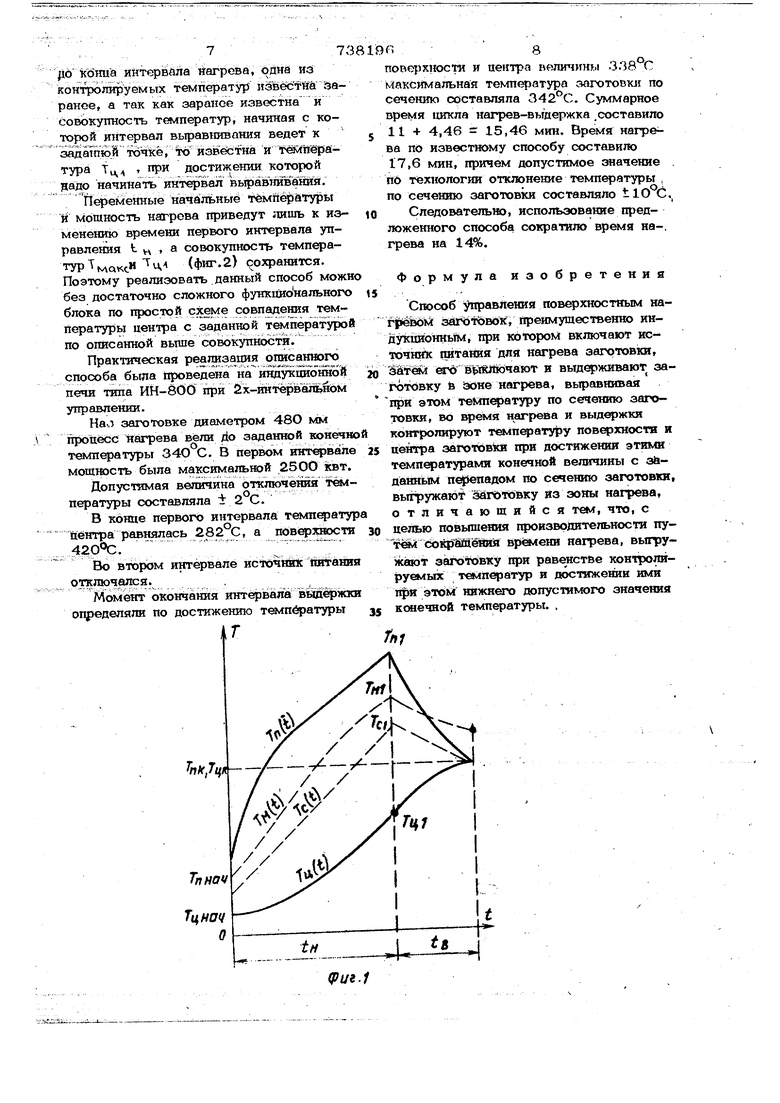
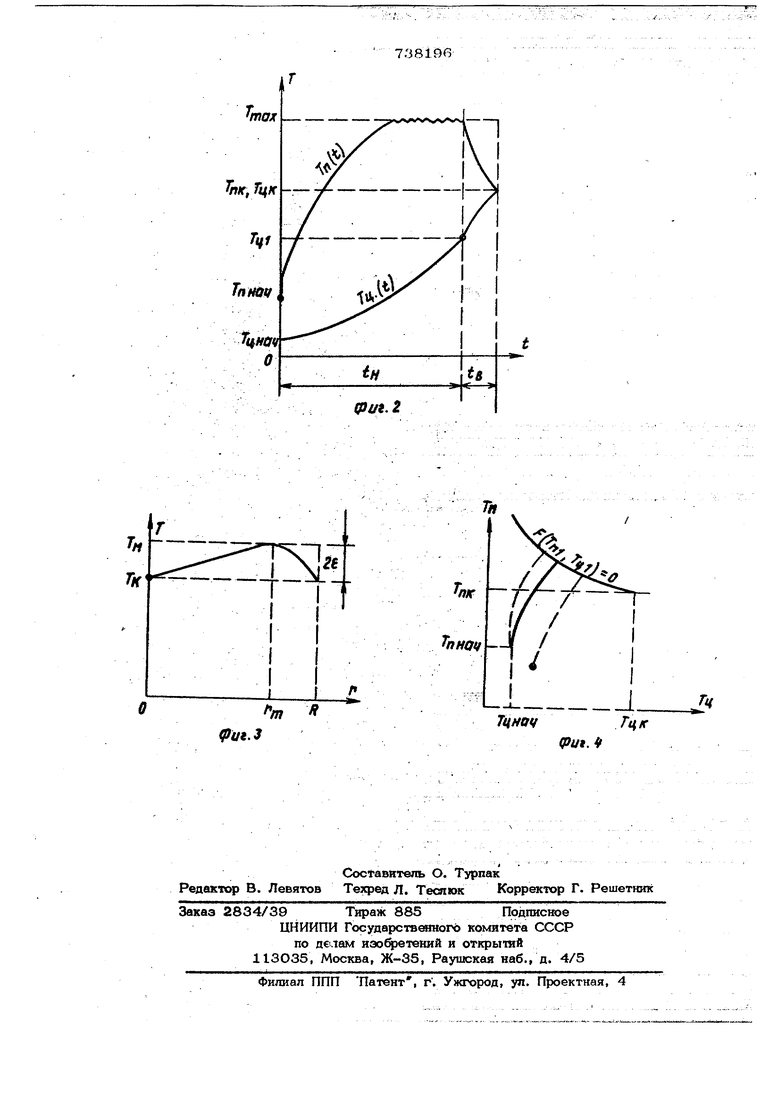
(54) СПОСОБ УПРАВЛЕНИЯ ПОВЕРХНОСТНЫМ НАГРЕВОМ Изобретение относится к области упра ления тепловыми процессами при нагреве заготовок путем передачи тепла с поверх слоев заготовки к центральным, например, при индукцион1«)М нагреве и может быть использовано для ускоренкого достижения заданной температуры с допустимей неравномерностью по толщине заготовки перед обработкой заготовки давлением. При награве заготовок с выделением тепла в ее поверхностных слоях температура боковой поверхности заготовки растет « быстрее чем температура центра, поэтому требуется допотштельная фаза процесса нагрева заготовки с пониженной мощностью нагрева, в течение которой температуры по толщине заготовки вьфавниваются до заданной конечной технологической температуры с заданным перепадом. В процессе вьфавнивания тетлператур поверхностные спои заготовки, нагретые до этого выше заданной , температуры. ЗАГОТОВСЖ отдают тепло центральным слоям, нагретым до этого ниже заданной температуры. В результате температура поверхноста падает, а те пература центра растет, чем и достигается требуемое выравнивание температур. Известен способ управления поверхностным нагревом заготовок, при котором нагрев ведут в два этапа, сначала при полной мощности, а затем при мощности компенсирующей тепловые потери футеровки печи . Такой способ характеризуется большим BpeMeH vt полного цикла нагрев-выдержка, так как процесс вьфавнивагагя TsvcnepaTyp в нем затянут. Специальные метопы управления мощостью нагрева в интервалах непосредственого нагрева и вьфавнквания темпера-ту озволяют сократить суммарное время агрева заготовки по заданной темпеатуры с заданной равномерностью по олщине заготовки. 37 Известен способ управпегаш, при котором включают источник питания для нагрева заготовки, затем его выключают и выдерживают заготовку в зоне нагрева вьгравнивая при этом тегАпературу по сечению заготовки, во время нагрева и выдержки контролируют температуру поверхности и центра заготовки -и при достижении этими температурами конечной вегаг ч ййй б ё1аданным перепадом по сечению заготовки, Выгружают заготовку. Недостатком известного способа является увеличешюе времянагрева по сравнению с мй1 ймалъ.но возможным, так как в процессе нагрева стабилизируется значение средней температуры заготовки, а это не обязательно по физическим свойствам заготовки. Перегрев средней части заготовки над конечной температурой поз волил бы создать в заготовке за первый интервал больший запас тепла и йатем сократить время выравнивания температур. Цепью изобретения является повышени производительности путем сохфащения времени нагрева. Указанная цель достига тся за счет того, что выгружают заготовку при равенстве контролируемых температур центра и поверхности заготовки и достижениии ими при этом нижнего допустимого значения конечной тем пературы. Сущность изобретения поясняется чер тежами, где на фиг. 1 изображены крибыё изменения во времени температур по толщине эагхэтовки без достижения темпе ратурой поверхности максимально допустимого значения; на фиг. 2 - кривые изменеяия во времени температур поверхн:ости и центра при достиже-. НИИ температурой поверхности максимально допустимого значения; на фиг. 3- конечное распределение тем ператур по толщине заготовки; на фиг. 4 заданная совокупность температур в вид лиШи в системе коо рдинат контролируемых температур и текущая траектория нагрева.- Процесс нагрева ведут до заданной температуры и два интервала управления В первом интервале нагрева мощность нагрева поддержйвайт на максимально допустимом уровйё, а температуру повер ности перегревают откэсительно заданно температуры заготовки ,„ . Если в процессе интервала нагрева темйё атура поверхностиТп не доЬтигает тйаксймал но допустимой температуры (кри6 ) , фиг. 1 ) по уСЛОВИ ТК1 вая Тр, ( изи 1еского состоятшя материала заготовки (оплавление, необрат 1мые изменения и пр.), то максимально допустимая мощность нагрева определяется максимальной мощностью нагревательнрй установки. Если же в процессе интервала нагрева температура поверхности Т достигнет максимально допустимой температуры , (кривая Т ( t ), фиг. 2), то после этого максимальнодопустимая мощность нагрева определяется уровнем, обеспечивающим поддержание максимально допустимой температуры поверхности, регулирование мощности нагрева при этом производится либо уменьщен1йе количества источника тепла (например, газа), либо изменением времени включения и отключения полной мощности нагревательной установки (например, индукционной) , т.е. регулированием средней мощности нагрева. В течение времени интервала нагрева Т ц (фиг. 1, 2) температура поверхности Т растет быстрее температуры центра Тц . Если после достижения некоторых значений температур и Тц,(фиг. 1) закончить интервал нагрева и начать интервал выравййй&ййя температур при уменьшенной мощности нагрева, то за счет отдачи тепла от более нагретых слоев заготовки к менее нагретым температура поверхности будет падать, а температура центра - расти, при этом падение температуры поверхности будет происходить и за счет потерь тепла. Процесс выравнивания температур приведет к такому состоянию, когда температуры центра и поверхности сравн$потся, при этом распределение температур по радиусу заготовлен примет вид фиг. 3, где R - радиус заготовки. Как видно, в некоторой точке вблизи noBepXHoctH при г-т имеет место максимум кривой распределе гия температур, что объясняется меньшей интенсивностью охлаждения слоев заготовки .при г-гVI по сравнению с поверхностью. Процесс; нагрева; слоев заготовки при приведен на фиг. 1 (кривая T(t) . Х5тя Т.д Tj, , но при выравнивании температур эти слои охлаждаются медneifflee, чем поверхность, так как поверхностные слои целиком отдают свое тепло к центру и в виде потерь, а слои при г-г, не только отдают тепло, но и частично получают eix с поверхгюсти. S7 П опиольпемом способе интервал пы)- гчвии1 ашш температур проходит при огключетнюй мощности нагрева, т.е. рост температуры центра (а достижение именно этой температуры заданного значения определяют длительность нагрева) происходит только за счет накопленного во время интервала нагрева запаса теппа в наружных слоях. Преимущества проведения интервала выравнивания при отключениой мощности нагрева заключается, во-первых, в ускорении достижения равенства температур поверхности и центра и, во- вторых, в независимости процесса выравнивания температуротвозможных помех при изменении мои(ности .нагрева (изменения расхода газа, напряжения в сети). Конец второго интервала управления и процесса нагрева в целом определяется достижением температурой центра нижнег допустимого значения, т.е. TJCXQ-it n где Tj - заданная температура; С допустимый конечный период температур по толщине. Очевидно, что организация окончания процесса управления при nvf наиболее целесообразная с точки зрения ускорения нагрева, так как во-первых, поверхностные слои успел отдать весь запас тепла, т.е. длительност интервала нагрева была минимально возможной, а, во-вторых, снижение температуры поверхности до нижнего допустимого значения приводит и к снижению максиму ма конечного распределения температур (фиг. 3), т.е. величина , 2 , характеризующая неравномерность нагрева, минимально возможная. Естественио, что данный способ полезен лишь при условии gon т.е. допустимый перепад t .gon при двухинтервальном управлении воо&це достижим. Однако расчёты и эксперименты показали, что величина Е доста точно мала и в большинстве случаев тех нологические требования к равномерности нагрева заготовок .перед обработкой давлением, вполне обеспечивается. Конечное значение контролируемых температур Т,, быть достигнуто в интервале выравнивания с отключенной мощностью нагрева только в том случае, если совокупность температур поверхности и центра в начале интервала выравнивания удовлетворяют условию такого одновременного достижения. Эта совокупность может быть рассчитана по известной конечной T viпературе и известных условиях протекания 96 процесса выравнивания температур или получена экспериментально. Таких взаимосвязанных значений температур поверхности и центра, при которых продесс вьгравюшания приводит к Т Т -T-ja - ,бесчисленное множество, и заданная совокупность температур может быть представлена в системе координат (фиг. 4) линий д),о, которая гЛожет быть реализована техшгческими средствами. Когда текущая траектория нагрева (фиг.4), начатая в точке с координатами Ти.нач пересечет линию заданной совокупности температур Р(,)« ;.интервал нагрева закончен, а интервал выравнивания обязательно закончится в заданной конечной точке, так как процесс выравнивания проходит при иэмененных заранее известных условиях. В то же время прогнозировать начало интервала вьфавнивания и, следовательно, программировать процесс нагрева практически невозможно, так как переменные факторы: йачапьнйё температурь Г изменения мощности нагрева, могут существенно йзменить траекторию нагрева (пунктирные, кривые, фиг, 4). В предлагаемом способе эти переменные факторы приведут лищь к различным значениям температур начала интервала выравнивания, различным временем интервала нагрева t н и выравнивания t , но общий процесс нагрева заготовки закончйэрся в заданной точке. Суммарное время нагрева tj + nпри этом ока; - жется меньше, чем у известных способов, так как за счет перегрева средних с/юев заготовки (кривая Tc(.t ), фиг. 1) в интервале нагрева создается повышенный запас тепла, и интервал вьфавнивания проходит быстрее. Реализация способа производится с помощью функционального блока, где задается найденная расчетом или экспериментально совокупность температур поверхности и центра в виде функции двух переменных. Реализация способа может быть упрощена в случае, когда нагреватель имеет значительный запас мощности, что приводит к обязательному достижению температурой поверхности максимально допустимого значения мсхкс процессе интервала нагрева (фиг2). В этом случае при поддержании техтюлогической мощности,нагрева на MaKCHNtanbHo допустимом уровне, обеспечивающем стабтглизацию температуры пбвёрхностн п м |10коица интервала нагрева, одна из контролируемых температур извёстрШ заранее, а так как заранее известнаи совокупность температур, начиная с ко, торой интервал выравтшвания ведет к задатюй -точке, то изв естна и Температура Тцд т при достижении которой дадо начинать интервал вырав1гйвания. Переменные начальные тёмйёраТуры и Мощность нагрева приведут лишь к изменению времени первого интервала управления t , а совокупность темпера ПТР максИ Ц (фиг.2) сохранится. Поэтому реализовать данный способ можн без достаточно сложного функционального блока по простой схеме совпадения температуры центра с заданной температурой по описанной выше совокупнсюти. Практическая реашзахшя описанного способа была 1фоведена Н(Э индукщюнпноЙ печи типа ИН-8бО при Йх-йнтер1вальнЬм управлении. Нао заго1х вке диаметром 48О мм процесс нагрева вели До заданной конечно rj.... температуры 34О С. В первом интервале мощность была максимальной 2500 квт. Допустимая величина отключения температуры составляла ± 2°С. В конце первого интервала TevraepaTyp центра равнялась 282°С, а поверхности ,.4200С. --- - - Во втором интервале ис1х)Чни& пвргания отключался. Момент окончания интервап19 определяли по достижению температуры
п1г,Тцл -
(Риг.1
/л; поверхности и центра велитошы 3.38°С Максимальная температура заготовкл по сечению составляла . Суммарное время цикла нагрев-выдержка составило 11 + 4,46 : 15,46 мин. Время нагрева по известному способу составил 17,6 мин, причем допустимое значение rtd технологии отклонение температуры по сечению заготовки составляло tlO°(i. Следовательш), использование предложенного способа сократило время нагрева на 14%. Формула изобретения Способ управления поверхгехзтным наrpejooWi заготчэвок, преимущественно индукционнь1 М, при котором включают источник 1шта1шя для нагрева заготовки, МтШ его В йУйЬчают и выдерживают заготовку b зоне нагрева, вьфавнивая при этом температуру по сечению заготовки, во время нагрева и выдержки контролируют температуру поверхности и «-ir --- - - д - 1-«11 j|. j ИХ/ОСГРАП-ЧЛ-Т. иёнгра заготЛв й при достижении этими температурами конечной величины с з&данным п ёпадом по сечешпо заготовки, вьпт)ужаюТ Мготовку из зоны нагрева, отличающийся тем, что, с целью повьпиения производительности путем ех кр Ш1енйя нагрева, выгружают заготовку при равенстве контролируемых температур и достижении ими при этом нижнего допустимого значения конечной температуры. .
-,
(Pf/i.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления поверхностным нагревом заготовок | 1977 |
|
SU748916A1 |
| Способ управления поверхностным нагревом заготовок | 1984 |
|
SU1173563A1 |
| Устройство для автоматического регулирования температуры индукционной нагревательной установки | 1977 |
|
SU759036A1 |
| СПОСОБ УПРАВЛЕНИЯ НАГРЕВОМ МЕТАЛЛА В ПЕЧАХ ПРОКАТНЫХ СТАНОВ | 2007 |
|
RU2337293C1 |
| СПОСОБ ИНДУКЦИОННОГО НАГРЕВА ПЛОСКИХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1991 |
|
RU2039420C1 |
| СПОСОБ ЦЕНТРОБЕЖНОГО ИНДУКЦИОННОГО НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1991 |
|
RU2017587C1 |
| СПОСОБ ИНДУКЦИОННОГО ГРАДИЕНТНОГО НАГРЕВА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2151201C1 |
| Способ термообработки металлическихиздЕлий B иНдуКТОРЕ | 1979 |
|
SU847528A1 |
| СПОСОБ ИНДУКЦИОННОГО НАГРЕВА МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2000 |
|
RU2167502C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛУФАБРИКАТА ИЗ ТИТАНОВОГО СПЛАВА | 2006 |
|
RU2320771C1 |
(раг.З
