1
Изобретение относится к прокатному производству и может быть использовано в прокатных клетях обжимных и толстолистовых .станов.
Цель изобретения - повышение долговечности подпятника и нажимной гайки, упрощение конструкции механизма и снижение тем самым эксплуатационных затрат.
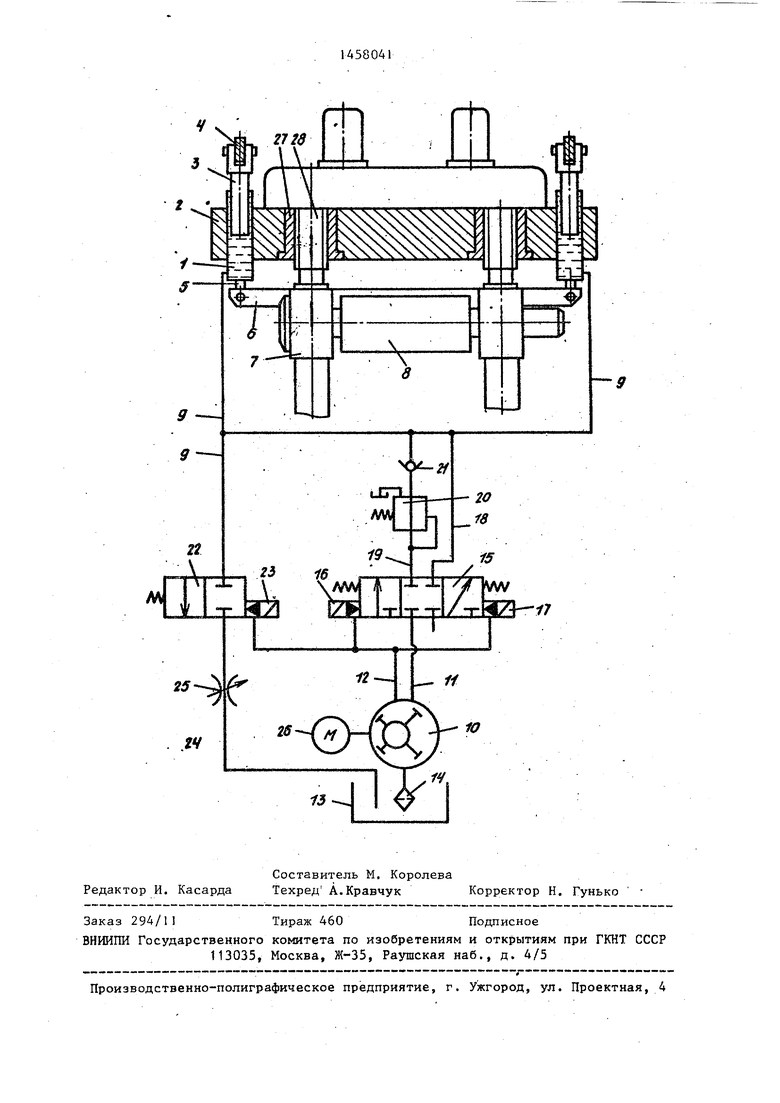
На чертеже изображены механизм устано вки верхнего валка прокатной клети и схема управления системой уравновешивания.
Механизм установки верхнего валка прокатной клети имеет систему уравновешивания верхнего валка, состоящую из двух гядроцилиндров 1 уравновешивания, неподвижно закрепленных в расточках станины 2. В гидроцилиндрах I уравновешивания размещены плунжеры 3, в верхней части которых шарнирно на осях установлены травер(Л
сы 4, соединенные шарнирно с тягами 5.
Тяги 5 шарнирно соединены с балками 6 уравновешивания, которые скреплены с подушками 7 верхнего валка 8. К гидроцилиндрам I уравновешивания подведен трубопровод 9 гнд- роцилиндров уравновешивания. Гидросистема может питаться от насоса 10, имеющего две нагнетательные магист- рали - высокого 11 и низкого 12 давления и предохранительные клапаны, отрегулированные на давления, соответствующие двум нагнетательным ма- . гистралям, встроенные в насос 10.
Рабочая жидкость из бака 13 через фильтр 14 и насос 10 по нагнетательной магистрали 11 высокого давления подведена к четырехходовому трехпо- зиционному золотникову распределителю 15 с электрогидравлическим управлением от электромагнитов 16 и 17.
f
ол
00
От распределителя 15, в зависимости от положения его золотника жидкость может 6bitb подана в гидроцилиндры 1 уравновешивания по отводящему трубе- проводу 18 или по отводящему трубопроводу 19, редукционный клапан 20 с ручным регулированием давления и обратный клапан 21.
Полости гидроцилиндров 1 уравно- вешивания двухходовым двухпозиционны золотниковым распределителем 22 с электрогидравлическим управлением от электромагнита 23 могут быть соединены со сливной магистралью 24, в ко- торую встроен дроссель 25 для регулирования расхода жидкости, сливаемой в бак 13. По нагнетательной магистрали 12 низкого давления жидкост от насоса 10 подведена к распредели- телям 15 и 22 для управления ими. Насос 10 приводится в движение от электродвигателя 26. В расточках станины 2 расположены нажимные гайки 27 входящие в зацепление с нажимными винтами 28.
Механизм может работать в трех режимах: нажимные винты неподвижны, нажимные винты движутся вниз, нажимные винты движутся вверх.
Работа механизма при неподвижных нажимных винтах осуществляется следующим образом.
Пусть гидросистема механизма заполнена жидкостью и клеть обесточе- на. В этом положении электродвигатель 26 (фиг. 1) насоса 10, электромагниты 16, 17. и 23 распределителей 15 и 22 и электродвигатели нажимных винтов 28 обесточены. Трубопроводы 9 (фиг. 1), 18 и 19 заперты. Гидросистема механизма находится под давлением, создаваемым силой тяжести деталей механизма.
При подключении клети к электро- сети включается электродвигатель 26 (фиг. О, приводится в движение насос 10 и одновременно подается импульс на срабатывание электромагнита 16, который открывает доступ жидко- сти из нагнетательной магистрали 12 низкого давления в распределитель 15 Золотник распределителя 15 перемещается вправо, открьгаая доступ жидкости из нагнетательной магистрали 1I высокого давления в отводящий трубопровод 18,. трубопровод ГИД РОЦШ1ИНДров 9 уравновешивания и гидроцилиндры 1 уравновешивания. Обратный клапан 21 закрыт. Гидроцилиндры 1 уравновешивания находятся под высоким давлением. Плунжеры 3, воздействуя на балки 5 уравновешивания, прижимают подпятники к пятам нажимных винто и нажимные винты 28 к виткам резьбы нажимных гаек 27 с усилием, состоящим 20-40% от суммарной силы тяжести уравновешиваемых деталей,
Зазоры надежно выбраны - клеть готова принять слиток для прокатки. Когда электродвигатели нажимных винтов обесточиваются, подается импульс на срабатывание электромагнита 16. При этом трубопроводь 19 и 24 и обратный клапан 21 заперты. Так работает механизм в момент захвата металла валками и в процессе прокатки.
Работа механизма при движении нажимных винтов вниз осуществляется следующим образом.
Такое движение нажимным винтам 28 дается при установке нового обжатия после очередного прохода заготовки. При этом электродвигатель включается на перемещение нажимных интов вниз и одновременно подается импульс на срабатывание электромагнита 23, который открывает доступ жидкости из нагнетательной магистрали 12 низкого давления в распределитель 22. Золотник распределителя 22 перемещается влево и соединяет трубопровод гидроцилиндров 9 уравновешивания со сливной магистралью 24.
Жидкость под действием силы тяжести уравновешиваемых деталей вытесняется из гидроцилиндров 1 уравновешивания по трубопроводу 9 гидроцилиндров уравновешивания, через распределитель 22, сливную магистраль 24, дроссель 25 в бак 13. Дросселем 25 регулируется расход жидкости с целью согласования движения плунжера 3 и нажимных винтов, чтобы сила их прижатия к резьбе нажимной гайки была минимальна. В этом режиме работы механизма электромагниты 16 и 17 обесточены, а трубопроводы 17 и 19 заперты.
Работа механизма при движении нажимных винтов вверх осуществляется следующим образом.
Такое движение нажимным винтам 28 сообщается тогда, когда заготовка прокатана и необходимо нажимные винты 28 вернуть в исходное положение и в некоторых других случаях. При
включении электродвигателя на жимных винтов 28 на перемещение вверх одновременно подается импульс на срабатывание электромагнита 7, который открывает доступ жидкости из нагнетательной магистрали 12 низкого давления в распределитель 15.
Золотник распределителя 15 смещается влево и соединяет нагнетательную магистраль 11 высокого давления с отводящим трубопроводом 19. Жид-- кость по нагнетательной магистрали 1 высокого давления, через распределитель 15, отводящий трубопровод 19, редукционный клапг.н 20, обратный клапан 21, трубопровод 9 гидроцилиндров уравновешивания поступает в гидроцилиндры 1 уравновешивания под давлением, которое устанавливается регулированием редукционного клапана 20.
Редукционным клапаном 20 устанавливается в ридроцилиндрах I уравновешивания давление, способное создат силу, которая уравновесила бы сопротивление перемещению плунжеров 3 и силу тяжести уравновешиваемых деталей, а нажимную гайку 27 разгрузила. При этом сила прижатия витков резьбы нажимного винта к виткам нажимной гайки минимальна. В этом режиме работы механизма электромагниты 16 и
23обесточены, а трубопроводц 18 и
24 заперты.
Все три режима работы механизма осуществляются автоматически в зависимости от режима работы электродвигателей нажимных винтов. .
Снабжение системы уравновешивания верхнего валка электрогидравлической системой управления, включающей четы
рехходовой трехпозиционный и двухходовой двухпозиционный золотниковые распределители, редукционный и обратный клапаны, позволяет увеличить срок службы подпятника и. нажимиой гайки, уменьшить расход цветного металла , снизить эксплуатационные энергозатраты, уменьшить затраты на ремонты.
Формула изобретения Механизм установки верхнего валка прокатной клети, включающий систему уравновешивания верхнего валка, трубопровод гидроципиндров уравновешивания, нажимные винты, ввинченные в нажимные гайки, расположенные в расточках станины, подпятники, контактирующие с пятами нажимных винтов, отличающийся тем, что, с целью повьш1ения долговечности подпятника и нажимной гайки, упрощения конструкции механизма и снижения тем самым эксплуатационных затрат, система уравновешивания верхнего валка снабжена электрогидравлической системой управления, включакяцей четырех- ходовой трехпозиционный золотниковый распределитель, соединенный парал- лельньми отводящими- труОопроводами с трубопроводом гидроцилиндров уравновешивания, причем один из них содержит редукционный и обратный клапаны, соединенные последовательно, по крайней мере один д эухходовой двух- позициониый золотниковый распределитель , соединяющий трубопровод гидроцилиндров уравновешивания со сливной магистралью и установленный параллельно четырехходовому трехпозицион- ному золотниковому распределителю.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕХАНИЗМ УСТАНОВКИ ВЕРХНЕГО ВАЛКА ПРОКАТНОЙ КЛЕТИ | 2005 |
|
RU2296637C1 |
| Устройство для регулирования жесткости прокатной клети | 1977 |
|
SU749479A1 |
| Механизм установки верхнего валкапРОКАТНОй КлЕТи | 1978 |
|
SU827201A1 |
| Нажимное устройство прокатной клети | 1980 |
|
SU869884A1 |
| В П ТСА. В. Еремин и А. С. НикифоровГ^ПУП (^??f5'jC;;?Tf^!J УиНд uatiHt^' Игй | 1973 |
|
SU373250A1 |
| Гидравлическое уравновешивающее устройство прокатной клети | 1985 |
|
SU1310052A1 |
| ГИДРАВЛИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ПОДДЕРЖАНИЯ ПОСТОЯННОГО РАССТОЯНИЯ МЕЖДУ ВАЛКАМИ ПРОКАТНОГО СТАНА | 2002 |
|
RU2267370C2 |
| ЭЛЕКТРОГИДРАВЛИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ | 2005 |
|
RU2308619C2 |
| СИСТЕМА РЕГУЛИРОВАНИЯ ПРОФИЛЯ ПОЛОСЫ | 1998 |
|
RU2122907C1 |
| СИСТЕМА РЕГУЛИРОВАНИЯ ПРОФИЛЯ ПОЛОСЫ | 1998 |
|
RU2308335C2 |