слитка, M/c i X - высота отливаемого слитка, м- ; К - коэффициент; п 0,5- 1,0 показатель степени. Повьпиение качества головной части слитков достиг1
Изобретение относится к металлургии и может быть использовано в машинах непрерывного и полунепрерывного литья заготовок.
Цель изобретения - повышение каче- ства поверхности г оловной части слитка путем стабилизации в начале процесса литья.
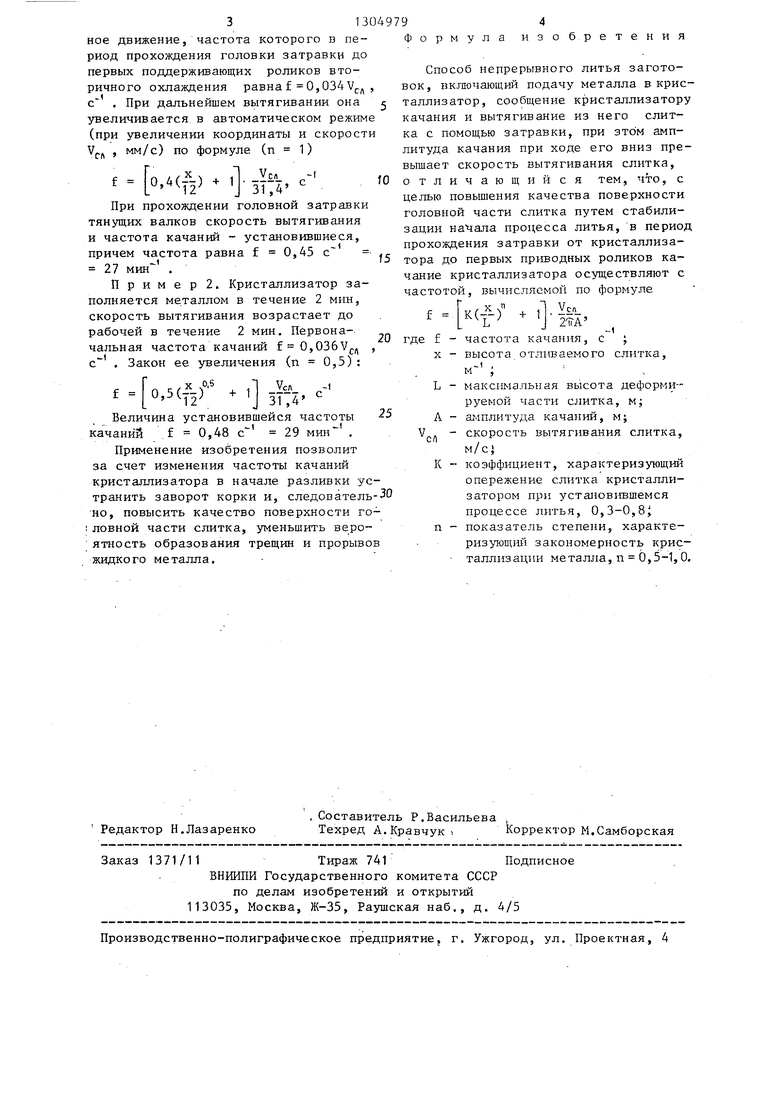
На чертеже приведена схема устройства для осуществления способа,
Устройство для осуществления способа содрржит кристаллизатор 1, затравку 2, пбддерживающие ролики 3 вторичного охлаждения и приводные валки А тянущей клети, позицией 5 обозначе- на отливаемая заготовка.
Сущность предлагаемого способа заключается в следующем.
В начале литья, в период прохождения затравки от кристаллизатора до первых приводных роликов, качание кристаллизатора осуществляют с частотой, вычисляемой по формуле
А
. 1 К(-)
}
В кристаллизатор 1 вводят затравку
2и заполняют кристаллизатор металлом. После этого подается вода в зону вторичного охлаждения, начинают вытягивание застывшей части заготовки
5, кристаллизатору сообщается колебательное движение с заданной амплитудой А 1,5-15 мм с частотой, вычисляемой по формуле при X Н, где Н - активная высота кристаллизатора. Коэффициент К, определяющий величину опережения кристаллизатором слитка при установившемся режиме разливки принимается равным 0,3-0,8, что опре- деляется требованием отсутствия проскальзывания стенок кристаллизатора относительно применискового участка корки при установившемся режиме разливки. Скорость вытягивания в течение 13мин при прохождении затравки 2 ченуто за счет залечивания поверхностных дефектов и снятия растягивающих напряжений в затвердевающей корочке отливаемого слитка. 1 ил.
рез поддерживающее устройство 3 вторичного охлаждения доводится до рабочей (установившейся) : V 0,5- 2 м/мин. Координату головки затравки определяют автоматически непрерывно посредством датчика пути, связанного с валками 4 тянущей клети. Частота качаний в процессе вытягивания увеличивается в соответствии с формулой автоматически посредством подачи в схему управления приводом качания кристаллизатора управляющих сигналов из схемы привода тянущей клети - функций угловой скорости валков и их угла поворота с момента начала вытягивания.
При данном способе величина опережения кристаллизатором слитка изменяется в зависимости от изменения деформации слитка под действием знакопеременных сил трения о кристаллизатор, возникающих при качании послед- него. За счет этого в применисковой зоне как в начале разливки, так и в установившемся режиме отсутствует смещение кристаллизатора относительно верхнего кристаллизующегося участка корки, В результате предотвращается образование заворота корки, а следовательно, повышается качество поверхности слитка, предотвращаются прорывы жидкого металла под кристаллизатор.
Предлагаемый способ иллюстрируется примерами его осуществления на вертикальной МНЛЗ (металлургическая длина L 12 м, активная высота кристгшли- затора Н 1 м, установившаяся скорость вытягивания V,,, 0,6 м/мин 10 мм/с, амплитуда качаний А 5 мм).
Пример 1, Охлаждаемый крис- таллизатор после ввода затравки за- полняот жидким металлом в течение 4 мин. После этого начинается вытяги-- вание заготовки, причем скорость вытягивания доводится до рабочей в течение 3 мин, Кристаллизатору с началом вытягивания сообщается качатегльное движение, частота которого в период прохождения головки затравки до первых поддерживающих роликов вторичного охлаждения равна f 0,034 , с , При дальнейшем вытягивании она увеличивается в автоматическом режиме (при увеличении координаты и скорости
ел
мм/с) по формуле (п 1)
f Го 4(i) + Л. -Yl. с t L 42 J 31,4 При прохождении головной затравки тянущих валков скорость вытягивания и частота качаний - установившиеся, причем частота равна f 0,45 с 27 мин .
П р и м е р 2. Кристаллизатор заполняется металлом в течение 2 мин, скорость вытягивания возрастает до рабочей в течение 2 мин. Первоначальная частота качаний 0,03б(,д с . Закон ее увеличения (п 0,5):
д. Л Л-1
+ 1J зТ74 IX 0,5 0,5()
25
Величина установившейся частоты качаний f 0,48 29 . Применение изобретения позволит за счет изменения частоты качаний кристаллизатора в начале разливки устранить заворот корки и, следователь-30 НО, повысить качество поверхности го- : ловной части слитка, уменьшить вероятность образования трещин и прорывов жидкого металла.
Формула изобретения
Способ непрерывного литья заготовок, в,ключающий подачу металла в кристаллизатор, сообщение кристаллизатору качания и вытягивание из него слитка с помощью затравки, при этом амплитуда качания при ходе его вниз превышает скорость вытягивания слитка, отличающийся тем, что, с целью повышения качества поверхности головной части слитка путем стабилизации на чапа процесса литья, в период прохождения затравки от кристаллизатора до первых приводных роликов качание кристаллизатора осуществляют с частотой, вычисляемой по формуле
5
0
f
1 I . УСА. 1 2ТГА
--1
с/1
0 где f - частота качания, с
X - высота отливаемого слитка,
м- ;
L - максимальная высота деформируемой части слитка, MJ А - Ш Шлитуда качаний, м;
-скорость вытягивания слитка, м/с}
К - коэффициент, характеризующий опережение слитка кристаллизатором при установившемся процессе литья, 0,3-0,8
п - показатель степени, характеризующий закономерность крис-таллизации металла, п 0,5-1, 0.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывного литья заготовок | 1980 |
|
SU933197A1 |
| ВЕРТИКАЛЬНАЯ МАШИНА ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ТРУБНЫХ ЗАГОТОВОК | 2010 |
|
RU2434710C1 |
| Способ непрерывного литья заготовок | 1985 |
|
SU1407661A1 |
| Электропривод тянущей клетки машины непрерывного литья заготовок | 1977 |
|
SU729796A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОКАЧЕСТВЕННОЙ НЕПРЕРЫВНО-ЛИТОЙ КРУГЛОЙ ЗАГОТОВКИ | 1999 |
|
RU2169635C2 |
| ВЕРТИКАЛЬНАЯ МАШИНА ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ТРУБ | 2010 |
|
RU2436652C1 |
| Способ непрерывного литья заготовок и машина для его осуществления | 1986 |
|
SU1458070A1 |
| СПОСОБ РАЗЛИВКИ РЕЛЬСОВОЙ СТАЛИ НА УСТАНОВКЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 2008 |
|
RU2384385C2 |
| Способ управления качанием кристаллизатора машины непрерывного литья заготовок | 1982 |
|
SU1097441A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СОРТОВОЙ ЗАГОТОВКИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2681232C1 |
Изобретение относится к металлургии. Цель изобретения - повышение качества поверхности головной части слитка путем стабилизации начала процесса литья. Металл подают в кристаллизатор 1 , качаю1и;ийся с заданной амплитудой и частотой и вытягив ают заготовку 5 с помощью затравки 2. В период прохождения затравки 2 от кристаллизатора 1 определяют относительную длину отливаемого сгштка, а частоту качания кристаллизатора 1 вычисляют по формуле f |К(--) LI + 1 ,1 Vci. J 2иА ,-1 L где f - частота качаний, с максимальная высота деформируемой части слитка, м; А - амплитуда качаний, м , Vf. - скорость вытягивания с (О
| Фотиев М.М.Электропривод и электрооборудование металлургических и литейных цехов.- М.: Металлургия-, .1983, с | |||
| Приспособление, увеличивающее число оборотов движущихся колес паровоза | 1919 |
|
SU146A1 |
