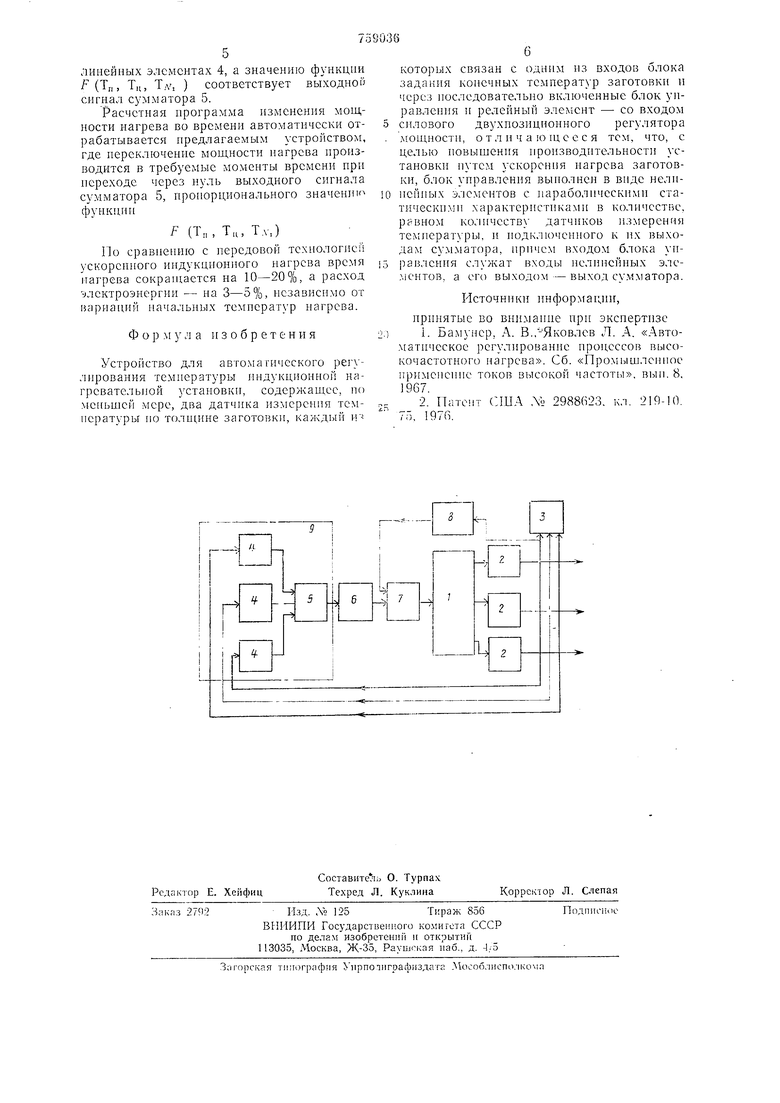
температуры поверхности заготовки через релейный блок 8 ограничения максимальной темиературы с зоной нечувствительности может быть соединен со входом регулятора мощности 7. Нелинейные элементы 4 с сумматором 5 образуют блок 9 унравления.
Устройство работает следующим образом.
В случае двухинтервального управления иснользуют датчнки измерения температур в двух точках по толщине заготовки, чапример, в центре (Тц ) и на поверхносги (Тп- ) заготовки. Система управления обеспечивает режим нагрева в два интервала. На первом иитервале подается полная мощность источника питання, а на втором нитание полностью прекращается. При этом длительности интервалов нагрева и выравнивания температур должны быть выбраны таким образом, чтобы в конце процесса достигалось равенство температур поверхности и центра своему нижнему допустимому пределу Тзад - s, а максимальиая температура Т„ во внутренней точке сечення заготовки в этот момент достигла максимально допуетимого значения Тзад + S, где Тзад и g - соответственно требуемая конечная температура заготовки и допустимая неравномерность нагрева по ее толщине.
Указанный режим нагрева обеепечивает уменьщение суммарного времени нагрева по сравнению с прототипом.
Для обеспечения требуемого распределения температуры в конце процесса, характеризуемого равенствами.
п кон IHKOH -зад 6, мкон зад Т 6,
необходимо обеспечить переход с первого интервала управления на второй {переключение мощности нагрева) при определенных значениях температур поверхности и центра Т° и T° для каждой пары начальных значений Тпиач и Тцнач
Всему множеству начальных состояний отвечает на плоскости Тп, Тц кривая температур переключения мощности (лииия переключения), описываемая уравнением F (Т°, Т° ) О, причем с достаточной степенью точности функции F (Т„ , Т,,) определяется суммой квадратичиых зависимостей от каждой из температур Тп и Тц и молсет быть иредставлена в следуюн ем виде F (Тп , Тц) йо + а,Тп + «аТ + &о + + 6iTu+ , где До, ai, az и bo, Ьь расчетные коэффициенты. Квадратичные фзшкции FI (Тп) «о + «iTn + PZ (Тц ) fto + Тц -f bzi: воспроизводятся нелинейными элементами 4 е параболическими статичеекимп характеристиками, а значеиию F (Тп, Тд ), равному сумме Л(Тп) +Р2(Тц ), соответствует выходной сигнал сумматора 5. В начальный момент
(Тп, Тц )0 и релейный элемент 6 под действием положительного сигнала с выхода сумматора подает команду регулятору мощности 7-на включение полной мощности нагрева. Начипается первый интервал управления, протекающий до тех пор, пока температуры поверхности и центра не достигнут значений Т и Т , нрн которых еледует начать интервал выравнивания. В
0 этот момеит ,,, Тц ) О и релейиый элемент 6 под действием выходного сигнала сумматора о переключает регулятор .мощности 7, отключая источник питания. Начинается интервал выравнивания, окончание которого фиксируется блоком 3 задания конечных температур в момент, когда темиературы поверхности и центра одновременно становятся равными Тзад -s. Если иа протяжении интервала нагрева максимальная температура на новерхности заготовки достигнет заранее установленного допустимого предела, то в работу включается релейный блок 8 с зоной нечувствительности, соответствующей этому пределу.
5 Начиная с момента достил ения предельно допустимой те.мпературы поверхности релейный блок 8, воздействуя на регу.тятор мощности 7, обеспечивает поддержание температуры поверхности на предельном уровне в режиме двухпозиционного регулирования мощности до тех пор, пока релейный элемент 6 не подает команду на окончание интервала нагрева.
При необходимоети получения более вы5 еокой точности нагрева необходимо реализовать три интервала унравления по схеме нагрев - выравнивание температур - нагрев и использовать три блока измерения темиератур, в трех точках по толщине заготовки, например на поверхности заготов.ки, в ее центре н на глубине в 1/3 радиуса от поверхности (T,v, ).
Вместо линии переключения на плоскости Тп, Тц при двухинтервальном управле5 НИИ здесь уже имеет место поверхность переключения в пространстве температур Тц , Тц и T,v, , определяемая из условия такого выбора длительностей всех трех интервалов управления, чтобы в конце процесса темпе0 рятуры Тп и T;v, одновременно доетиглп евоего верхнего предела, равного Тзад + е, а температура центра Тц - нижнего предела Тзад - е одновременно е температурой T.VZ в некоторой точке внутри загоТОВКИ.
Соответствующая функция переключения F (Тп, Тц, T.V, ) проходит через нуль в моменты перехода с первого интервала на второй и со второго - на третий. АнаQ логично елучаю двухинтервального управления F (Тп, Ту, T,v,) представляется суммой вида F (Тп, Тц, T,v ) ao + aiTn + + «2Т 2 + &о + &1Тц + + Со -f c,T,v, + -f , где квадратичные зависимости от
5 каждой из температур реализуются на нелинейных элементах 4, а значению функцни - (Т„, Тц, Тл, ) еоответствует выходной еигнал еумматора 5.
Раечетная нрограмлма изменения мощности нагрева во времени автоматически отрабатывается предлагаемым устройством, где иереключение мощности нагрева ироизводится в требуемые моменты времени ири иереходе через нуль выходного сигнала сумматора 5, пропорционального значеник функции
F (Т„, Тц, Тл.)
По сравиению с передовой технологией ускоренного индукционного нагрева время нагрева сокращается на 10-20%, а расход электроэнергии - на 3-5%, независимо от вариаций начальных тсмнератур нагрева.
Формула изобретения
Устройство для автомагического регулирования темиературы индукционной нагревательной установки, содержащ.ее, по меньшей мере, два датчика измерения темиературы но толпи не заготовки, каждый и
6
которых связан с одним из входов блока задания коисчных темиератур заготовки и через иоеледовательно включенные блок уиравления и релейный элемент - со входом силового двухиозициониого регулятора мощности, отличающееся тем, что, с целью иовышения ироизводительиости установки иутем ускорения нагрева заготовки, блок управления вынолнен в виде иелниейиых элементов с иараболическимн статическими характеристиками в количестве, колнчеству датчнков измерения TeiaiepaTypbi, и нодключеииого к их выходам сумматора, иричем входом блока уиравлеиия служат входы нелинейных эле.меитов, а его выходом - выход сумматора.
Источники информации,
ирииятые во виимаиие нри эксиертизе i. Ба.мунер, А. В..-Яковлев Л. А. «Автоматическое регулирование ироцессов высокочастотного нагрева. Сб. «Промышленное примеиеиие токов высокой частоты. . 8. 1967.
2. Патент США .9 2988fi23. кл. 219-10. 75, 197fi.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического регулирования температуры нагрева заготовок в производственном комплексе индукционная печь-пресс | 1987 |
|
SU1453625A1 |
| Устройство для автоматического регулирования температуры индукционной нагревательной установки | 1988 |
|
SU1594709A2 |
| Способ управления поверхностным нагревом заготовок | 1977 |
|
SU748916A1 |
| Способ управления поверхностным нагревом заготовок | 1976 |
|
SU738196A1 |
| СПОСОБ ИНДУКЦИОННОГО НАГРЕВА ПЛОСКИХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1991 |
|
RU2039420C1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ТЕМПЕРАТУРОЙ ПЛОСКОЙ ЗАГОТОВКИ ПРИ ИНДУКЦИОННОМ НАГРЕВЕ | 1991 |
|
RU2032996C1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ТЕМПЕРАТУРОЙ ПРИ ИНДУКЦИОННОМ НАГРЕВЕ | 1992 |
|
RU2076465C1 |
| УСТРОЙСТВО ИНДУКЦИОННОГО НАГРЕВА ПЛОСКИХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1992 |
|
RU2076466C1 |
| Система управления процессом нагрева с использованием моделирующего устройства | 1979 |
|
SU868708A2 |
| Система автоматического управления инерционным объектом | 1977 |
|
SU962849A1 |
