Известны автоматические многошпиндельные станки для притирки пробковых газовых кра-нов со шпинделями, совершаюш,ими враш,ательное и осевое возвратно-поступательное движения (авт. св. ° 121052 от 1958 г., класс 67а, 31о4).
Однако известные станки ввиду отсутствия механизма для подлейма пробок к патронам шпинделей и подачи их,к бачку для нанесения абразивной пасты не используются в автоматической линии сборки газовых кранов.
Предлагаемое устройство указанного недостатка не имеет. Это достигается тем, что в станке применены расположенные соосно со шпинделями подпружиненные толкатели, закрепленные на траверсе. Траверса совершает возвратно-поступательное движение, согласованное с таким же движением шпинделей для периодической подачи пробок к бачку, наносяш,ему на них абразивную пасту.
Бачок может быть снабжен для каждой пробки регулируемой щелью, образованной двумя резиновыми прокладками.
Щель предназначена для пропуска абразивной пасты под воздействием сжатого воздуха.
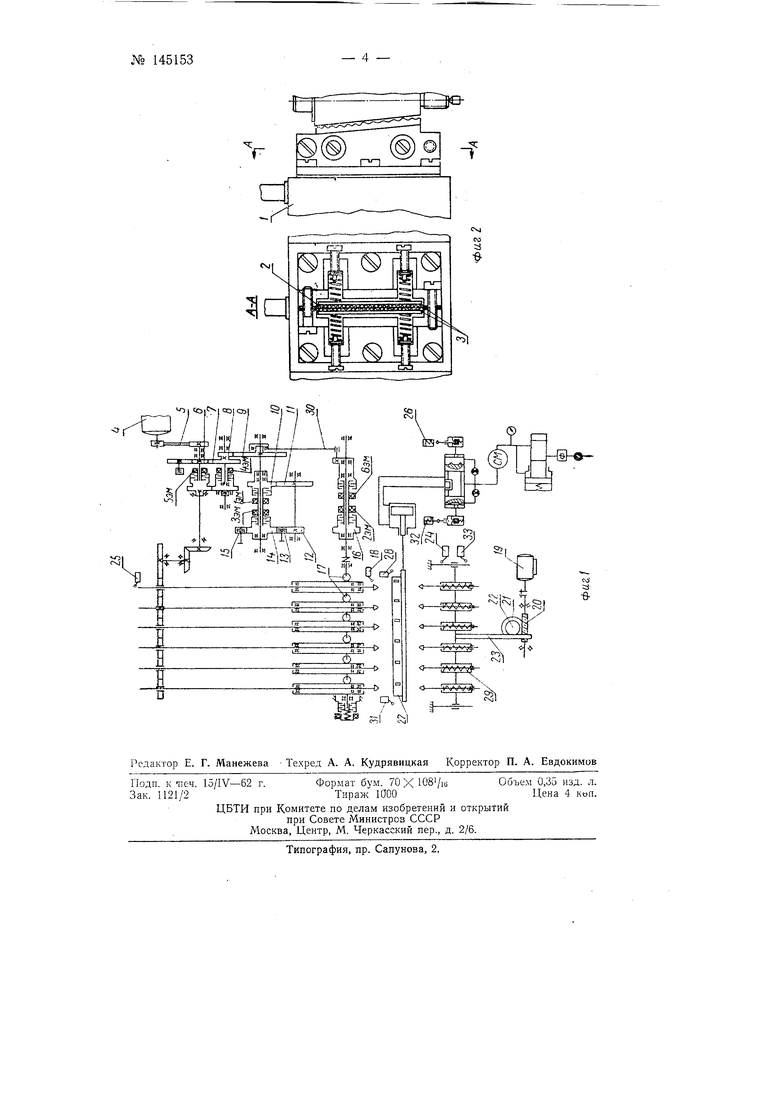
На фиг. 1 изображена кинематическая схема предлагаемого станка; на фиг. 2 - схема механизма подачи пасты.
Станок содержит узел шпиндельной коробки, механизмы подъема коробок и подачи пасты.
Механизм подъема пробок (на чертежах не указан) размещен внутри станины. Состоит из траверсы с шестью подпруж-иненными нентрами.
Траверса перемещается на двух вертикальных скалках, закренленных в верхней плите станины и червячного редуктора, который через реечную шестерню и рейку, закрепленную в траверсе, осуществляет ее
№ 145153- 2 -
подъем и опускание. Центры защищены от попадания пасты внутрь механизма специальными гофрированными трубками, натянутыми на пружинные каркасы.
Механизм подачи пасты размещен между колоннами, на которых закреплена шпиндельная коробка, и представляет собой плиту, перемещаемую между скалками пневмоцилиндром. На плите смонтирован герметичный бачок / для пасты, в который в нужный момент подается под давлением воздух.
Бачок имеет шесть пазОВ, каждый из которых представляет из себя регулируемую щель 2, образованную двумя резиновыми прокладками 3.
В зависимости от величины щели регулируется подача пасты на пробки краиов.
В начале цикла работы станка включаются электромагнитные муфты 1эм и 2эм. Команда на включение подается транспортным устройством. При этом движение передается от электродвигателя 4 через клипоременную передачу 5, через шестерни 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16 и 17 на рейки, укрепленные на пинолях шпинделей.
Затем происходит опускание шпинделей, и квадрат пробки газового крана войдет в патрон. В этот момент конечный выключатель 18 отключит электромагнитные муфты 1эм и 2эм и включит электродвигатель 19 механизма подъема пробок. При включении двигателя механизма подъема пробок движение передается через однозаходный червяк 20, червячную шестерню 21 на цилиндрическую шестерню 22 и рейку 23, которая укреплена на штоке механизма подъема пробок.
При приходе рейки механизма подъема пробок в крайнее верхнее положение, через конечный выключатель 24 отключается электродвигатель механизма подъема пробок и включаются электромагнитные муфты Зэм и 2эм, при таком -включении муфт движение передается от клиноременной передачи через шестерни 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17 на рейки пинолей шпинделей, которые поднимаются вместе с пробками. Пробки снизу поджимают подпружиненные центры механизма подъема пробок, в результате чего наносится паста на пробки.
В крайнем верхнем положении шпинделей нажатием конечного выключателя 25 отключаются муфты Зэм и 2эм и включаются муфта 4эм и электромагнит золотника 26, подающего воздух в бачок 27 с пастой и в пневмоцилиндр механизма подачи пасты. При приходе механизма подачи пасты в исходное положение нажатием на конечный выключатель 28 выключается муфта 4эм и включаются электромагнитные муфты 1эм и 2эм, происходит опускание шпинделей. При опускании шпипделн сжимают пружины 29 механизма подъема пробок, нажатием на конечный выключатель 18 выключают муфты 1эм и 2эм, включаются муфты 5эм и вэм, включаются реле времени притирки. При этом шпиндели вращаются с числом оборотов 1100 об/мин и получают осциллирующее движение от щатуна 30. Операция притирки длится 18 сек. Затем реле времени притирки отключает муфты оэм и бэм и включает муфты 1эм и 2эм и щпиндели с пробками поднимаются в верхнее положение для повторного нанесения пасты на поверхность пробок. В верхнем положении щпинделей нажимается конечный выключатель 25, выключающий электромагнитные муфты Зэм и 1эм и включающий муфту 4эм. При этом включается электромагнит золотника 26, подающего воздух в цилиндр с пастой и в пневмоцилиндр механизма подачи пасты.
При приходе в крайнее положение плиты механизма подачи пасты нажатием на конечный выключатель 31 включается реле времени
на 2 сек. При этом паста вторично за цикл проходит через щель головки и наносится на поверхность вращающейся пробки. Затем реле времени включает электромагнит золотника 32, вследствие чего .прекращается давление воздуха на пасту, происходит отвод механизма подачи пасты. При приходе механизма подачи пасты в исходное положение, нажатием на конечный выключатель 28 выключается муфта 4эм, включаются муфты 1эм и 2эм, происходит опускание щпинделей. Шпиндели в 1нижнем .положении нажимают на конечный выключатель 18, выключают муфть 1эм и 2эм, включают муфты 5эм, бэм и реле времени притирки. При опускании штанг механизма подъема пробок пружины 29. поджимающие пробки к пшинде.чьным патронам, освобождаются. Пробка свободно ложится в корпус крана. В нижнем положении подъема пробок нажатием на конечный выключатель 33 отключается электродвигатель данного механизма, включаются муфты Зэм и 4эм. идет подъем щпинделей.
Предмет изобретения
1.Автоматический многощпиндельный станок ДоТЯ притирки пробковых газовых кранов со шпинде„тями, совершающими вращательное и осевое возвратно-поступательное движения, отличающийся тем, что, с целью использования его в автоматической линии сборки газовых кранов, применены расположенные соосно со шпинделями подпружиненные толкатели, закрепленные на траверсе, соверщающей возвратно-поступательное движение, согласованное с таким же движением щпинделей для периодической подачи пробок к бачку, наносящему на них абрази1вную пасту.
2.Станок по п. 1, отличающийся тем, что бачок снабжен для каждой пробки регулируемой щелью, образованной двумя резиновыми прокладками и предназначенной для пропуска абразивной пасты под воздействием сжатого воздуха.
- 3 -.YO U5153
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО К ТИГЕЛЬНОМУ ПОЗОЛОТНОМУ ПРЕССУ | 1965 |
|
SU176867A1 |
| УСТРОЙСТВО для ПРОКАТКИ и КАЛИБРОВКИ ФИБРОВЫХТРУБОК | 1970 |
|
SU264156A1 |
| МНОГОНОМИНАЛБНОЕ МОНЕТОПРИЕМНОЕ УСТРОЙСТВО | 1971 |
|
SU303641A1 |
| АВТОМАТИЧЕСКИЙ КОНТРОЛЬНО-ПРОПУСКНОЙ ПУНКТ | 1973 |
|
SU399890A1 |
| Способ прессования заготовок металлокерамических изделий и устройство для его осуществления | 1961 |
|
SU147894A1 |
| АВТОМАТ ДЛЯ РАЗМЕНА МОНЕТ | 1966 |
|
SU185125A1 |
| Устройство для съема с моделей и выворачивания наиритовых перчаток в процессе их изготовления | 1960 |
|
SU142756A1 |
| АВТОМАТ ДЛЯ РАЗМЕНА МОНЕТ | 1969 |
|
SU234767A1 |
| Машина для притирки пробок к стеклянным флаконам | 1952 |
|
SU96620A1 |
| Станок для притирки клапанов к седлам в головке блока двигателя | 1961 |
|
SU95762A1 |