NU
О
а
О5
Изобретение относится к металлургии, li частности к непрерывному литью заго- ioBOK.
; Цель изобретения - повышение качест- слитка за счет стабилизации процес- (а его формирования в кристаллизаторе. ; На фиг. 1 приведена схема разливки
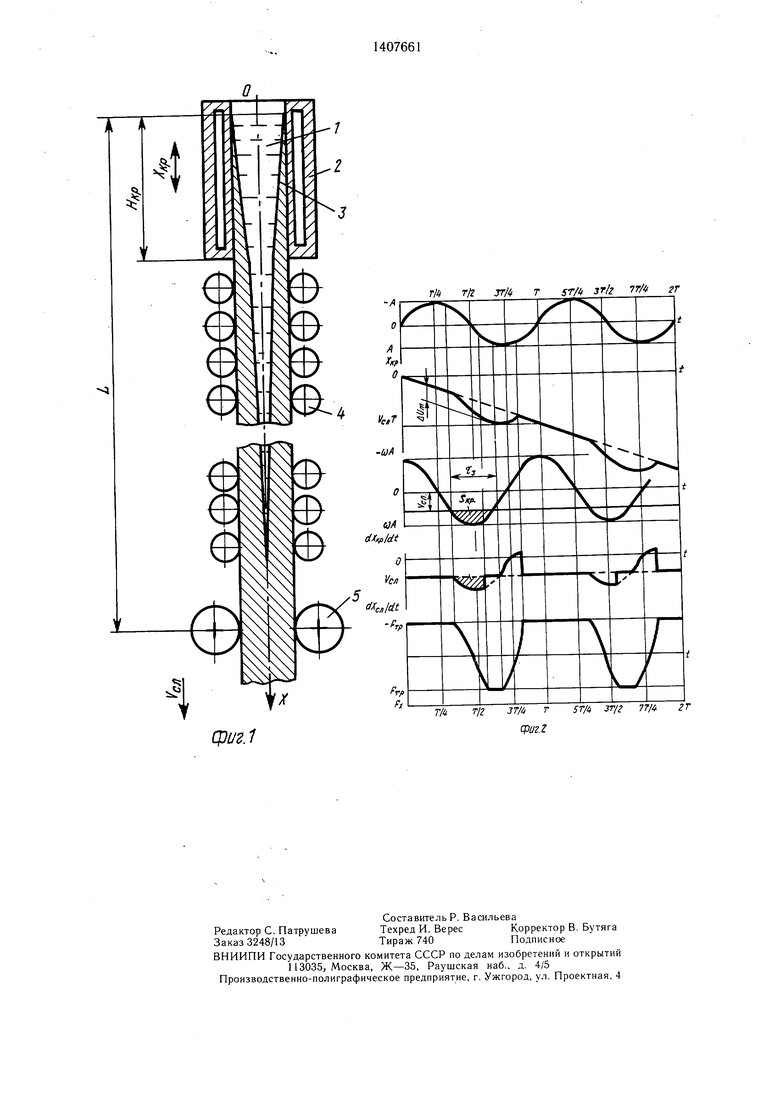
{подвижный кристаллизатор машины не- рерывного литья заготовок; на фиг. 2 - график зависимости перемешения кристаллизатора и слитка.
В графике (фиг. 2) изображены зависимости от времени t перемещения кристаллизатора и корки слитка в нем хкр 11 хсл, а также их скоростей; силы взаимодействия слитка с кристаллизатором Fx, обозначены параметры качаний кристалли- : атора: А - амплитуда; Т - период; ( - круговая частота; тз - время опережения кристаллизатором слитка (залечивания); SKP - относительное смеш,ение кристаллизатора вниз за это время. Взаимодействие слитка с кристаллизатором характеризуют величины: тр - максимальное усилие вытягивания; AUm - величина (амплитуда) продольных колебаний оболоч- ш слитка в кристаллизаторе за период качаний.
I Расплавленный металл 1 подают в кристаллизатор 2, где формируется корка (оболочка) слитка 3, вытягиваемая со сред- ь1ей скоростью Уел через поддерживающие ролики вторичного охлаждения 4 гянушими валками 5. Кристаллизатор совер- лает качательное движение вдоль направления вытягивания - технологической оси ОХ. Уровень мениска жидкого металла |(начало отсчета 0) поддерживают постоян- ым.
Способ осушествляется следующим обраSOM.
В процессе вытягивания слитка из кристаллизатора с помощью соединенного с верх- 1НИМ поддерживающим роликом вторичного охлаждения индукционного датчика углового перемещения определяют переменную составляющую перемещения слитка под кристаллизатором и амплитуду продольных :колебаний AUm. Определив среднюю вели- :чину AUm для данных условий разливки, устанавливают амплитуду качаний по зависимости ,6 AU. Частоту осуществляемых по синусоидальному графику качаний кристаллизатора поддерживают пропорциональной скорости вытягивания: f ьО,3 Vc.r,/A. При переходе на разливку
другой марки стали (с отличающейся податливостью) параметры качаний устанар- ливают в той же последовательности заново.
Параметры качаний для случаев разливки на вертикальной мащине непрерывной разливки стали двух марок со скоростью ,8 м/мин сведены в таблицу.
Марка стали17ГС111X15
AUm, мм0,652,8
При установке амплитуды в пределах А(2...5) AUm выполняется условие 5кр AUm (с изменением трения в кристалли заторе AUm варьируется в определенных пределах). В этом случае обеспечивается залечивание поверхностных дефектов без образования грубых заворотов и ужимин, так как срыв прилипаний во время опе5 режения происходит при относительной скорости проскальзывания кристаллизатора, по крайней мере равной Усл. Брак слитков по поверхностным дефектам уменьшается, улучшается качество заготовок за счет стабилизации процесса его формирования и
0 учета продольной податливости системы привод кристаллизатора слиток - тянущие валки.
Формула изобретения
5 Способ непрерывного литья заготовок, включающий подачу жидкого MeTav a в кристаллизатор, вытягивание из него слитка и сообщение кристаллизатору качаний вдоль оси слитка со скоростью перемещеQ ния при ходе вниз, превышающей скорость вытягивания слитка, отличающийся тем, что, с целью повышения качества слитка за счет стабилизации процесса его формирования в кристаллизаторе, последнему сообщают качание с амплитудой А, определяе5 мой из зависимости
. А(2...5) AUm,
где AUm - амплитуда продольных колебаний оболочки слитка в кристаллизаторе за период качания,
мм.
гЛ ГЦ зт|t Г jrA зг1г 7г/ гт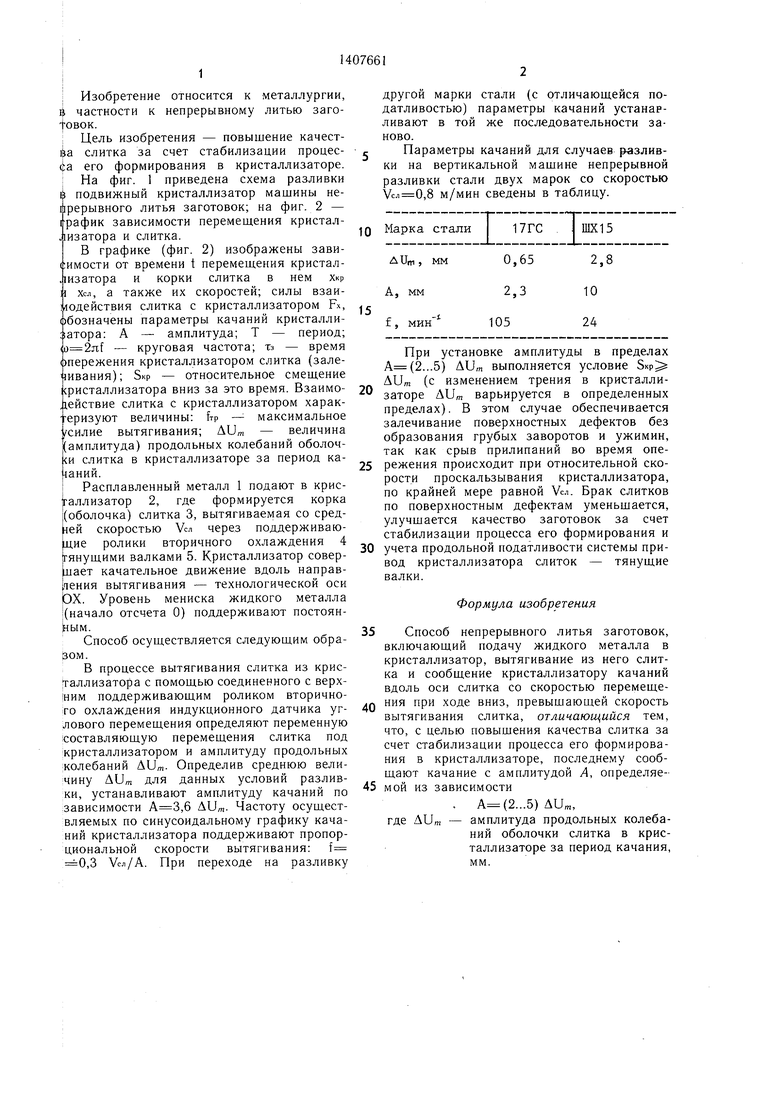
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывного литья заготовок | 1985 |
|
SU1304979A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОКАЧЕСТВЕННОЙ НЕПРЕРЫВНО-ЛИТОЙ КРУГЛОЙ ЗАГОТОВКИ | 1999 |
|
RU2169635C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015815C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1991 |
|
RU2063296C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015814C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015811C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015813C1 |
| Способ непрерывного литья заготовок | 1980 |
|
SU933197A1 |
| Устройство для непрерывного горизонтального или наклонного литья заготовок | 1987 |
|
SU1695822A3 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2009 |
|
RU2403121C1 |
Изобретение относится к области металлургии, точнее к непрерывному литью заготовок. Цель - повышение качества слитка. Металл подают в кристаллизатор, совершающий качательное перемещение вдоль оси слитка. Амплитуду качаний кристаллизатора определяют по зависимости А (2...5) Ди,„, где AU,,, - величина смещения оболочки слитка в кристаллизаторе за период качания, что позволяет создать благоприятные условия формирования корки слитка. 2 ил., 1 табл.
сриг.1
(риг.2
| Устройство для регулировки расстояния между инструментами плоскоклиновых вальцев | 1979 |
|
SU933167A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
