Изобретение относится к прокатному производству и может быть использовано на листопрокатных станах для повышения точности геометрических размеров проката.
Известна рабочая клеть прокатного стана, содержащая левую и правую станины, в которых размещен нажимной механизм, комплект валов с подушками, при этом подушки нижнего валка имеют вид Г-образных рычагов, которые своими нижними концами упираются соответственно: левая подушка - в упор правой станины, правая подушка - в упор левой станины. Для перемещения упоров вдоль оси, параллельной осям валков, во взаимно противоположных направлениях предназначен винтовой механизм регулировки величины противоизгиба. См. а.с. 1037978 СССР, кл. . B 21 B 13/14. Рабочая клеть прокатного стана / Заявл. 07.07.82, опубл. 30.08.83.
Механизм перемещения упоров позволяет регулировать величину прогиба валка перемещением опорных поверхностей Г-образных подушек вдоль оси, параллельной оси валка.
Однако при прокатке в тех же валках полосы, имеющей ширину, отличную от той, при которой проводился расчет параметров валков, качественно изменяется силовая картина работы валков, что приводит к различным упругим деформациям каждого из них. Поэтому при каждом переходе на другой сортамент полосы, а также в случае корректировки формы межвалкового зазора необходимо изменить величину противоизгиба при помощи механизма регулировки величины противоизгиба, изменив расстояния между упорами подушек в горизонтальной плоскости, что является весьма трудоемкой операцией.
Наиболее близкой по технической сущности к заявляемому изобретению является взятая в качестве прототипа система регулирования профиля полосы, содержащая гидравлический контур противоизгиба рабочих валков клети прокатного стана с гидравлическими цилиндрами противоизгиба, вмонтированными в подушки рабочих валков, рабочие полости которых гидравлически соединены с регулятором давления контура противоизгиба, снабженным датчиком обратной связи по давлению, блок формирования управляющих сигналов гидравлического контура противоизгиба рабочих валков, насосную установку, выход которой соединен с контуром противоизгиба рабочих валков, гидравлический контур распора опорных валков с гидравлическими цилиндрами распора опорных валков, рабочие полости которых гидравлически соединены с регулятором давления контура распора, снабженным датчиком обратной связи по давлению, блок формирования управляющих сигналов контура распора опорных валков, замкнутый измерительный гидравлический контур с вмонтированными в подушки рабочих валков гидравлическими цилиндрами, рабочие полости которых соединены гидравлически с исполнительными контурами противоизгиба рабочих валков и распора опорных валков, а также с датчиком обратной связи по давлению измерительного контура и через запорный клапан - с задатчиком давления, вход которого соединен с выходом насосной установки, блоки памяти, блоки сравнения, усилители сигналов соответственно контуров противоизгиба, распора и измерительного контура, при этом выход насосной установки соединен также с контуром распора опорных валков. См. а.с. 682298 СССР, кл. B 21 B 37/08. Система автоматической стабилизации толщины полосы/ Заявл. 07.02.77, опубл. 30.08.79.
Особенностью известной системы регулирования профиля полосы является наличие замкнутого измерительного гидравлического контура и двух исполнительных гидравлических контуров - контура противоизгиба рабочих валков и контура распора опорных валков, запитанных от одной насосной установки.
Такое исполнение приводит к неизбежному взаимному влиянию двух исполнительных контуров, в особенности при обеспечении повышенных расходов рабочей жидкости (например, при скачкообразном изменении усилия прокатки) и соответственно - к снижению точности регулирования профиля полосы и снижению надежности работы системы, так как при возникновении каких-либо колебательных процессов или отказе какого-либо элемента в одном из контуров возникают аналогичные процессы и в другом контуре.
Для снижения степени взаимного влияния двух исполнительных контуров приходится прибегать к повышению мощности источника питания, что обусловлено также и тем, что для распора опорных валков в необходимом диапазоне регулирования из-за их большого диаметра требуются довольно большие усилия, соответственно и давления в гидравлических цилиндрах распора.
Значительные усилия регулирования профиля полосы передаются на нажимное устройство и подшипники опорных валков, затрудняя регулирование толщины полосы и снижая долговечность подшипников и надежность системы в целом.
Наличие гидравлического измерительного контура не обеспечивает какого-либо существенного повышения точности прокатки из-за неоднозначности соотношений между усилиями прокатки и показаниями датчика давления, обусловленной тем, что модуль упругости жидкости является величиной переменной, зависящей от условий работы, в частности от количества растворенного и нерастворенного в ней воздуха, а количество воздуха, которое присутствует в системе в процессе работы, не постоянно (оно зависит от температуры, от условий работы и прочих факторов).
Вместе с тем, гидравлическая связь исполнительных гидравлических контуров с рабочими полостями гидравлических цилиндров измерительного контура приводит к дополнительному взаимному влиянию контуров и способствует снижению точности регулирования профиля полосы и снижению надежности.
При отказе любого из элементов гидравлически и электрически взаимосвязанных исполнительных и измерительного контуров системы требуется отключение всей системы, так как не предусмотрено резервирование элементов системы и отсутствует система блокировок взаимосвязанных контуров.
Кроме того, установка дополнительного промежуточного элемента (гидравлических цилиндров измерительного контура) в подушки рабочих валков увеличивает габариты подушек, что приводит к усложнению перевалки рабочих валков.
Таким образом, недостатком системы регулирования профиля полосы является невысокая надежность и недостаточно высокая точность регулирования профиля полосы, повышенная мощность источника питания, увеличенные габариты подушек рабочих валков.
Следует отметить также следующее.
В случае прокатки полосы с клиновидной формой поперечного сечения увеличивается давление в гидравлических цилиндрах противоизгиба рабочих валков и распора опорных валков, оси которых ближе к утолщенному участку поперечного сечения полосы, так как в рассматриваемой системе не предусмотрено средств для регулирования давления рабочей жидкости в гидравлических цилиндрах по разным сторонам рабочих и опорных валков и устранения за счет этого поперечной клиновидности полосы. Это приводит к снижению точности регулирования профиля полосы в случае ее клиновидности.
В анализируемой системе не решается задача отвода нерастворенного воздуха из рабочих полостей гидравлических цилиндров, что способствует снижению точности регулирования профиля вследствие снижения быстродействия системы.
В то же время не решается задача снижения влияния степени загрязненности рабочей жидкости на работоспособность системы, в результате чего увеличивается вероятность отказов и снижается надежность.
В известной системе не предусмотрено средств для аккумулирования энергии жидкости с целью ее последующего использования, что также ведет к снижению надежности системы вследствие возможных пульсаций давления и к необходимости увеличения мощности насосной установки для обеспечения пиковых расходов рабочей жидкости в моменты входа полосы в клеть прокатного стана.
Технической задачей изобретения является создание системы регулирования профиля полосы, которая при пониженной потребляемой мощности и уменьшенных габаритах подушек рабочих валков обеспечивает трехуровневое резервирование основного элемента системы - регулятора давления, исключающее остановки рабочего процесса, обусловленные выходом из строя регулятора давления, что приводит к повышению надежности системы и способствует повышению точности регулирования профиля полосы.
Следующей технической задачей изобретения является создание системы регулирования профиля полосы, которая позволяет осуществлять дополнительное воздействие на полосу путем регулирования давления рабочей жидкости в гидравлических цилиндрах противоизгиба по сторонам рабочих валков и устранения за счет этого поперечной разнотолщинности полосы с одновременной компенсацией ее поперечной клиновидности.
Следующей технической задачей изобретения является повышение динамических характеристик системы, в частности повышение ее быстродействия путем отвода воздуха из системы, и снижение влияния степени загрязненности рабочей жидкости на работоспособность системы, что в конечном итоге способствует повышению точности регулирования профиля полосы и повышению надежности работы системы.
Следующей технической задачей изобретения является снижение мощности насосной установки и гашение пульсаций давления жидкости в системе путем использования пневмогидравлических аккумуляторов. Для решения поставленной задачи в известной системе регулирования профиля полосы, содержащей гидравлический контур противоизгиба рабочих валков клети прокатного стана с гидравлическими цилиндрами противоизгиба, рабочие полости которых гидравлически соединены с регулятором давления контура противоизгиба, снабженным датчиком обратной связи по давлению, блок формирования управляющих сигналов, насосную установку, выход которой соединен с контуром противоизгиба рабочих валков, согласно изобретению она снабжена дополнительным гидравлическим контуром противоизгиба рабочих валков, расположенным на гидромагистрали между насосной установкой и основным гидравлическим контуром противоизгиба рабочих валков и выполненным в виде двух соединенных между собой параллельно посредством трубопроводов резервных регуляторов давления, каждый из которых соединен с гидравлическим распределителем дополнительного контура, при этом основной гидравлический контур противоизгиба рабочих валков снабжен гидравлическим распределителем, соединенным с соответствующим регулятором давления, с рабочими полостями гидравлических цилиндров противоизгиба и с дополнительным гидравлическим контуром противоизгиба рабочих валков.
В частных случаях исполнения заявляемая система имеет следующие отличительные признаки.
Согласно изобретению в основном гидравлическом контуре противоизгиба каждая группа гидравлических цилиндров противоизгиба верхних и нижних рабочих валков клети прокатного стана соответственно справа и слева имеет отдельный регулятор давления, снабженный датчиком обратной связи по давлению и гидравлическим распределителем.
Согласно изобретению регулятор давления основного гидравлического контура противоизгиба рабочих валков выполнен в виде электрогидравлического усилителя мощности струйного типа.
Согласно изобретению регулятор давления основного гидравлического контура противоизгиба рабочих валков выполнен в виде электрогидравлического усилителя мощности золотникового типа.
Согласно изобретению регуляторы давления дополнительного гидравлического контура противоизгиба рабочих валков выполнены в виде редукционных клапанов с пропорциональным электрическим управлением.
Согласно изобретению один регулятор давления дополнительного гидравлического контура противоизгиба рабочих валков выполнен в виде редукционного клапана с пропорциональным электрическим управлением, а второй - в виде редукционного клапана с ручным управлением.
Согласно изобретению система снабжена пневмогидравлическими аккумуляторами по количеству регуляторов давления основного гидравлического контура противоизгиба рабочих валков, расположенными на гидромагистралях между соответствующими регуляторами давления основного гидравлического контура и дополнительным гидравлическим контуром.
Согласно изобретению система снабжена пневмогидравлическими аккумуляторами по количеству регуляторов давления основного гидравлического контура противоизгиба рабочих валков, расположенными на гидромагистралях между гидравлическими цилиндрами противоизгиба рабочих валков и соответствующими регуляторами давления основного гидравлического контура.
Дополнительный гидравлический контур противоизгиба рабочих валков, расположенный на гидромагистрали между насосной установкой и основным гидравлическим контуром противоизгиба, выполненный в виде двух соединенных между собой параллельно резервных регуляторов давления, служит для резервирования регулятора давления основного гидравлического контура противоизгиба в случае выхода его из строя и одновременно выполняет функции взаимного резервирования регуляторов давления внутри дополнительного гидравлического контура, что обеспечивает повышение надежности системы. К гидравлическим цилиндрам противоизгиба дополнительный гидравлический контур подключается посредством гидравлического распределителя основного гидравлического контура, отключающего от питающей магистрали и гидравлических цилиндров противоизгиба регулятор давления основного гидравлического контура в случае его неисправности. Выбор одного или другого регулятора давления дополнительного гидравлического контура осуществляется посредством гидравлического распределителя дополнительного гидравлического контура по команде, подаваемой с блока формирования управляющих сигналов.
При этом основной и дополнительный гидравлические контуры противоизгиба не оказывают взаимного влияния друг на друга, хотя связаны с питающей магистралью одной насосной установки, так как предусмотренная система блокировок исключает возможность одновременной работы регуляторов давления. В результате повышается точность регулирования профиля полосы и появляется возможность снижения мощности источника питания.
В заявляемой системе регулирования профиля полосы исключены гидравлический контур распора опорных валков и измерительный гидравлический контур, что также позволяет снизить мощность источника питания и, кроме того, уменьшить габариты подушек рабочих валков.
Снабжение каждой группы гидравлических цилиндров противоизгиба верхних и нижних рабочих валков соответственно справа и слева отдельным регулятором давления с датчиком обратной связи по давлению и гидравлическим распределителем позволяет осуществлять дополнительное воздействие на полосу путем формирования управляющих сигналов, индивидуальных для регуляторов давления каждой группы гидравлических цилиндров в соответствии с алгоритмом управления. В результате регулирования давления рабочей жидкости в гидравлических цилиндрах противоизгиба по сторонам рабочих валков устраняется поперечная разнотолщинность полосы с одновременной компенсацией ее поперечной клиновидности.
Регулятор давления основного гидравлического контура противоизгиба рабочих валков клети прокатного стана, выполненный в виде электрогидравлического усилителя мощности (сервоклапана) струйного типа, благодаря конструктивным особенностям имеет плавную характеристику по давлению и позволяет регулировать давление в рабочих полостях гидравлических цилиндров в нужном диапазоне, что обеспечивает высокую точность отработки заданного сигнала в динамических режимах, кроме того, такой регулятор, имея меньшую восприимчивость к загрязнениям рабочей жидкости, обеспечивает более высокую надежность, а благодаря наличию постоянной связи со сливом позволяет отводить воздух, накопившийся в рабочих полостях гидравлических цилиндров, в сливную магистраль, вследствие чего улучшаются динамические характеристики системы в целом, в частности, увеличивается быстродействие системы.
В случае выполнения регулятора давления основного гидравлического контура противоизгиба в виде электрогидравлического усилителя мощности (сервоклапана) золотникового типа также достигаются достаточно высокие динамические характеристики, но по сравнению с усилителями струйного типа повышается восприимчивость к загрязнениям.
Выполнение регуляторов давления дополнительного гидравлического контура противоизгиба в виде редукционных клапанов с пропорциональным электрическим или ручным управлением имеет следующие преимущества по сравнению с усилителями мощности золотникового типа: более высокую надежность, меньшую восприимчивость к загрязнениям, низкую стоимость.
Снабжение системы пневмогидравлическими аккумуляторами по количеству регуляторов давления основного гидравлического контура противоизгиба рабочих валков обеспечивает снижение мощности насосной установки и гашение пульсаций давления жидкости в системе путем использования энергии аккумулированной рабочей жидкости.
На приведенном чертеже изображена блок-схема системы регулирования профиля полосы для четырехвалковой прокатной клети.
Система регулирования профиля полосы содержит основной гидравлический контур 1 противоизгиба рабочих валков клети прокатного стана (рабочие валки на чертеже не показаны) с гидравлическими цилиндрами 2 противоизгиба, вмонтированными в подушки рабочих валков (подушки на чертеже не показаны), рабочие полости 3 которых гидравлически соединены с регуляторами давления 4, изменяющими давление в рабочих полостях 3, каждый из которых снабжен датчиком 5 обратной связи по давлению, преобразующим величину давления жидкости в пропорциональный ей электрический сигнал, блок 6 формирования управляющих сигналов, вырабатывающий управляющие сигналы в соответствии с алгоритмами управления, насосную установку 7, питающую систему, выход которой соединен с контуром 1 противоизгиба рабочих валков, дополнительный гидравлический контур 8 противоизгиба рабочих валков, служащий для резервирования регуляторов давления 4 контура 1, расположенный на гидромагистрали между насосной установкой 7 и основным гидравлическим контуром 1 противоизгиба рабочих валков. Дополнительный гидравлический контур 8 выполнен в виде двух соединенных между собой параллельно посредством трубопроводов резервных регуляторов давления 9, 10, изменяющих давление на выходе контура 8 и соответственно в рабочих полостях 3 гидравлических цилиндров 2. Каждый из резервных регуляторов давления 9, 10 соединен с трехлинейным двухпозиционным гидравлическим распределителем 11, служащим для подключения одного и отключения второго регуляторов давления 9, 10 и установленным либо в виде отдельного контура, как показано на чертеже, либо в рабочей гидролинии дополнительного контура 8 (на чертеже не показано). Основной гидравлический контур 1 противоизгиба рабочих валков снабжен четырехлинейными двухпозиционными гидравлическими распределителями 12, выполняющими функцию подключения и отключения регуляторов давления 4. В качестве распределителей 11 и 12 могут быть использованы гидравлические распределители и других типов (на чертеже не показано). Регуляторы давления 4 гидравлически соединены через соответствующие распределители 12 с рабочими полостями 3 гидравлических цилиндров 2 противоизгиба и с дополнительным гидравлическим контуром 8 противоизгиба рабочих валков.
В преимущественном варианте исполнения система характеризуется следующими признаками.
Каждая группа гидравлических цилиндров 2 противоизгиба верхних и нижних рабочих валков клети прокатного стана соответственно справа и слева имеет отдельный регулятор давления 4 с датчиком 5 обратной связи по давлению и четырехлинейным двухпозиционным гидравлическим распределителем 12, при этом регуляторы давления 4 основного гидравлического контура 1 выполнены в виде электрогидравлических усилителей мощности струйного типа (соответственно 4), а регуляторы давления 9, 10 дополнительного гидравлического контура 8 выполнены в виде редукционных клапанов с пропорциональным электрическим управлением (соответственно 9, 10). Кроме того, система снабжена пневмогидравлическими аккумуляторами 13, расположенными на гидромагистралях между соответствующими регуляторами давления 4 и дополнительным гидравлическим контуром 8, и пневмогидравлическими аккумуляторами 14, расположенными на гидромагистралях между гидравлическими цилиндрами 2 противоизгиба и соответствующими регуляторами давления 4 основного гидравлического контура 1.
Система работает следующим образом.
При работе системы на электрогидравлических усилителях мощности 4 струйного типа основного гидравлического контура 1 максимальный управляющий электрический сигнал от блока 6 формирования управляющих сигналов подается на редукционный клапан 9 с пропорциональным управлением дополнительного гидравлического контура 8. В результате создается сила, закрывающая проходное сечение управляющего клапана редукционного клапана 9, и полностью открывается проходное сечение его основного клапана. В этот же самый момент трехлинейный двухпозиционный гидравлический распределитель 11 с электромагнитным управлением находится в позиции "a", когда линия управления распределителя 11 связана со сливом и второй редукционный клапан 10 с пропорциональным управлением закрыт. Как следствие, поток рабочей жидкости, подаваемый насосной установкой 7, проходит через полностью открытое проходное сечение клапана 9 и попадает в магистраль основного гидравлического контура 1. При этом давление на выходе дополнительного гидравлического контура 8 приблизительно равно давлению питания насосной установки 7. Далее жидкость подается через четырехлинейные двухпозиционные гидравлические распределители 12 с электромагнитным управлением, находящиеся в позиции "a", через линии P и A к линии P электрогидравлического усилителя мощности 4 струйного типа, а из линии P усилителя мощности 4 - в линию A, снова через тот же распределитель 12 (линии T, B), в рабочие полости 3 гидравлических цилиндров 2 противоизгиба рабочих валков. Электрогидравлический усилитель мощности 4 струйного типа при этом регулирует давление в линии A в зависимости от входного управляющего сигнала, формируемого блоком управления 6. В процессе прокатки изменение усилия прокатки вследствие причин производственного характера вызывает изменение величины раствора рабочих валков и, следовательно, изменение давления в рабочих полостях 3 гидравлических цилиндров 2. В этом случае по показаниям датчиков 5 обратной связи по давлению блок 6 формирования управляющих сигналов подает корректирующий сигнал в соответствии с алгоритмом управления, который воздействует на вход регуляторов давления 4 (усилителей мощности струйного типа), изменяющих давление и, следовательно, усилие в гидравлических цилиндрах 2 противоизгиба, компенсируя тем самым разнотолщинность полосы. На входы регуляторов давления 4 могут подаваться в соответствии с алгоритмом управления как одинаковые по величине управляющие сигналы, так и разные, например, в случае клиновидности полосы, в зависимости от характера отклонения профиля полосы от заданного.
В случае выхода из строя хотя бы одного из регуляторов давления 4 в блок 6 формирования управляющих сигналов подается сигнал на отключение всех регуляторов давления 4 и приведение в действие дополнительного гидравлического контура 8. При этом не происходит остановки производственного процесса и система продолжает работать с помощью одного из регуляторов давления 9 или 10 дополнительного гидравлического контура 8. При работе регулятора давления 9 трехлинейный двухпозиционный гидравлический распределитель 11 остается в позиции "a". Редукционный клапан 10 с пропорциональным управлением в это же самое время остается закрытым. В то же время электрогидравлические усилители мощности струйного типа 4 не работают, а четырехлинейные двухпозицонные гидравлические распределители 12 с электромагнитным управлением переключены в позицию "в". Рабочая жидкость по тем же подводящим линиям, что и в предыдущем режиме, поступает через распределитель 12 сразу в рабочие полости 3 гидравлических цилиндров 2 противоизгиба. В это время контуры, включающие в себя регуляторы давления 4, замкнуты сами на себя. Давление в этих контурах равно нулю, регуляторы давления 4 отключаются. В случае выхода из строя регулятора давления 9 в работу автоматически включается регулятор давления 10. Пневмогидравлические аккумуляторы 13, 14 в процессе работы системы выполняют функцию гашения пульсаций давления и обеспечения пиковых расходов жидкости в моменты входа полосы в клеть.
Таким образом, заявляемая система регулирования профиля полосы, имея пониженную мощность насосной установки и уменьшенные габариты подушек рабочих валков, обеспечивает трехуровневое резервирование основного элемента системы - регулятора давления, за счет чего исключаются остановки рабочего процесса, обусловленные выходом из строя регулятора давления. Это приводит к повышению надежности системы и способствует повышению точности регулирования профиля полосы. В то же время система позволяет осуществлять дополнительное воздействие на полосу путем регулирования давления рабочей жидкости в гидравлических цилиндрах противоизгиба по сторонам рабочих валков и устранения за счет этого поперечной разнотолщинности полосы с одновременной компенсацией ее поперечной клиновидности. Система имеет высокое быстродействие и низкую восприимчивость к загрязненности рабочей жидкости, что в конечном итоге способствует повышению ее надежности и повышению точности регулирования профиля полосы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА РЕГУЛИРОВАНИЯ ПРОФИЛЯ ПОЛОСЫ | 1999 |
|
RU2154541C1 |
| СИСТЕМА РЕГУЛИРОВАНИЯ ПРОФИЛЯ ПОЛОСЫ | 1998 |
|
RU2308335C2 |
| Система автоматической стабилиза-ции ТОлщиНы пОлОСы | 1979 |
|
SU850244A1 |
| Система регулирования толщины и профиля полосы | 1982 |
|
SU1057136A1 |
| Система автоматической стабилизации толщины полосы | 1977 |
|
SU682298A1 |
| ГИДРАВЛИЧЕСКИЙ ЦИЛИНДР | 1999 |
|
RU2159873C1 |
| Устройство для адаптивной настройкиРЕгуляТОРА ТОлщиНы пРОКАТА HA ТРЕбуЕМыйпАРАМЕТР | 1976 |
|
SU806187A1 |
| ЗАЩИТНОЕ УСТРОЙСТВО ШТОКА ГИДРАВЛИЧЕСКОГО ЦИЛИНДРА | 1999 |
|
RU2151923C1 |
| ГИДРАВЛИЧЕСКИЙ ЦИЛИНДР | 1999 |
|
RU2151922C1 |
| Устройство для регулирования жесткости прокатной клети | 1977 |
|
SU749479A1 |
Область применения: прокатное производство, в частности листопрокатные станы. Техническая задача: создание системы регулирования профиля полосы, обеспечивающей трехуровневое резервирование основного элемента системы - регулятора давления, повышение надежности системы и точности регулирования профиля полосы. Сущность: система регулирования профиля полосы содержит основной гидравлический контур противоизгиба рабочих валков клети прокатного стана с гидравлическими цилиндрами противоизгиба, рабочие полости которых гидравлически соединены с регуляторами давления, каждый из которых снабжен датчиком обратной связи по давлению, блок формирования управляющих сигналов, насосную установку, выход которой соединен с контуром противоизгиба рабочих валков, дополнительный гидравлический контур противоизгиба рабочих валков, расположенный на гидромагистрали между насосной установкой и основным гидравлическим контуром противоизгиба рабочих валков. Дополнительный гидравлический контур выполнен в виде двух соединенных между собой параллельно посредством трубопроводов резервных регуляторов давления, каждый из которых соединен с гидравлическим распределителем. Основной гидравлический контур противоизгиба рабочих валков снабжен гидравлическими распределителями. Регуляторы давления гидравлически соединены через соответствующие распределители с рабочими полостями гидравлических цилиндров противоизгиба и дополнительным гидравлическим контуром противоизгиба рабочих валков. 7 з.п. ф-лы, 1 ил.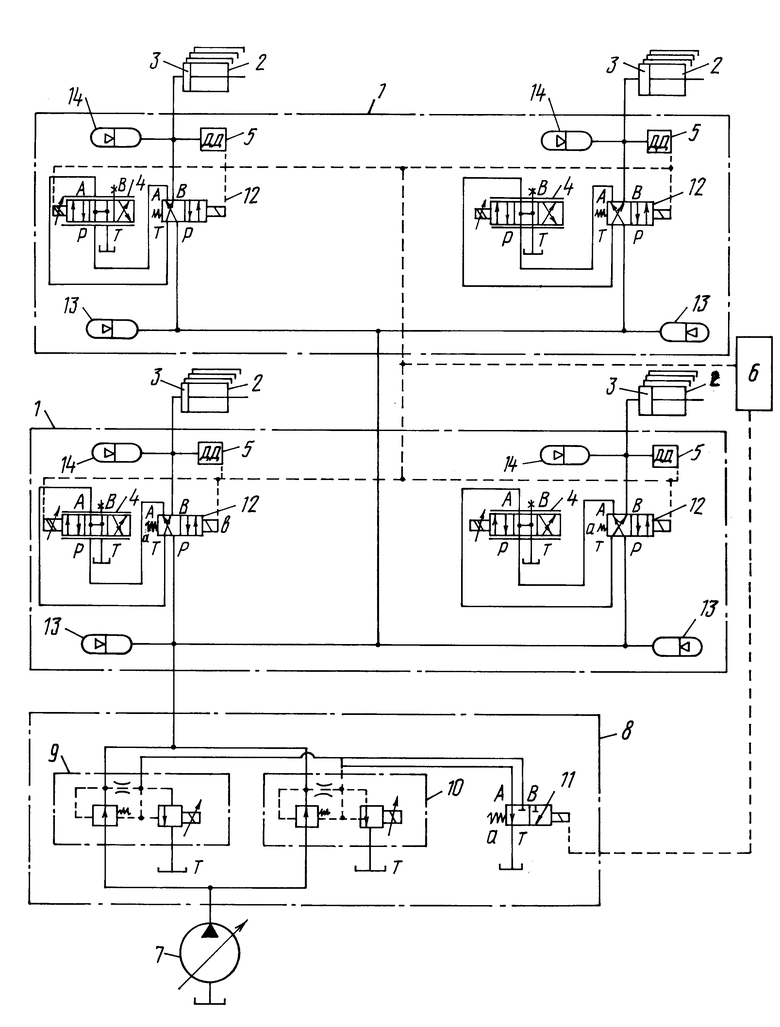
| Система автоматической стабилизации толщины полосы | 1977 |
|
SU682298A1 |
| Устройство для регулирования раствора и профиля валков листопрокатного стана | 1981 |
|
SU1014615A1 |
| DE 2952461, 10.07.80 | |||
| Устройство для заточки сверл | 1983 |
|
SU1151427A2 |

