Известен ручной способ изготовления заготовок для проб толстолистовых станов, который весьма трудоемок, причем в качестве оборудования для вырезки средней части планок и карт, а также заготовок применяют ножницы, для сталкивания обрезков, сталкиватели и рольганги. Все остальные операции - разметку, задачу планок и карт в ножницы, клеймение, пакетирование планок и карт, увязку и укладку пакетов выполняют вручную.
Предлагаемый способ изготовления заготовок для проб высокопроизводительных толстолистовых станов и агрегат для его осуществления позволяют полностью механизировать и автоматизировать процесс изготовления заготовок для проб.
Способ состоит в том, что, с целью устранения операций, выполняемых вручную, применяют механическую правку, автоматическую маркировку, программную задачу планок и карт: в ножницы для вырезки средней части, в клеймитель порядкового номера, в клеймитель рода испытания и в ножницы для порезки планок на заготовки с автоматической сортировкой заготовок по роду испытания и по партиям.
Отличия предлагаемого агрегата для выполнения способа изготовления заготовок состоят в том, что порядковый номер листа или стопы наносят на планках и картах автоматическим маркировщиком, в котором краску, предназначенную для изображения цифр, распыляют форсунками через трафареты, размещенные в барабанах, вращаемых посредством счетного механизма. Порядковый номер листа или стопы наносят на планке в каждой заготовке автоматическим клеймителем, снабженным механизмом для автоматического перевода порядкового номера. Индекс рода испытания наносят на планке каждой заготовки клеймителем, снабженным механизмом для автоматического перевода клеима индекса испытания.
Перед ножницами и клеймителями устанавливают задающие ролики с программным устройством, позволяющие предварительно набирать программу для прерывистой подачи планок в клеймители и в ножницы в соответствии с длинами заготовок. Программное устройство выполняют в виде штепсельного коммутатора или другого вида с системой контактных кулачков.
Для сортировки заготовок за ножницами устанавливают тележку с ящиками. Тележка сблокирована с ножницами и перемещается после каждого реза на один шаг к лотку ножниц для приема заготовок в ящики.
Механизированную уборку планок и карт, предназначенных для повторных испытании, а также планок, предназначенных для изготовления заготовок на отдельно стоящем агрегате, осуществляют с помощью пакетировщика и машины для увязки пакетов.
Механизированную раскладку пакетов планок и карт выполняют с применением раскладчика пакетов, а задачу изогнутых планок и карт в правильную машину - манипулятора.
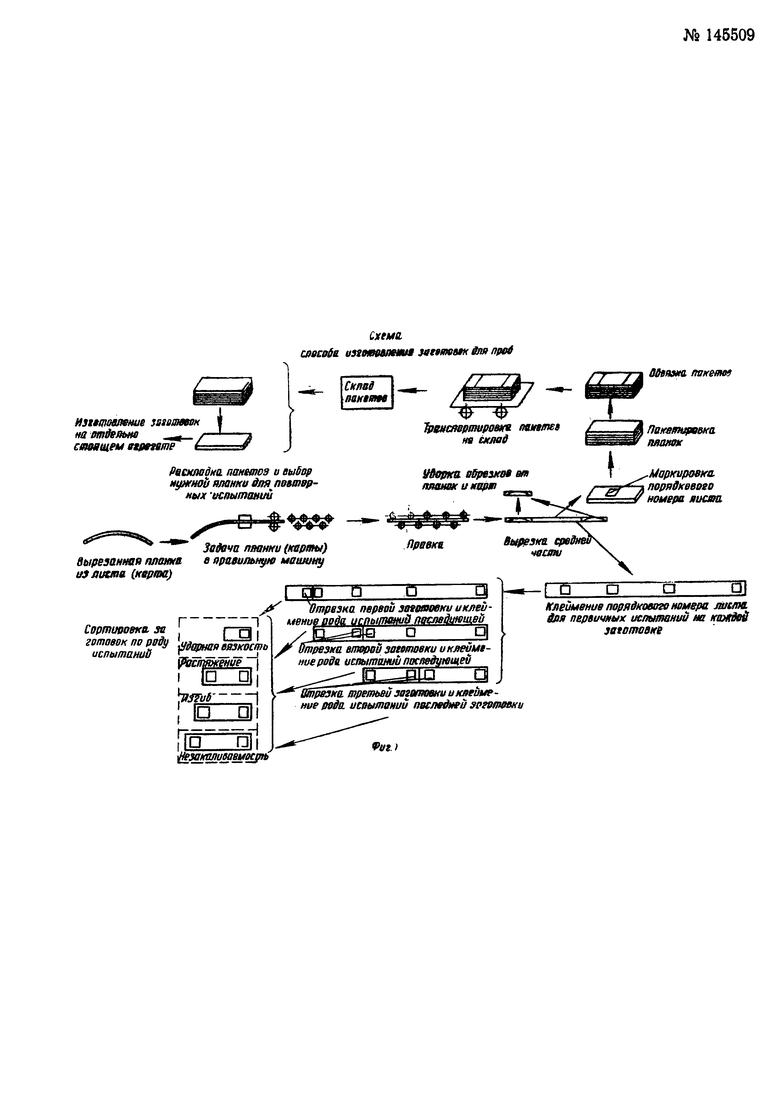
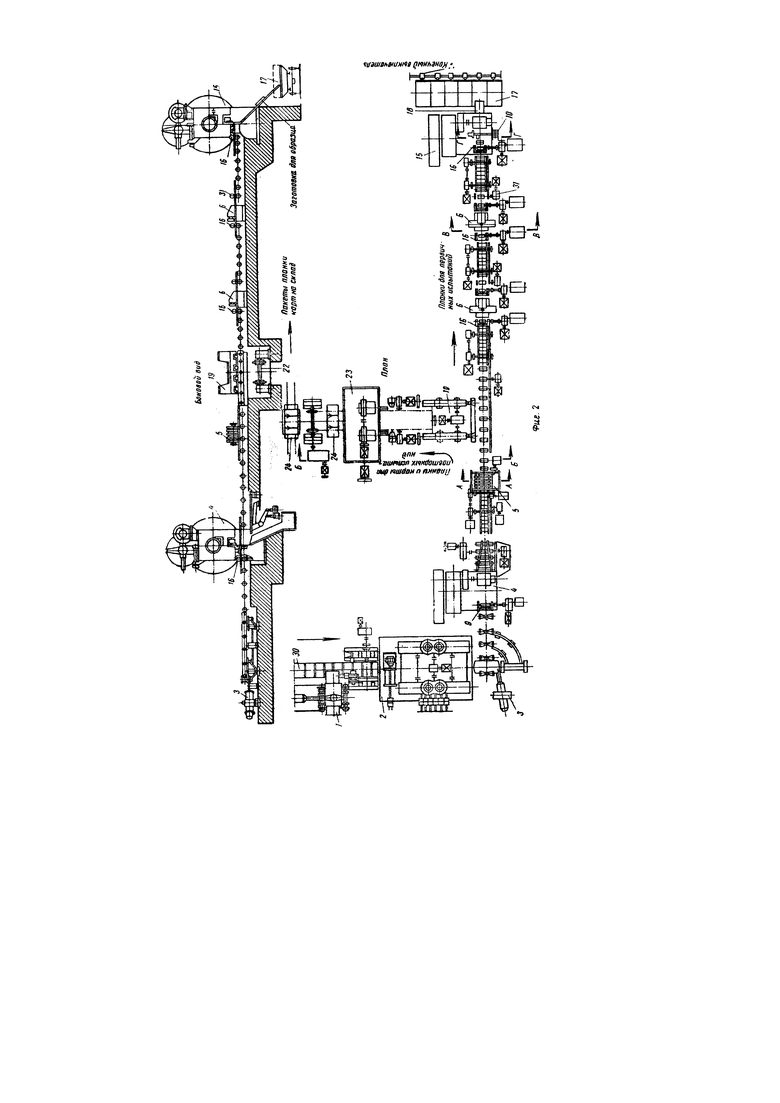
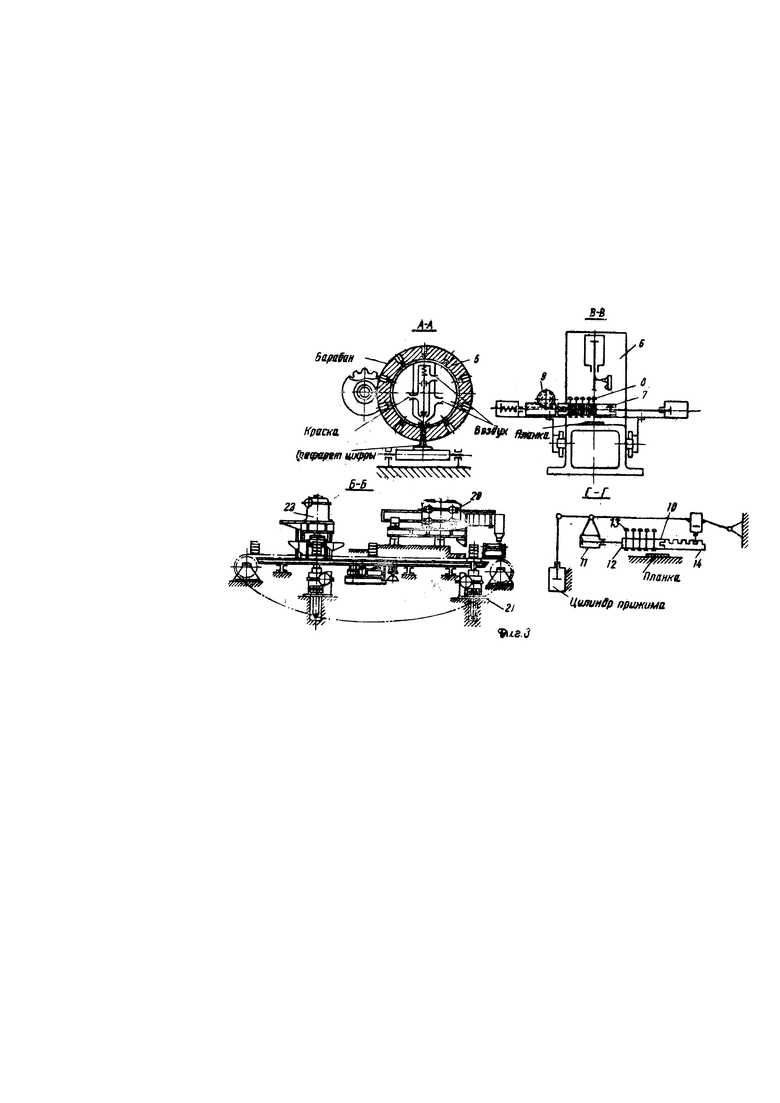
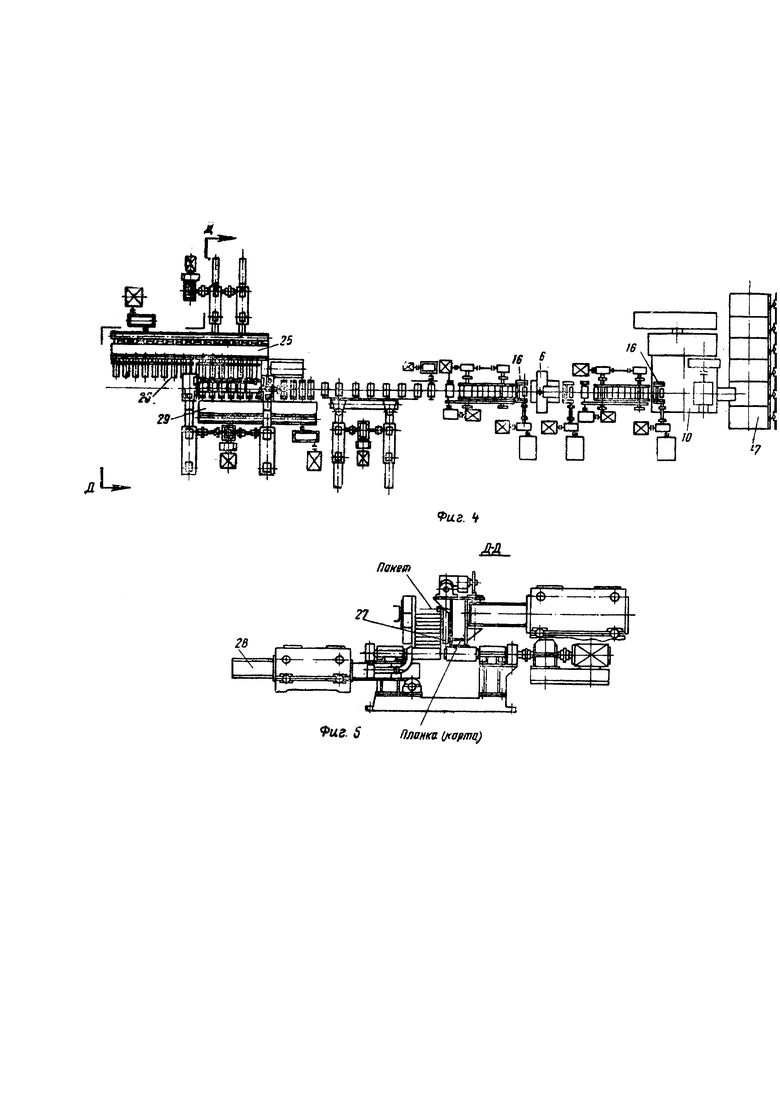
На фиг. 1 показана схема, поясняющая предлагаемый способ изготовления заготовок для проб; на фиг. 2 и 3 - показан агрегат для изготовления заготовок для проб, примыкающий к главной линии толстолистового стана с разрезами по А-А, Б-Б, В-В и Г-Г; на фиг. 4 - агрегат того же назначения, установленный отдельно от главной линии толстолистового стана; на фиг. 5 - разрез по Д-Д на фиг. 4.
В агрегат входят следующие машины и механизмы (фиг. 2 и 3): манипулятор 1; правильная машина 2; поворотное устройство 3; ножницы 4 для вырезки средней части планок и карт; маркировщик 5, состоящий из барабанов, приводимых во вращение через счетное устройство и форсунок, которые распыляют краску на поверхность планок и карт через трафареты, установленные в барабанах; клеймитель 6 порядкового номера, который состоит из системы передвигающихся реек 7 с клеймами 8, бойка и механизма 9 для автоматического изменения порядкового номера; клеймитель 10 рода испытания, состоящий из передвигающейся от пневмоцилиндра 11, штанги 12 с клеймами 13 и шагового механизма 14 для автоматической фиксации штанги в необходимом положении; ножницы 15 для порезки планок на заготовки для проб; задающие ролики 16 с программным устройством, выполненным по принципу коммутатора или командного устройства с избирательной системой контактных кулачков; сортировщик 17 для заготовок, представляющий собой приводную тележку с ящиками (шаговая работа тележки сблокирована с работой ножниц таким образом, что во время реза тележка передвигается на один шаг к лотку 18 ножниц для принятия отрезанной заготовки); пакетировщик 19, состоящий из сталкивателя 20, подъемного стола 21 и транспортера 22 пакетов; машина 23 для увязки пакетов, состоящая из двух головок для закручивания концов проволоки, механизма формирования обвязочной проволоки вокруг пакета 24, механизма подачи проволоки и подъемного стола; в отдельно стоящем агрегате (фиг. 3), в состав которого входят большинство вышеуказанных машин, имеется раскладчик 25 планок и карт, состоящий из приемного рольганга 26 для пакетов, шибера 27 с механизмом регулировки зазора соответствующего толщине листа, выталкивателя 28 и отводящего рольганга 29.
Способ изготовления заготовок для проб заключается в следующем.
Вырезанные на ножницах главной линии планки и карты подаются транспортером 30 к правильной машине 2 и задаются в ее ролики манипулятором 1. После правки планка и карта поворачиваются поворотным устройством 3 на рольганг и транспортируются к ножницам 4 для вырезки средней части. Задача в ножницы производится роликами 16 с программным устройством. Обрезки сбрасываются на уборочный транспортер, а средняя часть планки или карты транспортируется рольгангом к автоматическому маркировщику 5 для нанесения порядкового номера листа или партии в зависимости от вида сдачи продукции. Планки, предназначенные для первичных испытаний, не маркируются. Маркируются только планки и карты для повторных испытаний. Планки для первичных испытаний поступают к клеймителю 6 и задаются роликами с программным устройством. Клеймитель 6 выбивает на планке в районе каждой заготовки порядковый номер листа или партии. Ролики 31, имеющие обычную конструкцию, перехватывают планку, выходящую из клеймителя 6, передают ее в задающие ролики с программным устройством 16. Затем планка задается роликами 16 в ножницы 15 и клеймитель 10 рода испытания.
Порезка планки на заготовки и выбивка клейма испытания производится в последовательности, указанной на схеме (фиг. 1). Заготовки укладываются по роду испытания. Институт ВНИИМЕТМАШ в своем заключении отметил, что предлагаемый способ изготовления заготовок для проб и агрегат для его осуществления являются новыми и крайне необходимыми для комплексной механизации и автоматизации процесса прокатки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отбора проб | 1959 |
|
SU128267A1 |
| Устройство для автоматического клеймения прокатных заготовок наборными клеймами | 1960 |
|
SU132179A1 |
| Маятниковый клеймитель | 1986 |
|
SU1342556A1 |
| Клеймитель горячего проката в торец | 1958 |
|
SU114620A1 |
| Автоматическая поточная линия для изготовления колес | 1972 |
|
SU440241A1 |
| Устройство для изготовления клейм | 1980 |
|
SU963600A1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| УСТРОЙСТВО ДЛЯ КЛЕЙМЕНИЯ НЕПРЕРЫВНОЛИТОГО СЛИТКА | 1996 |
|
RU2111832C1 |
| Электромеханический клеймитель | 1953 |
|
SU100031A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
1. Способ изготовления заготовок для проб высокопроизводительных толстолистовых прокатных станов, отличающийся тем, что, с целью снижения трудоемкости и устранения операции шаблонной разметки планок и карт и др. операций, выполняемых вручную, применяют правку, автоматическую маркировку, программную задачу планок и карт: в ножницы для вырезки средней части, в клеймитель порядкового номера листа, в клеймитель рода испытания и в ножницы для порезки планок на заготовки с автоматической сортировкой заготовок по роду испытания и по партиям.
2. Агрегат для выполнения способа по п. 1, отличающийся тем, что порядковый номер листа или стопы наносят на планках и картах автоматическим маркировщиком, в котором краску, предназначенную для изображения цифр, распыляют форсунками через трафареты, размещенные в барабанах, вращаемых посредством счетного механизма.
3. Агрегат для выполнения способа по пп. 1 и 2, отличающийся тем, что порядковый номер листа или стопы наносят на планке в каждой заготовке автоматическим клеймителем, снабженным механизмом для автоматического перевода порядкового номера, а индекс рода испытания наносят на планке каждой заготовки клеймителем, снабженным механизмом для автоматического перевода клейма индекса испытания.
4. Агрегат для выполнения способа по пп. 1, 2 и 3, отличающийся тем, что, перед ножницами и клеймителями устанавливают задающие ролики с программным устройством в виде штепсельного коммутатора или другого командного устройства с системой контактных кулачков, позволяющими предварительно набирать программу для прерывистой подачи планок в клеймители и в ножницы в соответствии с длинами заготовок.
5. Агрегат для выполнения способа по пп. 1-4, отличающийся тем, что для сортировки заготовок за ножницами устанавливают тележку с размещенными на ней ящиками, и в связи с наличием автоматической блокировки с работой ножниц тележку перемещают на один шаг после каждого реза к лотку ножниц для приема заготовок в ящики.
6. Агрегат для выполнения способа по пп. 1-5, отличающийся тем, что, с целью механизации уборки планок и карт, предназначенных для повторных испытаний, и планок, предназначенных для изготовления заготовок на отдельно стоящем агрегате, предусмотрены пакетировщик и машина для увязки пакетов.
7. Агрегат для выполнения способа по пп. 1-6, отличающийся тем, что, с целью механизации раскладки пакетов, планок и карт предусмотрен раскладчик пакетов, а для задачи изогнутых планок и карт в правильную машину предусмотрен манипулятор.
