкости, сердечник вьшол- нен с укрепленным на одном из его торцов направляющим конусом и концен- трично охватьшающим последний распределительным щелевым барабаном,, контактирующим посредством опорного фланца с формой, а опорная рама шар- нирно закреплена одним концом на основании и вьтолнена с возможностью перемещения в вертикальной плоскости.
4 /
/4
Г 2 9 //
9 6
Г
(ffue.z
| Способ изготовления железобетонных труб центрифугированием | 1952 |
|
SU99201A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
