1
Изобретение относится к технологическому оборудованию для переработки арматуры на предприятиях строительной индустрии, в особенности к оборудованию для изготовления тяжелой арматуры (диаметр стержня более 20 мм) железобетонных изделий типа колонн, плит балок и т. д.
Известна линия для непрерывного стыкования и безотходной резки арматурных стержней, содержащая приемный стеллаж, механизм подачи стержней к стыкосварочной машине, ножницы, мерный стол с упором и роликами для подачи на него стержней.
Однако в этом устройстве подача арматурных стержней на подающий механизм стыкосварочной мащины производится вручную. Кроме того, сбрасывание отрезанного стержня осуществляется только в одну сторону, что не позволяет оперативно сортировать стержни по размерам, материалу и т. д.
Целью изобретения является снижение трудоемкости и увеличение производительности благодаря механизированной подаче стержней с большой скоростью к стыкосв-арочной машине и подаче отрезанных стержней на мерный стол с возможностью последуюндего сбрасывания их на две стороны, а также повышение качества сварки путем обеспечения точной установки концов стержней на губках стыкосварочной машины.
Для этого в предлагаемой линии механизм подачи стержней роликового типа снабжен клещевым захватом, а упор мерного стола выполнен в виде расположенной над ним и параллельной оси подачи консоли, на конце которой закреплена амортизирующая поворотная головка, причем длина консоли равна расстоянию от плоскости резания ножниц до осн подающих роликов, при этом скорость вращения этих роликов меньше скорости, обеспечиваемой механизмом подачи.
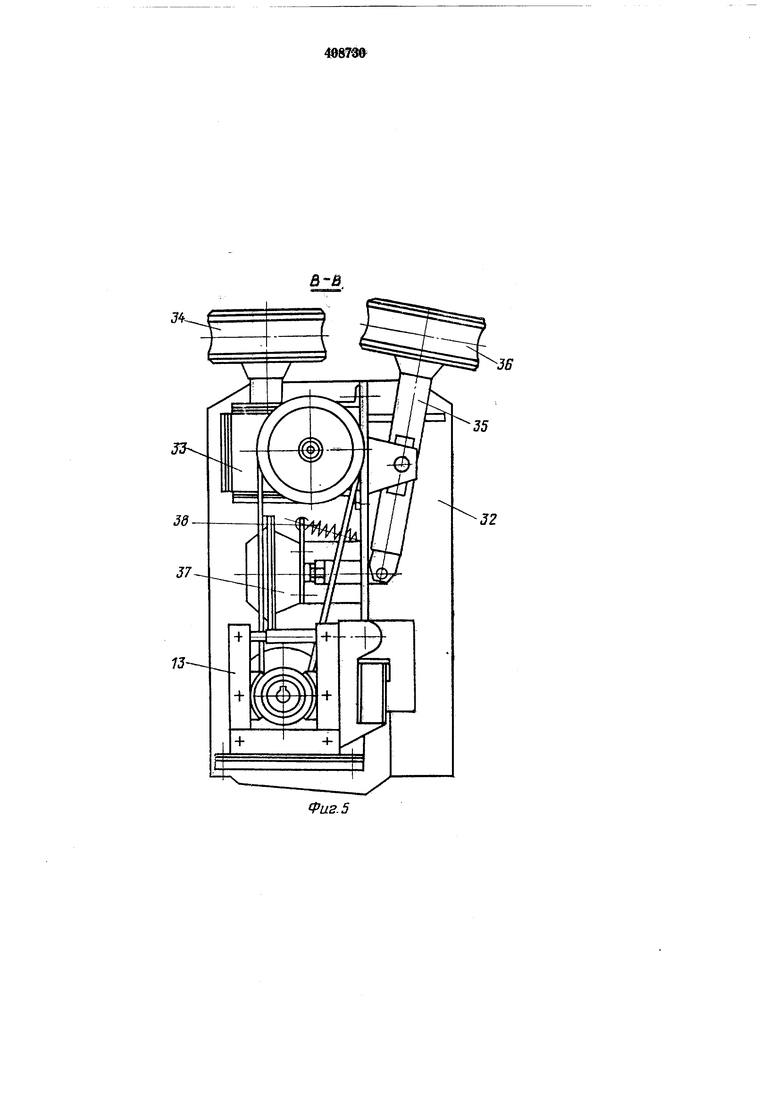
На фиг. 1 показана предлагаемая линия, общий вид; на фиг. 2-разрез по Л-Л на фиг. 1; на фиг. 3-механизм подачи, вид сбоку; на фиг. 4 -разрез по Б-Б на фиг. 1; на фиг. 5-разрез по В-В на фиг. 1; на фиг. .6- разрез по Г-Г на фиг. 1; на фиг. 7 - вид по стрелке Д на фиг. 6.
Полуавтоматическая линия содержит приемный стеллаж /для укладки стержней 2, механизм 3 подачи, машину 4 для стыковой сварки с направляющим конусом 5, ножницы 6 для резки сваренной плети, промежуточный рольганг 7, мерный стол 8 с досылающим устройством 9, передвижным упором 10 и сбрасывателем 11, пневмооборудованием 12 н электрооборудованием 13. Приемный стеллаж / установлен на двух подъемниках 14 с приводом 15.
Механизм 3 подачи оснащен клещевым захватом 16, подвешенным на рукоятке 17 с устройством 18 для фиксирования захвата 16 в сложенном положении, и пружиной 19 для обеспечения поднятого положения рукоятки 17.
Верхняя часть корпуса 20 механизма подачи выполнена поворотной для удобства укладки пачек стержней 2 на стеллаШ 1 и снабжена огранич.ительным роликом 21 с концевым выйлючат€лем 22 для автоматического включения прижима холостого ролика 23. Внутри корпуса 20 размещен привод 24 ролика 25.
На раме 26 мерного стола 8 имеются направляющие 27 для упора 10 и накопители 28. В верхне- части на подшипниках 29 установлены сбрасыватель // с пневмоцилиндрами 30 и седловидные ролики 31. Досыладащее устройство 9 состоит из корпуса 32, привода 33 с роликом 34, рычага 35 с прижимным роликом 36, прижима 37 и пружины 38 возврата.
Упор 10 выполнен в виде корпуса 39 с роликами 40 для передвижения по направляющим 27, стопорами 41 для фиксирования упора 10 на столе 5 штангой - консолью 42, на конце которой установлена поворотная головка 43 с амортизирующими пружинами 44 и конечным выключателем 45, поворачиваемая на 90° пневмоцилиндром 46 посредством втулки 47 со шпонкой 48, спиральным пазом 49 и валика 50 с пальцем 51, взаимодействующим с пазом 49.
Длина щтанги-консоли 42 равна расстоянию от плоскости резания ножниц 6 до оси роликов досылающего устройства 9.
:Панель пневмооборудования закреплена на мерном столе 8. Электрооборудование смонтировано в шкафу, пульт управления расположен около стыкосварочной машины.
Линия работает следующим образом.
На опущенный приемный стеллаж / укладывают пачку стержней 2 так, что концы их находятся под механизмом 3 подачи. Клещевым захватом 16 подают стержень 2 в ролики 23 и 25, срабатывает конечный выключатель 22, и стержень 2 автоматически зажимается. Включают привод 24 подачи, и стержень 2 подают через направляющий конус 5 к стыкосварочной машине 4, далее к промежуточному рольгангу 7, ножницам 6 к iMepHoму столу 8. При -выходе заднего конца стержня 2 из роликов 23 и 25 автоматически отключается привод 24,, включа р:Т ;я прижим 37 и привод 55 досылающего усэррАстаа Р. В момент нахождения подаваемого с .меньшей скоростью стержня 2 на губк-ах ст«корварочной машины 4 привод 55 вьжл рчается. Тем же порядком из пачки подают следующий стержень, з-атем их сваривают. Наращивание плети производят до тех пор, пока она своим концом не упрется в головку 43 упора 10. Тогда срабатывает конечный выключатель 45, отключается привод подачи, включаются ножницы 6 и подача воздуха в пневмс цилиндр 46. Благодаря поступательному движению втулки 47 по штанге-консоли 42, спиральному пазу 49 и валику 50 с пальцем 51 головка 43 поворачивается. По окончании резания автоматически включается привод 33 досылающего устройства 9, и отрезанный стержень подается на стол 8.
При этом передний его конец находится под штангой-консолью 42 упора 10. Затем сбрасывателем // он направляется в один из накопителей 28, после чего сбрасыватель // и головка 43 поворачиваются в исходное положение.
Предмет изобретения
Полуавтоматическая линия для безотходной заготовки арматурных стержней, содержащая приемный стеллаж, механизм подачи стержней к стыкосварочной мащине, ножниць, мерный стол с упором и роликами для подачи на него стержней, отличающаяся тем, что, с целью снижения трудоемкости, повь1ше ния
производительности и качества сварки стержней, механизм подачи стержней снабжен клещевым захватом, а упор мерного стола выполнен в виде расположенной над ним и параллельной оси подачи консоли, на конце которой закреплена амортизирующая поворотная головка, причем длина консоли равна расстоянию от плоскости резания ножциц до оси подающих роликов, при этом скорость вращения этих роликов меньше скорости,
обеспечиваемой механизмом подачи.

| название | год | авторы | номер документа |
|---|---|---|---|
| Линия поперечной резки арматурной стали | 1980 |
|
SU903047A1 |
| ЛИНИЯ ДЛЯ ЗАГОТОВКИ И УПРОЧНЕНИЯ АРМАТУРНЫХ СТЕРЖНЕЙ | 1992 |
|
RU2014927C1 |
| Линия раскроя арматурной стали | 1982 |
|
SU1013137A1 |
| Автоматическая линия заготовки мерных изделий | 1990 |
|
SU1808803A1 |
| ЛИНИЯ ДЛЯ ЗАГОТОВКИ И УПРОЧНЕНИЯ АРМАТУРНЫХ СТЕРЖНЕЙ | 1992 |
|
RU2074084C1 |
| Устройство для подачи профильного проката в пресс-ножницы | 1982 |
|
SU1038116A1 |
| Станок для мерной резки арматурной проволоки | 1974 |
|
SU515557A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО СТЫКОВАНИЯ И БЕЗОТХОДНОЙ РЕЗКИ АРМАТУРНЫХ СТЕРЖНЕЙ | 1966 |
|
SU224772A1 |
| РОЛЬГАНГ ДЛЯ ЛИНИИ СТЫКОВОЙ СВАРКИ и РЕЗКИ АРМАТУРНОЙ СТАЛИ | 1967 |
|
SU202375A1 |
| Устройство для натяжения арматурных стержней | 1980 |
|
SU953152A1 |


13
fpus.S
Фаз.З
.2
Б-Б
11
П
Фиг.4
39
и
Фиг. 6
Фиг.7
