СПОСОБ ПРЕССОВАНИЯ ЗАГОТОВОК МЕТАЛЛОКЕРАМИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Заявлено 3 апреля 1961 г. за № 724579/25 Комитет по делам изобретений и открытий при Совете Л1лнистров СССР
Опубликовано в «Бюллетене изобретений Л9 11 за 1962 г.
Известны способы прессования Заготовок металлокерамических изделий.
Описываемый способ отличается ют известных тем, что прессование производят с выдержкой под давлением из пластифицированной массы, которую зашприцовывают в матрицы в нагретом состоянии. Для прессования может быть применен пресс двойного действия с револьверной подачей. Это повышает надежность инструмента (пуансонов).
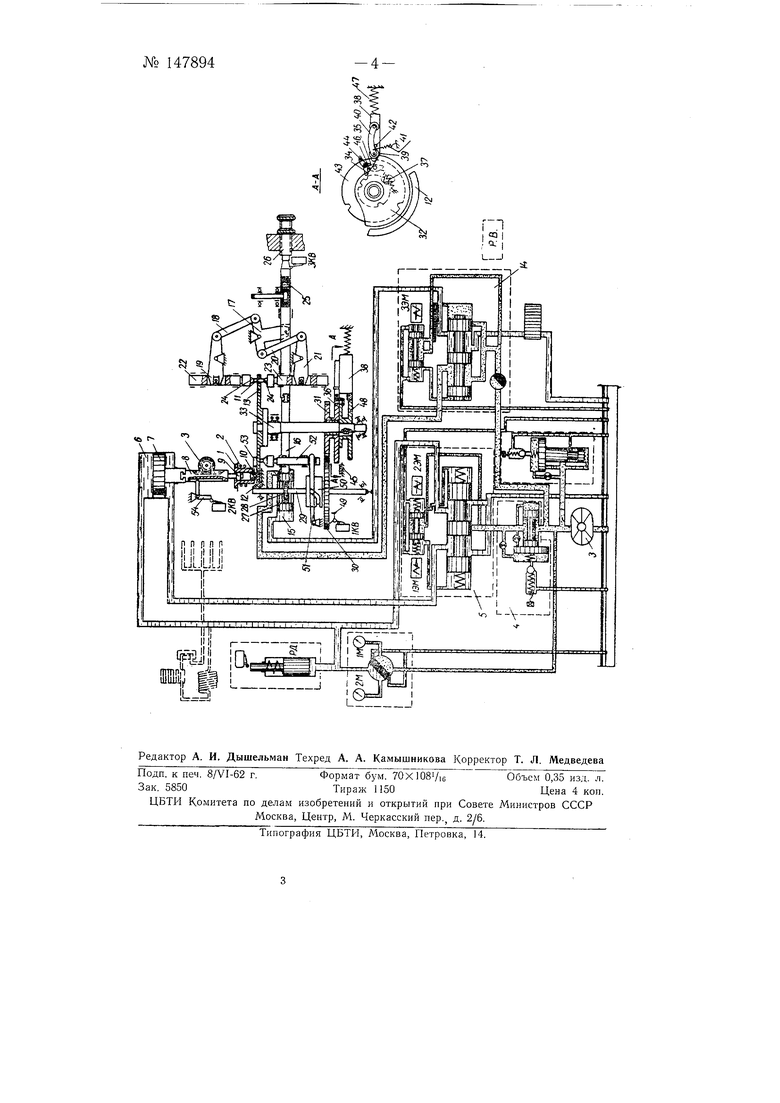
На чертеже изображен пресс для прессования заготовок металлокерамических изделий по предлагаемому способу.
Изготовление металлокерамических изделий по предлагаемому способу осуществляется следующим образом.
Перед началом работы в стакан 1 пресса закладывается предварительно спрессованный брикетПластифицированной твердосплавной массы. Стакан 1 в процессе работы подогревается до определенной температуры электронагревателем .2, что обеспечивает лучшую текучесть материала. Установленная температура поддерживается автоматически при помощи термистора.
В начале автоматической работы включаются электродвигатель насоса 3 и электромагниты 1ЭМ и ЗЭМ. Масло через редукционный -клапан 4, 1пр едназначенный для регулирования усилия выдавливания, и золотник 5 поступает в поршневую полость цилиндра 6 выдавливания и перемещает порщень 7 со скалкой 8 и пуансоном 9 выдавливания. Последний давит на брикет в стакане 1, и масса через фильеру 10 выдавливается в матрицу 11 и заполняет ее. Дном матрицы в этом положении (позиции) является неподвижная пластина 12, расположенная под диском 13, к которой срез матрицы плотно прижат. Диск 13 является поворотным и в нем запрессованы три матрицы 11. При заполнении матрицы давление в цилиндре б выдавливания возрастает и срабатывает реле давления РД, подготавливая реле времени РВ. Одновременно с подачей масла в ци№ 147894 2 линдр 6 выдавливания масло поступает через распределительную панель 14 в левую (|поршневую) полость цилиндра 15 прессования и деления. Шток 16 перемещается вправо и приводит в движение рычаги 17, 18, 19, 20 и 21, которые «еремещают навстречу друг другу шпиндели 22 и 25 с пуансонами 24.
Шпиндели расположепы во второй рабочей позиции пресса. При сближении пуансоны 24 входят одновременно сверху и снизу в матрицу //, в которой находится выдавленная в первой позиции твердосплавная масса. Когда скалка 25, толкаемая штоком 16, доходит до упора 26, пуансоны 24 останавливаются, обеспечив нужную высоту изделия. В конце хода скалка 25 нажимает на конечный выключатель ЗКВ, включаюш,ий реле времени РВ. Реле времени обеспечивает выдержку пуансона 9 выдавливания под наибольшим давлением (для полного заполнения матрицы) и выдержку пуансонов 24 прессования на упоре для стабилизации размеров изделий по высоте. По окончании установленной выдержки (0,5--1,5 сек) реле времени выключает электромагниты 1ЭМ и ЗЭМ.
Золотник 5 ставится в среднее положение, при этом обе полости цилиндра 6 выдавливания соединяются со сливом, а канал подвода масла запирается.
Золотник распределительной панели 14 после выключения электромагнита ЗЭМ переходит в крайнее левое положение, и масло подается в правую (штоковую) полость цилиндра 15 прессования и деления, а левая полость соединяется со сливом. Скалка 25 начинает теремеш.аться влево. От цилиндра прессовапия и деления приводятся также механизмы: поворота диска 13 с матрицами, фиксации диска, выталкивания готовых изделий и сбрасывания их в лоток.
При своем перемещении влево шток 16 через систему рычагов пуансоны 24 в исходное положение и одновременно поворачивает рейкой 27, укрепленной на штоке, зубчатое колесо 28, закрепленное на валу 29. При повороте вала 29 поворачивается зубчатое колесо 30, которое передает вращение зубчатому колесу 31, соединенному с диском 32 и свободно поворачивающемуся на шпинделе 33 стола. В диске 32 имеется ось 34, на которой свободно сидит собачка 35, оттягиваемая от храпового колеса 36 пружиной 57. Диск 32 одновременно является кулачком управления фиксатором 38. В процессе поворота зубчатого колеса 31 диск 32 нажимает своим выступом на ролик 39 рычага 40, прижимаемого пружиной 41 к упору 42. Рычаг 40 отходит и выводит из паза делительного диска 43 фиксатор 38. При дальнейшем вращении диска 32 рычаг 44 собачки 35 касается кулачка 45 и прижимается к своему упору 46. Благодаря этому собачка 35, преодолевая сопротивление пружины 37, опускается рабочим концом в паз храпового колеса 36 и поворачивает шпиндель стола 33 с диском 13, переводя матрицы //в следующую позицию. В конце поворота собачка 35 выходит из зоны кулачка 45 и вытягивается пружиной 57 из паза храпового колеса 36. В это время профиль кулачка на диске спадает, и фиксатор 38 под действием пружины 47 входит в паз фиксаторного диска 48 и фиксирует шпиндель 55. В конце хода щтока 16 влево кулачок 49, укрепленный на зубчатом колесе 30, нажимает на конечный выключатель 1KB, который выключает электромагниты 1ЭМ и ЗЭМ, и цикл новторя-ется. При ходе щтока 16 цилиндра вправо кулачок фиксатора 55 отводит рычаг 40, преодолевая сопротивление пружины 41 от yinopa 42, благодаря чему во время всего хода щтока 16 цилиндра вправо шпиндель 55 остается забиксированным. При прохождении мимо кулачка 45 собачки 55 ее рычаг 44 откидывается от упора 46, и собачка свободно проходит мимо храпового колеса 36, не входя в его паз. В это же время поворачивается цилиндрический кулачок 50, поднимающий рычаг 51, который, в свою очередь, поднимает шпиндель 52 с пуансоном выталкивания, выталкивающим готовое изделие в третьей позиции. Одновременно поворачивается сбрасыватель 53, сбрасывающий изделие в сборный лоток.
При ходе штока 16 влево пуансон выталкивания и сбрасыватель возвращаются в исходное положение.
При израсходовании заложенного в стакан / брикета пластифицированной твердосплавной массы скалка 8 нажимает своим скосом на рычаг 54, который переключает конечный выключатель 2KB, включающий электромагнит 2ЭМ перемещения золотника 5. При этом стыковая полость цилиндра 6 выдавливания.соединяется с давлением, а поршневая - со сливом. Скалка 8 с пуансоном 9 перемещается вверх. В верхнем положении скалка нажимает скосом на рычаг 54, переключающий конечный выключатель 2KB, и пресс останавливается.
Для возобновления цикла необходимо заложить в стакан / новый брикет и включить пресс. Регулируемый упор позволяет изменять высоту прессуемого изделия.
Экспериментальный научно-исследовательский институт кузнечнопрессового машиностроения отмечает, что предлагаемый способ изготовления металлокерамических изделий должен оказать благоприятное влияние на качество прессовки в части выравнивания ее плотности по всему объему.
Предмет изобретения
1.Способ прессования заготовок металлокерамических изделий, отличающийся тем, что, с целью повышения -надежности инструмента (пуансонов), прессование производят с выдержкой под давлением из пластифицированной массы, которую зашприцовывают в матрицы в нагретом состоянии.
2.Применение для осуществления способа прессования по п. 1 пресса двойного действия (для двухстороннего прессования) с револьверной подачей.
- 3 № 147894
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО К ТИГЕЛЬНОМУ ПОЗОЛОТНОМУ ПРЕССУ | 1965 |
|
SU176867A1 |
| Устройство для получения гофрированных деталей из ленты | 1971 |
|
SU436687A1 |
| Устройство для перфорирования и отрезки полосового и ленточного материала | 1980 |
|
SU984863A1 |
| Винтовой пресс | 1944 |
|
SU67006A1 |
| АВТОМАТ ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ | 1969 |
|
SU247048A1 |
| ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВ, НАПРИМЕР, МЕТАЛЛОКЕРАМИЧЕСКИХ СПЛАВОВ | 1954 |
|
SU100554A1 |
| Автоматический блокирующий механизм | 1953 |
|
SU97746A1 |
| Автомат для изготовления изделий из листового материала | 1981 |
|
SU1033347A1 |
| Устройство для насечки рифлений на цилиндрической поверхности | 1990 |
|
SU1819194A3 |
| Автомат для изготовления безламельных электродов щелочных аккумуляторов | 1958 |
|
SU121829A1 |