Известен способ получения холоднокатаных труб методом расширения.
Описываемый способ производства труб отличается от известных тем, что его выполняют как сочетание процесса холодного расширения при прокатке трубы на короткой конической оправке гладкими коническими валками и процесса интенсивной деформации стенки (вытяжки) с помощью гребней, расположенных на этих же валках. Это обеспечивает увеличение технологической маневренности процесса холодной прокатки, сокрашение сортамента заготовок и получение труб с использованием заготовок меньшего диаметра, что важно при производстве труб большого диаметра.
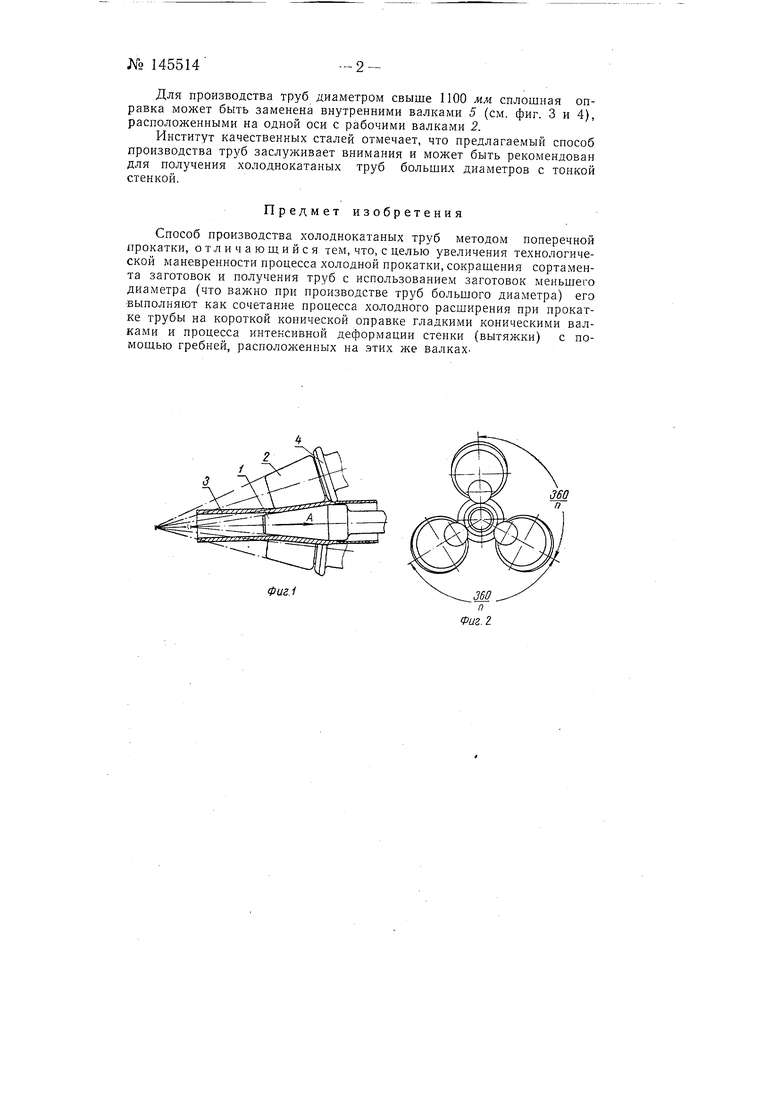
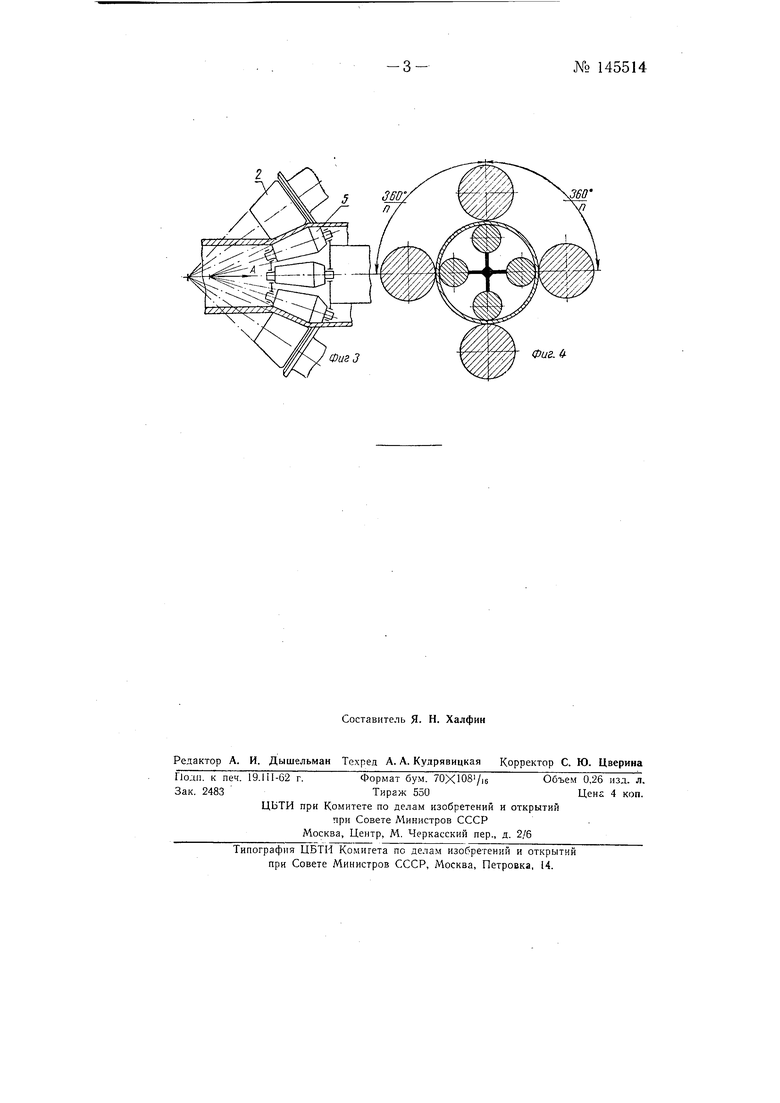
На фиг. 1 и 2 изображена принципиальная схема производства труб предлагаемым способом диаметром до 1100 мм; на фиг. 3 и 4- то же, диаметром свыше 1100 мм.
Прокатка труб ведется на короткой конической оправке 1 несколькими приводными (или неприводны.ми) коническими валками 2. В качестве заготовки служит горячекатаная (литая или кованая) гильза 3. Во избежание скольжения рабочие валки и оправка устанавливаются таким образом, чтобы вершины их конусов располагались по одну сторону. В процессе прокатки заготовке сообщается вращательное и непрерывное поступательное движение (по стрелке Л), в результате чего происходит увеличение наружного диаметра и некоторое уменьшение толщины стенки. С целью увеличения деформации стенки трубы, на рабочих валках дополнительно устанавливаются один или несколько гребией 4, которые могут быть выполнены на отдельных дисках, свободно сидящих на осях рабочих валков.
Для производства труб диаметром свыше 1100 мм сплошная оправка может быть заменена внутренними валками 5 (см. фиг. 3 и 4), расположенными на одной оси с рабочими валками 2.
Институт качественных сталей отмечает, что предлагаемый способ производства труб заслуживает внимания и может быть рекомендован для получения холоднокатаных труб больших диаметров с тонкой стенкой.
Предмет изобретения
Способ производства холоднокатаных труб методом поперечной прокатки, отличающийся тем, что, с целью увеличения технологической маневренности процесса холодной прокатки, сокраш,ения сортамента заготовок и получения труб с использованием заготовок меньшего диаметра (что важно при производстве труб большого диаметра) его выполняют как сочетание процесса холодного расширения при прокатке трубы на короткой конической оправке гладкими коническими валками и процесса интенсивной деформации стенки (вытяжки) с помощью гребней, располол енных на этих же валках.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ТРУБ И СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2241557C1 |
| Способ производства труб | 1979 |
|
SU839631A1 |
| Способ раскатки полой заготовки на оправке в трехвалковом стане винтовой прокатки и рабочий валок для его осуществления | 2019 |
|
RU2723494C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОКАТАНЫХ ТРУБ ИЗ АЛЬФА- И ПСЕВДО-АЛЬФА-СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2013 |
|
RU2544333C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 610×36,53×3000-3450 мм ИЗ СТАЛИ МАРКИ 15Х5М ДЛЯ КОММУНИКАЦИЙ НЕФТЕПЕРЕРАБАТЫВАЮЩИХ ЗАВОДОВ С РАВНОМЕРНЫМИ МЕХАНИЧЕСКИМИ СВОЙСТВАМИ ПО ДЛИНЕ И ГЕОМЕТРИЧЕСКИМИ РАЗМЕРАМИ ПОВЫШЕННОЙ ТОЧНОСТИ | 2013 |
|
RU2537638C2 |
| СПОСОБ ПРОКАТКИ ТРУБ НА РЕДУКЦИОННО-РАСТЯЖНОМ СТАНЕ | 2013 |
|
RU2532610C1 |
| Способ производства заготовокиздЕлий ТипА гильз дизЕль-MOTOPOB | 1979 |
|
SU837519A2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 530х13-18 мм ИЗ СТАЛИ МАРКИ 08Х18Н10Т-Ш | 2016 |
|
RU2615928C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 530Х8-12 ММ ИЗ СТАЛИ МАРКИ 08Х18Н10-Ш | 2016 |
|
RU2613814C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ХОЛОДНОКАТАНЫХ ТРУБ РАЗМЕРОМ 325х8-14 мм ИЗ СТАЛИ МАРКИ 08Х18Н10Т-Ш | 2016 |
|
RU2615920C1 |
Фиг.1
да
Фиг. 4
