1
Изобретение относится к непрерьш- ной разливке металлов.
Цепью изобретения является повышение качества слитка.
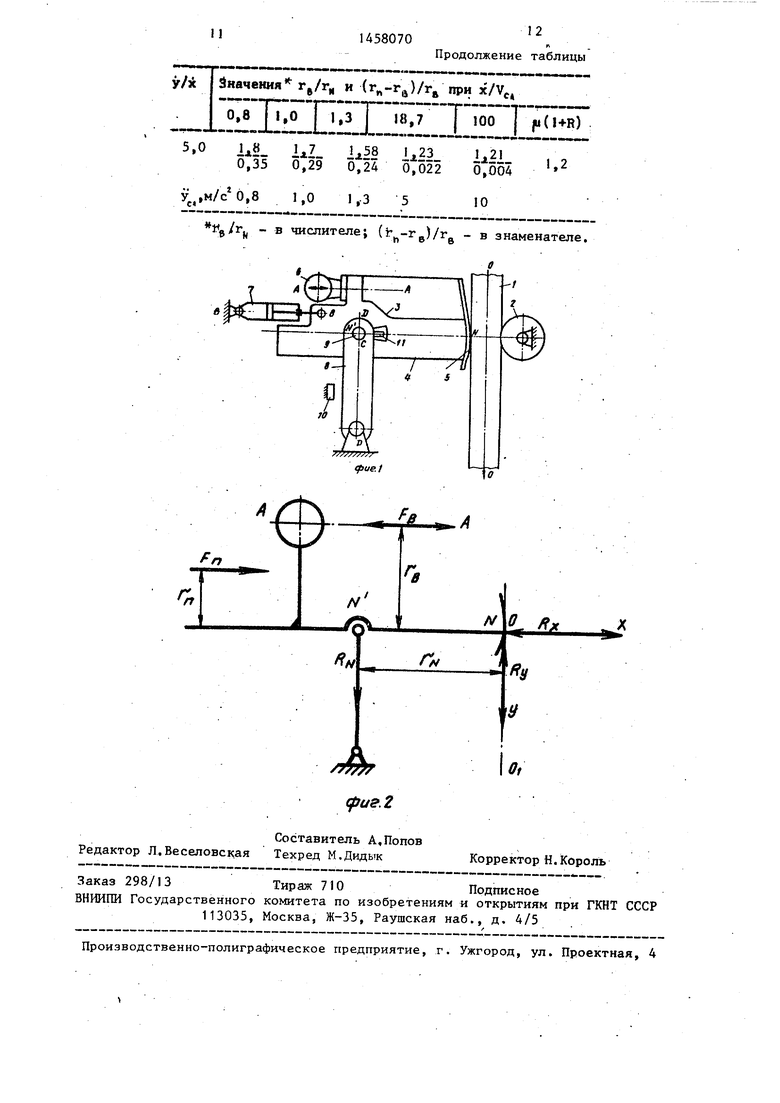
На фиг. 1 приведено устройство, общий вид; на фиг. 2 - схема взаимодействия виброударника со слитком.
Устройство дпя осуществления способа (фиг. 1) содержит рабочий канал МНЛЗ 1 с технологической осью 0-0 (стрелкой показано направление вытягивания слитка), опорный ролик 2, виброударник 3, раму 4 виброударника с продольной осью N-N (нормалью к поверхности слитка в месте удара), 5 активирующую поверхность 5, вибратор 6 с активной осью А-А (стрелками показано направление возмущакицей силы), прижимное устройство 7 с осью В-В, опору 8 с осью D-D, опорный шарнир 9 рамы (шарнир опоры).
упоры 10 и П. Центр тяжести раны с вибратором в сборе обозначен буквой С.
Способ осуществляют следующим образом.
В качающийся кристаллизатор подают жидкий металл и вытягивают из него тянущими валками через зону вторичного охлаждения затвердевающий слиток со скоростью 7-35 мм/с. При прохождении через зону вторичного охлаждения и в сечении, затвердевшем по меньшей мере на 70% по толщине, поверхности слитка с частотой 20- 100 Гц сообщают ударные воздействия (косой удар), вызывающие его продольную вибрацию амплитудой 0,01-1 мм в пределах свободного хода слитка 0,5- 2 мм, который определяется зазорами, в приводе значительных динамических нагрузок не возникает. По знаку тока
двигателя привода определяют направление сообщаемого им слитку усилия и в случае, если оно противоположно тангенциальной составляющей ударного импульса (т.е. свободный ход выбран в этом направлении), ударное воздействие прекращают.
Воздействие осуществляют следующим образом. Раму 4 с активирующей поверхностью 5 перемещает вдоль нормали N-N к поверхности слитка в месте воздействия с возможностью поворота в плоскости, образованной нормалью N-N, и технологической осью 0-0, под действием возмущающей силы инерционного вибратора 6, изменяющейся по синусоидальному закону с амплитудой 5-100 кН. Приложение возмущающей силы (по оси А-А) ведут со смещением относительно нормали в сторону, противоположную направлению тангенциальной составляющей скорости в момент удара по крайней мере на 1,5 м, за счет этого в упомянутой плоскости возникает момент сил, обеспечивающий движение поверхности 5 с поворотом. При этом осуществляют приложение к ней статического прижимного усилия, равного по величине 0,3- 0,9 амплитуды возмущающей силы. Вследствие приложения такого усилия отрьш поверхности от слитка происходит в фазе, когда возмущающая сила направлена от слитка и равна по величине 0,3-0,9 своей амплитуды, а время свободного движения поверхности ограничивается соответственно 95-35% периода вибраций. Линия действия прижимного удара усилия В-В смещена от линии А-А в сторону вытягивания слитка по крайней мере на величину смещения возмущающей силы, за счет чего к моменту удара поверхность 5 успевает возратиться в исходное положение (компенсируется начальный импульс, сообщаемый слитком в момент ртрьша)-. В конце свободного движения (в момент удара) нормальная составляющая сконы в сторону, противоположную вытягиванию, активирующей поверхности 5 в момент удара сообщают относительную скорость с тангенциальной составляющей, направленной в сторону вытягивания. Чтобы этот удар не предавался на привод тяну1цих валков, перед ударом определяют направление усилия вытягивания или слитка и в случае, если оно противоположно направлению вытягивания, ударное воздействие прекращают. При. осуществлении этого воздействия в результате косого удара, характеризующегося вьппеуказанны- ми значениями скорости, возникает сила реакции со стороны слитка с воспринимаемой опорным роликом 2 нормальной составляющей 20-700 кН и тангенциальной, равной 0,2-0,5 величины нормальной. Поскольку в пределах диапазона значений коэффициента трения проскальзьшания не происходит тангенциальная составляющая ударного импульса передается слитку с наибольшим эффектом - в продольном направлении передается максимально возможное ускорение величиной .1-10 м/с. Возникающие инерционные перегрузки сопоставимы с силой тяжести, под их действием возникают потоки жидкости относительно обладающих несколько более высокой плотностью столбчатых кристаллов затвердевающей корки слитка, что затрудняет их рост - структура слитка становится более дисперсной. Под действием этих перегрузок (ударной волны) происходит ломка меж- кристаллитных перегородок, за счет чего уменьшается осевая пористость.
Магаина непрерывного литья для осуществления способа содержит выставленные по технологической оси 0-0 и образующие рабочий канал 1 кристаллизатор, поддерживающие устройства зоны вторичного охлаждения и тянущие валки с зазором в кинематической цепи привода (на чертеже не показаны).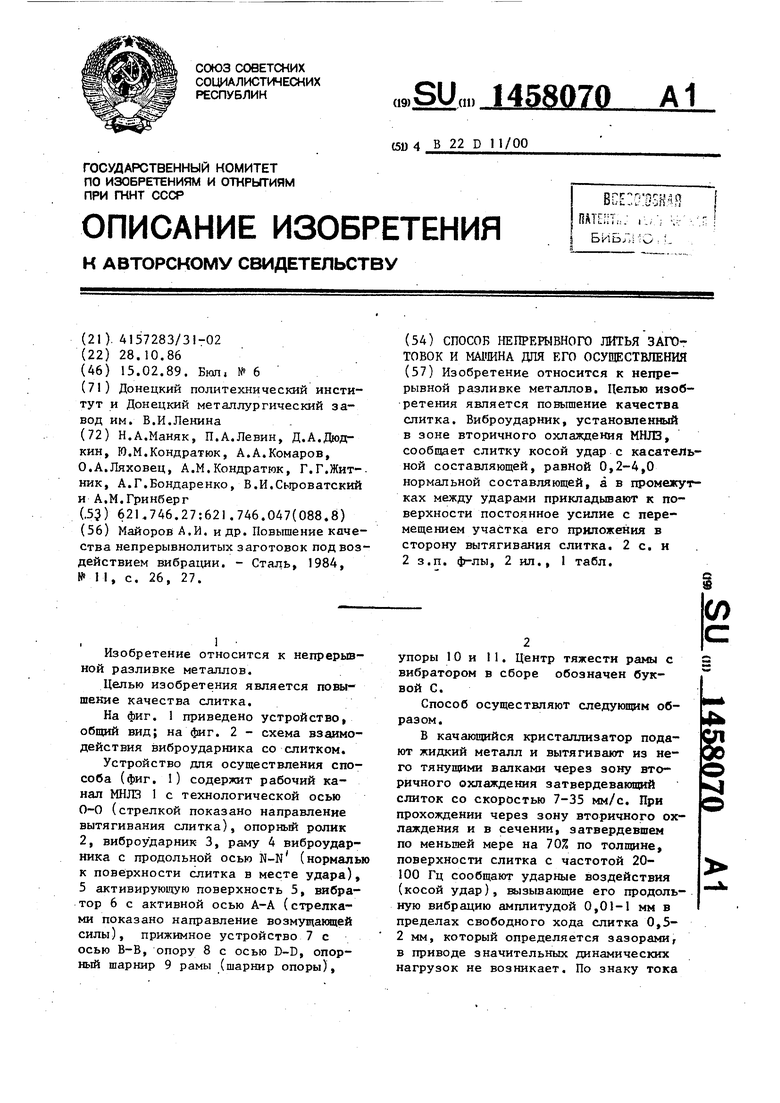
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывного литья заготовок | 1985 |
|
SU1407661A1 |
| Способ непрерывного литья заготовок | 1985 |
|
SU1304979A1 |
| Способ непрерывного литья заготовок | 1980 |
|
SU933197A1 |
| УСТРОЙСТВО ПЕРИОДИЧЕСКОГО ВЫТЯГИВАНИЯ СЛИТКОВ | 1990 |
|
RU2089339C1 |
| Система автоматизации совмещенного литейно-прокатного агрегата непрерывного действия | 1979 |
|
SU884843A1 |
| Тянущее устройство установки непрерывной разливки металлов горизонтального типа | 1976 |
|
SU863160A1 |
| Устройство для охлаждения струи металла | 1977 |
|
SU751498A1 |
| Тянущее устройство установки непрерывного литья горизонтального типа | 1978 |
|
SU856650A1 |
| Затравка для машины непрерывной разливки металлов | 1976 |
|
SU562375A1 |
| Способ вторичного охлаждения непрерывнолитого слитка | 1984 |
|
SU1201049A1 |
Изобретение относится к непрерывной разливке металлов. Целью изобретения является повьппение качества слитка. Виброударник, установленный в зоне вторичного охлаждения МНЛЗ, сообщает слитку косой удар с касательной составляющей, равной 0,2-4,0 нормальной составляющей, а в промежутках между ударами прикладывают к поверхности постоянное усилие с перемещением участка его приложения в сторону вытягивания слитка. 2 с. и 2 з.п. ф-лы, 2 ил., 1 табл.
рости активирующей поверхности равна 10 -1,0 м/с, т.е. по меньшей мере скорости слитка, а отношение величины тангенциальной составляющей скорости относительно слитка к нормальной равно 0,2-4.
В том случае, когда тянущая клеть работает большую часть времени процесса в двигательном режиме и свободный ход (зазоры в приводе) выбра
В зоне вторичного охлаждения вдоль противоположных широких сторон рабочего канала I расположены опорный ролик 2 и виброударник 3, рама 4 к;ото- рого снабжена активирующей поверхно- стью 5, в рабочем положении соприкасающейся с поверхностью расположенной в рабочем канале заготовки, а таке вибратором 6 направленного действия и прижимным устройством 7 (пневмоцилиндром). Рама опирается на шарнир 9 шарнирно-подвижной опоры 8, ось D-D которой перпендикулярна в рабочем положении продольной оси рамы,
совпадающей с NN , проходящей через ось N опорного шарнира 9 и место касания поверхностей в рабочем положении N, Оси шарнира 9 и опорного ролика 2, а также образующая хцшиндри- ческой активирующей поверхности 5 параллельны между собой и перпендикулярны технологической оси 0-0. Активная ось вибратора А-А параллельна оси N-N и смещена относительно нее на 0,2-2,5 длины отрезка , а параллельная обеим осям ось прижимного устройства смещена вниз относитель но оси А-А на 0,005-1 величины смещения последней. Сила давления прижимного устройства 7 равна 0.,3-0,9 амплитудного усилия вибратора 6 (5- 100 кН). В варианте устройства цилиндрическая активирующая поверхность выполнена посередине - в месте пересечения с продольной осью N-N - круговой с центром в оси N опорного щарнира, а его по краям она сопряжена с плоскостями. Центр масс рамы С расположен под осью N-N на оси стержневой опоры D-D. Масса рамы с закрепленными на ней элементами 0,2- 4 т; эффективная жесткость слитка в направлении нормали . Виброударник снабжен упорами 10 и 11 для фиксации опоры и рамы соответственно. Электровибратор 6 электрически связан с системой управления приводом тянушлх валков.
Устройство работает следующим образом.
В начале вытягивания заготовки из кристаллизатора тянущими валками рама 4 виброударника 3 отведена от рабочего канала 1 и удерживается в этом положении пневмоцилиндром 7. После прохождения заготовки через тянущие ралки в пневмоцилиндре создают давле- |сие, прижимающее акт 1вирующую поверх- рюсть 5 к поверхности заготовки.Вслед «а этим включают электровибратор 6, в автоматическом режиме определяя-; знак силы тока привода тянущих валков, и в случае, если он отрицателен, электровибратор отключают. После каждого удара происходит совместное движение активирующей поверхности со слитком, она поворачивается (перекатывается круговой средней частью).
а после отрыва, когда возмущающая сила уравновесит прижимное усилие, она возвращается за счет совместного дей- ствия вибратора 6 и прижимного устройства 7 в начальное положение удара. От чрезмерного поворо та в тужили другую сторону рама 4 фиксируется плоскостями, расположенными по краям
10 поверхности 5. Опора 8 позволяет раме 4 двигаться в направлении нормали N-N , перпендикулярной оси опоры D-D, а также поворачиваться вокруг шарнира 9. Во время свободного движе15 ния раме 4 электровибратором 6 за счет его смещения передается момент количества движения, воспринимаемый слитком через поверхность 5. В рабочем положении центр тяжести рамы С
20 расположен под шарниром 9, что способствует стабилизации движения (устойчивое положение продольной оси рамы N-N горизонтальное). Для фиксации виброударника в нерабочем положе25 НИИ предусмотрены упоры 10 и 11. В момент удара нормальная составляющая импульса воспринимается через слиток опорным роликом 2, жесткостью этой системы и величиной импульса оп30 ределяется сила удара (20-700 кН). Под действием силы трения, возникающей ввиду наличия тангенциальной составляющей скорости активирующей поверхности 5, ударный импульс пере35 дается в направлении технологической оси 0-0, причем при вышеуказанном соотношении плеч действующих на раму сил: расстояние активной оси вибратора А-А до оси шарнира N и длины
0 отрезка ш между этим шарниром и активирующей поверхностью - проскаль- зьшания не пронсходит. Слиток испы- тьгоает максимально возможные при данных параметрах удара инерционные
5 нагрузки, благодаря чему улучшается его качество. Поскольку сообщаемая слитку скорость значительно меньше скорости удара (обратно пропорционально массе), усилие, передаваемое 0 приводу тянущих валков при возможном выборе зазоров, незначительно (выбор зазоров допускается не перед ударом, а в ходе воздействия на слиток после сообщения ему импульса).
5
Таким образом, обеспечивается надежность работы устройства при его значительной эффективности для улуч шения качества слитка.
Пример, МНЛЗ характеризуется рабочим каналом сечением 0,,5 м
и средней длиной от применисковой зоны кристаллизатора до газорезки 20 м. Зазор в приводе тянупшх валков (свободный ход) I мм. С пшроких сторон расположенный в рабочем канале слиток вдоль всей игарины на уровне
ускорение 5,3 м/с , возникающие инерционные перегрузки достаточны для эффективного воздействия на слиток.
Наибольшая эффективность воздействий достигается при отсутствии проскальзывания активирующей поверхности в момент удара при условии возвра2 м над осью тянущих валков контакти- 10 та активирующей поверхности за время
рует с опорным роликом диаметром -свободного движения в исходное поло0,4 м и цилиндрической активирующей
поверхностью виброударника (в рабочем
жение.
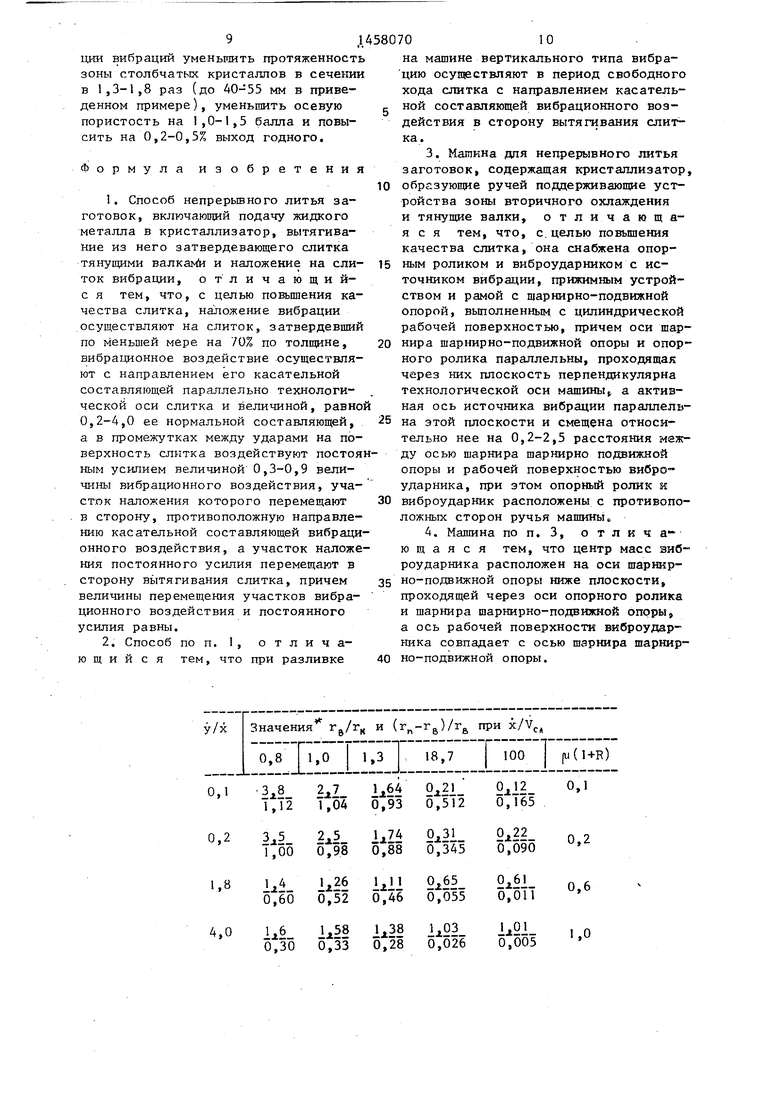
В таблице приведены различные значения отношения величины нормальной
положении). Активирующая поверхность
представляет собой круговой сектор 15 составляющей к скорости слитка x/V 3 J радиусом 1 м с центром в опорном шарнире рамы, сопряженный с краю с плоскостями. Ось вибратора смещена вверх относительно горизонтально расположенной продольной оси рамы на 20 0,65 указанного радиуса, а ось прижимного устройства - вниз относительно оси вибратора на 0,055 ) Oj65 1 0,033 м. Амплитуда возмущающей силы
м отношение величин тангенциальной и
нормальной составляющей относительной скорости в момент удара У/х, а также соответствующие им значения отношения смещения вибратора к длине отрезка NN Pg/r и отношения смещения
оси прижимного устройства относительно вибратора к величине смещения по...следнего (г,-Гд)/г, при котором аквибратора 30 кН, частота 50.Гц, вели- 25 тивирующая поверхность возвращается чина усилия прижимного устройства в исходное положение по углу поворота. 0,4 кН. Эффективная жесткость Кроме того, в таблице приведены оп- слитка в направлении нормали 10 H/MJ т. значения ускорения слитка масса рамы с прикрепленными элемента- /ел продольном направлении, которое
ми 1 Т , центр тяжести смещен вниз от опорного шарнира по оси рычажной опоры на 25 мм; Коэффициент трения между поверхностями 0,5; коэффициент восстановления при ударе 0,2.
30 можно получить варьированием параметров удара при значении х/Уел(первые три столбца - максимальные значения). Система характеризуется также коэффициентом трения между поверхностями
40
Слиток вытягивают со скоростью 0,9 м/мин. Приложение вибровоздействий ведут в сечении, затвердевшем на 95%. За счет совместного действия прижимной и возмущающей сил, величины которых и их плечей указаны вьше, в течение 87% периода вибраций акти,- вирующая поверхность свободно движется , после чего происходит удар о поверхность слитка. Относительная ско- 45 скорости удара свьше 1,0, при кото- ность удара: величина нормальной рых можно получить силу удара, до35 ,2-0,5 и коэффициентом восстанов ления при ударе , в .таблице приведены значения комплекса |u(l+R которые при указанных параметрах сп соба и устройства необходимы для предотвращения проскальзьшания (вел чина передаваемого слитку импульса при этом максимально возможная). Как видно из таблицы, при всех
значениях относительной нормальной
составляющей 0,28 м/с, что равно 18,7 скорости слитка, тангенциальной - 1,8 0,28-0,50 м/с, последняя направлена в сторону вытягивания. При этом величина нормальной соста вляющей силы удара 200 кН, отношение тангенциальной к нормальной 0,5, что равно эффективному коэффициенту трения. К концу совместного движения тангенциальная составляющая скорости уменьшается до нуля, импульс полностью передается слитку, проскальзьшания нет. В продольном направлении передается
50
55
статочную для создания обеспечивающего необходимую эффективность воздействий ускорения, слитка, по меньшей мере равного 1 м/с реальным значением комплекса (ц (l+R)0,2-l ,0 соответствуют значения TB/IU 0,2- 2,5; (г„-Гв)/Гц 1,0. При вьшеуказан- ных реальных значениях комплекса отсутствие проскальзывания обеспечивается при соотношении составляющих скорости удара ,2-4,0.
Применение изобретения позволит за счет интенсификации и стабнлиза14580708
ускорение 5,3 м/с , возникающие инерционные перегрузки достаточны для эффективного воздействия на слиток.
жение.
В таблице приведены различные значения отношения величины нормальной
составляющей к скорости слитка x/V
м отношение величин тангенциальной и
нормальной составляющей относительной скорости в момент удара У/х, а также соответствующие им значения отношения смещения вибратора к длине отрезка NN Pg/r и отношения смещения
скорости удара свьше 1,0, при кото- рых можно получить силу удара, доможно получить варьированием параметров удара при значении х/Уел(первые три столбца - максимальные значения). Система характеризуется также коэффициентом трения между поверхностями
0,2-0,5 и коэффициентом восстановления при ударе , в .таблице приведены значения комплекса |u(l+R), которые при указанных параметрах способа и устройства необходимы для предотвращения проскальзьшания (величина передаваемого слитку импульса при этом максимально возможная). Как видно из таблицы, при всех
значениях относительной нормальной
скорости удара свьше 1,0, при кото- рых можно получить силу удара, до
статочную для создания обеспечивающего необходимую эффективность воздействий ускорения, слитка, по меньшей мере равного 1 м/с реальным значением комплекса (ц (l+R)0,2-l ,0 соответствуют значения TB/IU 0,2- 2,5; (г„-Гв)/Гц 1,0. При вьшеуказан- ных реальных значениях комплекса отсутствие проскальзывания обеспечивается при соотношении составляющих скорости удара ,2-4,0.
Применение изобретения позволит за счет интенсификации и стабнлизации вибраций уменьшить протяженность зоны столбчатых кристаллов в в 1,3-1,8 раз (до 40-55 мм в приведенном примере), уменьшить осевую пористость на 1,0-1,5 балла и повысить на 0,2-0,5% выход годного.
Формула изобретения
2, Способ по п. I, отличающийся тем, что при разливке
на машине вертикального типа вибрацию осуществляют в период свободного хода слитка с направлением касатель- ной составляющей вибрационного воздействия в сторону вытягивания слитка.
образующие ручей поддерживающие устройства зоны вторичного охлаждения и тянущие валки, отличающаяся тем, что, с. целью повьшения качества слитка, она снабжена опорным роликом и виброударником с источником вибрации, прижимным устройством и рамой с щарнирно-подвижной опорой, выполненным с цилиндрической рабочей поверхностью, причем оси шар-
НИРа шарНИРно-подвижной опоры и опорного ролика параллельны, проходящая через них плоскость перпендикулярна технологической оси машины, а активная ось источника вибрации параплельна этой плоскости и смещена относительно нее на 0,2-2,5 расстояния между осью шарнира шарнирно подвижной опоры и рабочей поверхностью виброударника, при этом опорный ролик к
виброударник расположены с противоположных сторон ручья машинь1о
и
У/Х
«-Га )/г при x/V, 0.8 Ко П.З Т
.1 .. tl --1|1 «..«,.«
IiZ 58 1,23 1.21 0,35 0,29 0,24 0,022 «
у,,м/с о,8 1,0 1,3 5 10
5,0
- в числителе; ()/rg
1458070
12
n
Продолжение таблицы
/
| Майоров А.И | |||
| и др | |||
| Повышение качества непрерывнолитых заготовок подвоз- действием вибрации | |||
| - Сталь, 1984, № и, с | |||
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
