изобретение относится к устройствам для обработки металлов давлением и может быть использовано для иэготовдения и клеймения клейм.
Известно устройство для клеймения заготовок, содержа1аее силовой цилиндр с штоком, несущий ударный элемент, прижимную головку, пружину сжатия и клеймодержатель с клеймами l3.
Известно устройство для изготовления клейм, содержащее смонтированные на станине силовой цилиндр, подпружиненную каретку с установленной на ней прижимной головкой, нумератор, выполненный в виде барабана с клеймами, связанный с кареткой зубчатый механизм смены клейм, ударник с блоком управления, держатель заготовки и механизм обработки заготовки С21.
Недостатком этих устройств является отсутствие механизма регулирования степени деформации заготовок, что снижает качество изготовления клейм.
Цель изобретения - повышение качества изготовления клейм.
поставленная цель достигается тем, что устройство для изготовления клейм, содержащее смонтированные на станине силовой цилиндр, подпружиненную каретку с установленной на ней прижимной головкой, iнумератор, вьшолненный в виде барабана с клеймами, связанный с кареткой зубчатый механизм смены клейм, ударник с блоком управления, держатель заготовки и механизм обработки заготов10ки, снабжено установленными jia KapeTке центратором заготовки и размещенными на прижимной головке двумя контактными датчиками, один из которых связан с блоком управления ударника,
15 а другой связан с силовым цилиндром, при этом держатель заготовки выполнен в виде наковальни с клином, кинематически связанных между собой, центратор заготовки выполнен в виде
20 подпружиненной втулки с коническим отверстием, а механизм обработки заготовки выполнен в виде матрицы.
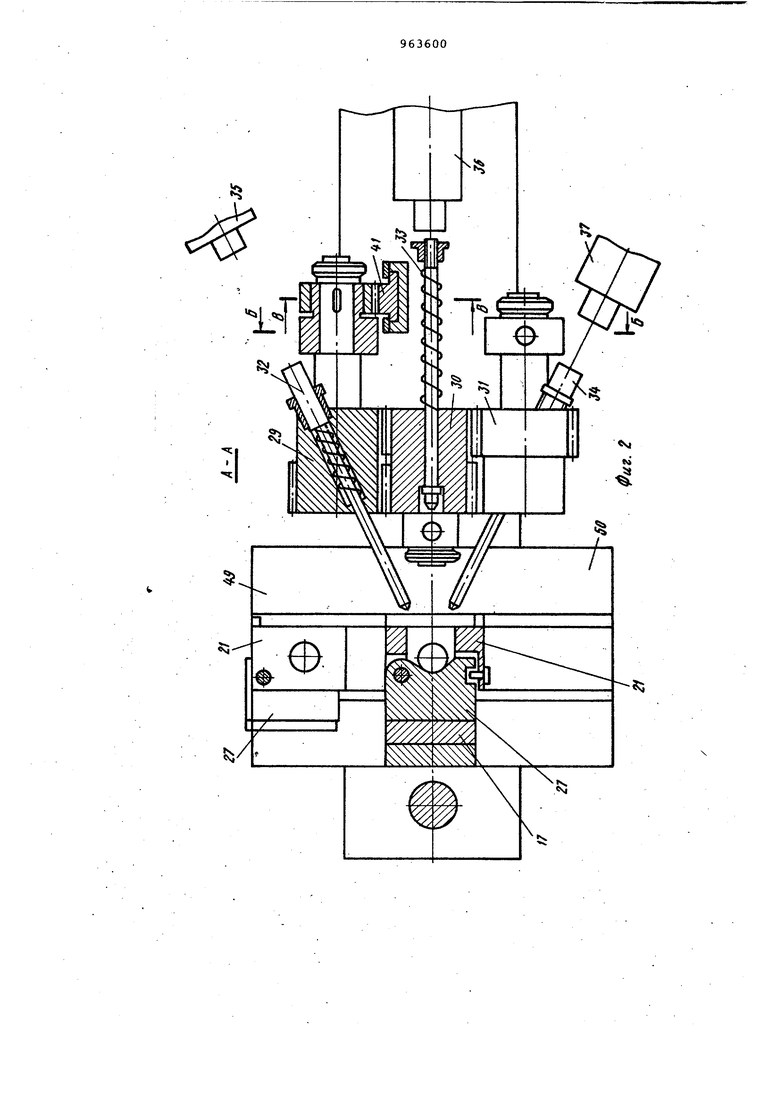
На фиг.1 представлено предлагаемое устройство, общий вид; на фиг.2
25 сечение А-А на фиг.1 на фиг.З сечение Б-Б на фиг,2; на фиг.4 сечение В-В на фиг.2.
Устройство содержит стол 1 со стойками 2 и-несущей балкой 3, на
30 цоторой смонтирован силовой цилиндр .4 со штоком 5, В балке 3 имеется ок но, в котором в направляющих 6 смон тирована каретка 7, снабженная направляющими 8, в которых установлен матрицедержатель 9 с матрицей 10. Каретка 7 и матрицедержатель 9 подпружинены пружинами II и 12. Под матрицей 10 на днище 13 каретки 7 выполнена прижимная голов.ка 14 с контактными утапливающимися датчика ми 15 и 16. На днище 13 закреплен клин 17 с пружинами 18 и 19. Под головкой 14 на столе смонтировано ос нование 20 с пазом для дер жателя 2.1 заготовки 22. Ъ основании 20 соосно .головке 14 установлен под пружиненный толкатель 23 с подпружи ненной втулкой 24 и буртиком 25 над упорной втулкой 26. Держатель 21 снабжен шарнирно закреплённой наковальней 27. На столе 1 под головкой 14 смонтирован нумератор 28 выполненный в виде трех барабанов 29 - 3 (см.фиг.3) с расположенными в Них (по десять штук) клеймителями 32 34. В крайних барабанах 29 и 31 клеймители расположены под острым углом к образующим. Соосно клеймите лю с циф|5ой О. (см. фиг. 3) установлены пневмоударники 35 - 37. Барабаны закреплены в оседержателях, снабженных фиксаторами 38 (см.фиг.3 Ось барабана 29 снабжена храповиком 39(см.фиг.4), секторной шестерней 40и рейкой 41 с подпружиненным упором 42, взаимодействующим с днищем 13 каретки 7. Рейка 41 снабжена пру жинами 43 и 44. Барабан 29 (см.фиг. снабжен эвольвентным зубом 45 напротив клёймителя с цифрой 7. Барабан 30 снабжен эвольвентным зубчатым венцом 46 и зубом 47, а барабан 31 зубчатым венцом 48. Стол 1 снабжен двумя рабочими местами 49 и 50 (см. фиг.2), на каждом из которых установлен держатель 21. Работает установка следующим обра зом. Устройство обслуживают двое рабочих на рабочих местах 49 и 50. Заготовка 22 устанавливается в держатель 21 на рабочем месте 49, который вручную или с помощью привода (не показан) подводится под головку 14, и включается силовой цилиндр 4.Шток 5, упираясь в матриод 10, передает усилие на матрицедержатель 9. Благодаря тому, что жесткость пружины 11 ниже жесткости пружин 12, каретка 7 перемещается вниз Конический конец заготовки .22 при этом войдет в отверстие головки 14. В момент, когда конический конец заготовки 22 стопорится,, заготовка начинает перемещаться совместно с головкой 14 вниз, утапливая при этом толкатель 23. Благодаря наличию подп.ружиненной втулки 24 заготовка центрируется относительно оси толкателя 23, который установлен соосно головке 14 и матрице 10. Перемещаясь вниз, днище 1.3 каретки 7 через пружину 18 передает усилие на клин 17, который перемещается вниз, упирается в наковальню 27 и зажимает заготовку 22. Кроме того, днище 13 (см.фиг.4) упирается в упор 42, который через пружину 43 переМеща(т рейку 41 вниз до упора. Рейка 41 поворачивает секторную шестерню 40 на определенный шаг, которая в свою очередь через храповик 39 поворачивает барабан 29 (см,фиг.3) на один шаг. Клеймитель с цифрой 1 встает в крайнее верхнее положение (вместо положения на фйг.З). Перемещаясь дальше вниз, заготовка 22 перемещает толкатель 23 вниз до упора буртика 25 в упорную втулку 26, при этом матрицедержатель 9 превышает усилие предварительного сжатия пружин 12 и начинает перемещаться относительно головки 14.при сЪоем движении вниз матрицедержатель 9 упирается в контактный датчик 15, который подает команду на ударник 35 (см.фиг.2). Ударник 35 наносит удар по клеймителю 32, который клеймит знак 1 , после завершения удара подается команда на включение ударника 36, который посредством клёймителя 33 наносит знак О перед цифрой , таким образом отклеймен порядковый номер заготовки 01. Перемещаясь далее, матрица 10 деформирует конический конец заготовки, о.ставляя заданный оттиск (рисунок) на торце заготовки. В момент f, когда матрицедержатель доходит до упора в контактный датчик. 16, последний подает команду на сброс давления в силовом цилиндре 4. Под действием пружин 11 и 12 каретка 7 совместно с матрицедержателем 9 и матрицей 10 поднимается вверх. Головка 14 освобождает заготовку 22, которая под действием толкателя 23 выходит из отверстия втулки 24, Одновременно клин 17 под действием пружинц 19 поднимается вверх, освобождая наковальню 27, крометого, рейка 41 (см.фиг.4) под действием пружины 44 поднимается вверх, повернув при этом шестерню 40 в исходное положение на один шаг храповика 39. Держатель 21 извлекается из-под головки 14 на рабочее место 49, где производятся граверные работы, снятие заусенцев, нанесение индивидуального знака. В это время держатель с заготовкой с рабочего места 50 подается-под головку 14, далее процесс обработки повторяется. Барз бан 29, поворачиваясь на очередной шаг, подает очередной клеймитель в верхнее положение под ударник 35, В положении, когда барабан 29 совер шит девять оборотов, зуб 45 входит в зацепление с зубчатым венцом 46 на барабане 30 и поворачивает его на один шаг. Вместо клеймителя с цифрой О встает клеймитель с цифрой 1. Таким образом на заготовке отклеймится порядковый нои следующие номера до номера 99, после чего зуб 47 входит в зацепление с ;зубчатым,венцом 48 барабана 31 и поворачивает его на один шаг, устанавливая клеймитель с цифрой 1 под ударник 37, Таким образом, происходит непре :рывное автсилатическое клеймение пор кового номера обработанной заготовк Фиксаторы 38 предотвращают самопрои вольное вращение барабанов. При смене матрицы 10 барабаны 29 - 31 устанавливаются в положение показанное на фиг.З. Для удобства обслуживания нумератора 28 последни смонтирован на столе 1 с возможност поворота относительно стойки 2. Таким образом, благодаря наличию контактного датчика, стлонтированног на головке, достигается повьвиение качества изделия за счет измерения степени деформации конического конц заготовки. Формула изобретения 1. Устройство для изготовления клейм, содержащее смонтированные на станине силовой цилиндр, подпружиненную каретку с установленной на ней подпружиненной головкой, нумера тор, выполненный в виде барабана с клеймами, связанный с кареткой зубчатый механизм смены клейм, удар ник с блоком управления, держатель заготовки и механизм обработки эаго товок, отличающееся тем, что, с целью повышения качества изготовления клейм, оно снабжено установленные на каретке центраторсм заготовки и размещенными на прижимной головке двумя контактными датчиками, один из которых связан с блоком управления ударника, а другой - с силовым ЦИЛИНДРСЯ4 2.Устройство по п, 1, отличающееся тем, что держатель заготовки ВЕЛЮлнен в виде наковальни с клином, кинематически связанных между собой. 3.Устройство по п. 1, отличающееся тем, что центратор заготовки выполнен в виде подпружиненной втулки с коническим отверстием, 4.Устройство по п, 1, о т л ичающееся тем, что механизм обработки заготовок выполнен в виде матрицы. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР .667273, кл. В 21 С 51/00, 1979, 2. Заявка 2731005/25-27, кл, В 21 С 51/00, 1979, по которой принято решение о ,выдаче авторского Iсвидетельства.
lea
I Ч


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для клеймения деталей | 1989 |
|
SU1738640A1 |
| ПНЕВМАТИЧЕСКИЙ КЛЕЙМИТЕЛЬ ПРОКАТА | 1971 |
|
SU288916A1 |
| Автоматический станок с гидравлическим приводом для клеймения | 1960 |
|
SU141406A1 |
| Пневматический клеймитель | 1990 |
|
SU1796451A1 |
| Устройство для клеймения изделий | 1973 |
|
SU525489A1 |
| Устройство для автоматического клеймения прокатных заготовок наборными клеймами | 1960 |
|
SU132179A1 |
| Устройство для изготовления деталей из пруткового материала | 1990 |
|
SU1759508A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КЛЕЙМЕНИЯ ТРУБ | 1970 |
|
SU280416A1 |
| Устройство для маркировки изде-лий | 1976 |
|
SU848347A1 |
| УСТРОЙСТВО для КЛЕЙМЕНИЯ ПРОКАТА, ДВИЖУЩЕГОСЯ | 1973 |
|
SU367927A1 |