Известно производство чугунных заготовок лоршневых колец путем индивидуальной отJiивки в земляные формы. Однако нри этом коэффициент полезного использования металлошихты низкий, невозможно получать заго1овки с минимальными допусками, в результате чего до 60«/о веса их снимается при механической обработке; качество отливок низКое, в которых вследствие одностороннего подвода жидкого металла при заливке форм создается неравномерная структура, приводящая к сокращению эксплуатационного срока поршневых колец.
Способ получения заготовок поршневых колец, холодной навивкой плющеной ленты не получил широкого применения, так как поршневые кольца рекомендуется изготовлять из чугуна, а чугунная лента не может навиваться в холодном состоянии.
Отличительная особенность описываемого способа получения заготовок чугунных поршневых колец пластической деформацией из чугунной отожженной ленты, отлитой в кристаллизаторе, заключается в том, что ленту вначале навивают в горячем состоянии в виде спирали на онравку, имеющую диаметр, равный внутреннему диаметру кольца в рабочем или свободном состоянии, затем режут спираль вдоль ее оси, а полученные кольца подвергают термообработке. Применение такого
способа изготовления заготовок чугунных поршневых колец повышает точность размеров заготовкн кольца и снижает расход металла.
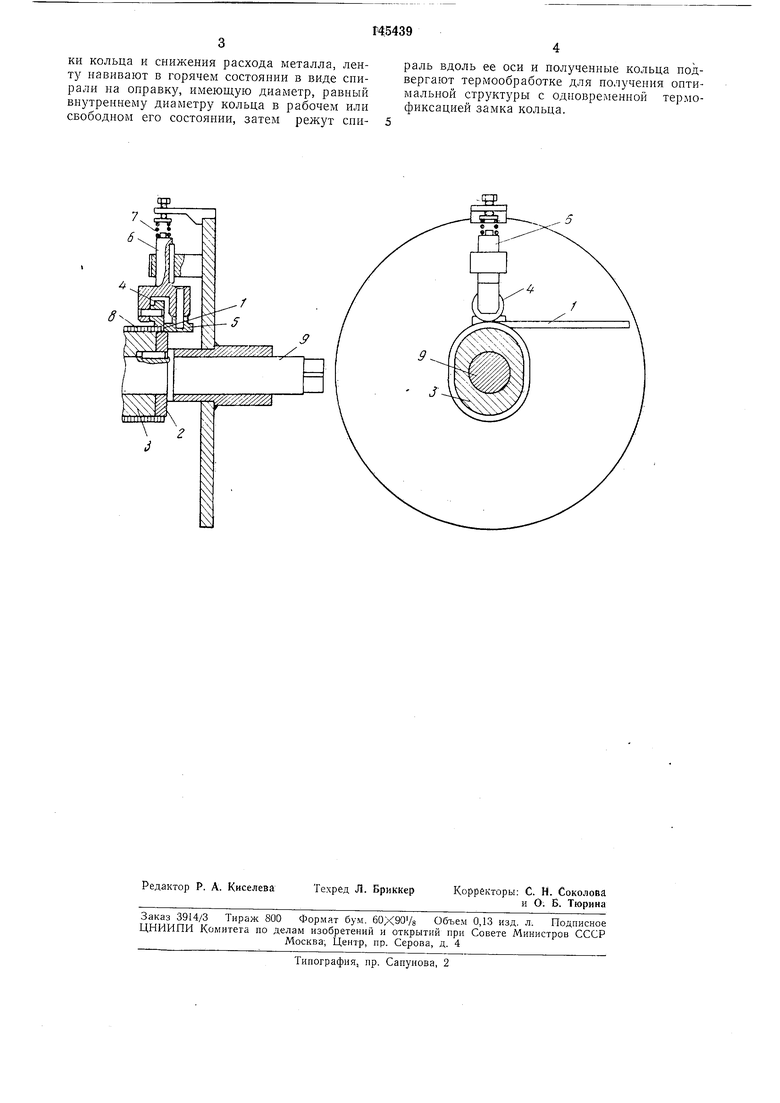
На чертеже изображено устройство для осуществлення способа (в двух проекциях).
Нагретая до требуемой температуры лента / навивается на рабочую часть 2 оправки 3. Формование колец осуществляется тремя нарами роликов 4 и 5 (на чертеже показана одна пара), укрепленных на нодвилчном кронштейне 6 с нрул :иной 7. Ролик 4 формует кольцо в радиальном направлении, а ролик 5 - в боковом. Ролнки 5 по мере навивки отодвигают образующуюся спираль S на нерабочую часть онравки. Вращение онравки передается валом 9 от любого двигателя.
Спираль рассекается на отдельные кольца в конце оправки любым приспособлением в виде ножа.
Благодаря применению цилиндрического или конусного ролика 5 можно получить плоские или тарельчатые кольца.
Предмет и з с б р е т е п и я
Способ получепия заготовок чугунных порщпевых колец пластической деформацией Из чугунной отожженной ленты, отлитой в крнсталлизаторе, отличающийся тем, что, с целью повышення точности заготовки кольца и снижения расхода металла, лент} навивают в горячем состоянии в виде сиирали на оправку, имеющую диаметр, равиый внутреннему диаметру кольца в рабочем или свободном его состоянии, затем режут сиираль вдоль ее оси и нолученные кольца подвергают термообработке для иолучения оптимальной структуры с одновременной термофиксацией замка кольца.