-1
Изобретение относится к управлению процессом токарной обработки, а именно к управлению процессом стружкодробления, и может быть использовано дпя поддержания оптимальных режимов резания при работе в условиях ГПС.
Целью изобретения явлйется расширение рабочего диапазона регулирования и повьппение надежности определения типа стружки путем обеспечения возможности управления процессом при малых глубинах резания и использования простых средств измерения.
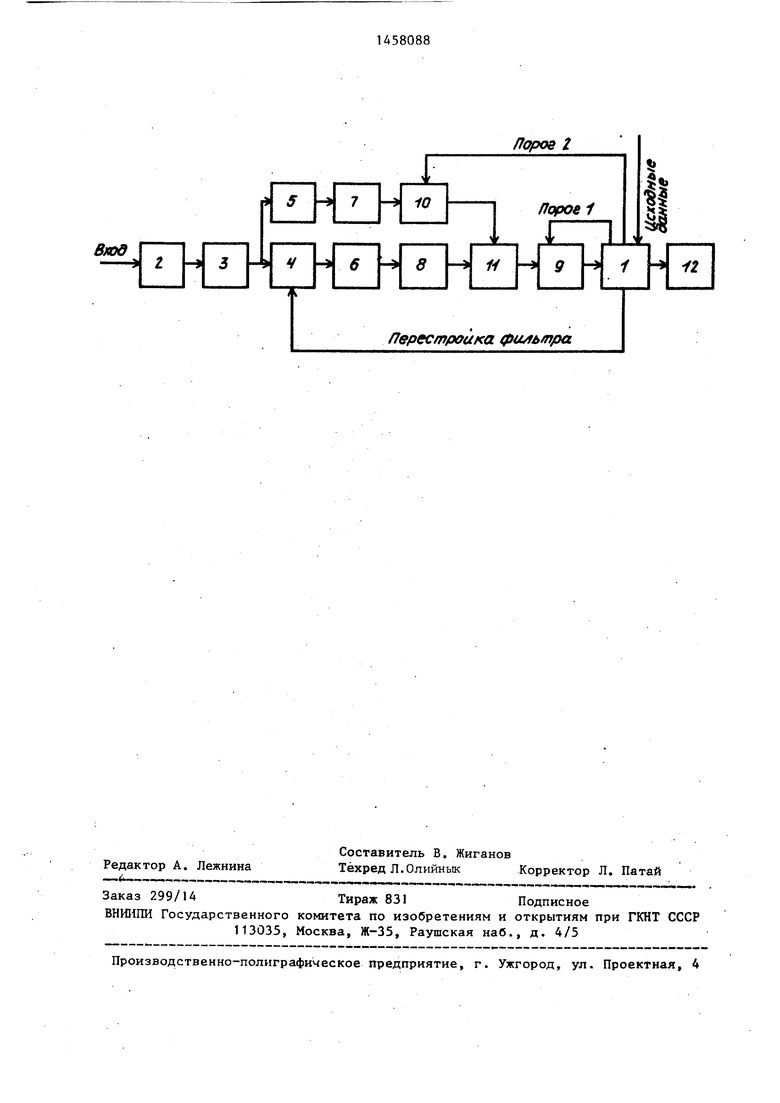
На чертеже изображена блок-схема устройства, реализующего предлагае- мьш способ.
Устройство состоит из системы 1 управления, пьезоэлектрического акселерометра 2, усилителя 3, полосовых фильтров 4 и 5, блоков 6 и 7 детектирования, интегрирующего блока 8, двух схем 9 и 10 сравнения, реле 11 и исполнительного устройства 12.
Пример. Осуществляют токарную обработку заготовки из Ст 45 со следующими режимами резания: S 0,3 мм/об; t 1,5 мм; v 2 м/с;
4
сд
00
о эо
00
режущая пластина SNMM 20Wb с радиусной стружколомающей канавкой радиуса R 1,5 мм. Перед обработкой определяют границу частотного диапазона по указанной зависимости. Для заданных уцловий обработки радиус за- вивания стружки Е Е 1,5 мм; коэффициент укороченности Kg 1,9; коэффициент, характеризующий степень д дробления стружки для случая дробления на полувитки, К 1. На основании экспериментов принимают д f 20 Гц. Тогда частотный диапазон определяется как 200 Гц -;: f 240 Гц. 15
Исходные данные, зависящие от конкретных условий обработки, вводят в систему 1 управления станка. Виброакустические колебания системы СПИД с помощью пьезоэлектрического ак- 20 селерометра 2, установленного на резцедержателе, преобразуют в электрический сигнал, который усиливают усилителем 3 и подают на регулируе- мьй полосовой фильтр 4, полоса про- 26 пускания которого может изменяться автоматически по сигналу системы управления станка, далее сигнал детектируют блоком 6 детектирова:ния, интегрируют с помощью интегрирующего зо блока 8, сравнивают с первым пороговым значением с помощью схемы 9 сравнения и,, если сигнал не превышает установленного порога (образуется непрерьгоная стружка), подают команду в систему управления станка на увеличение подачи и далее на исполнительное устройство 12. Реле 11 пропускает сигнал только при наличии сигнала на выходе цепочки: фильтр 5 высоких частот, детектор 7, схема 10 сравнения, который свидетельствует о наличии резания. Если амплитуда сигнала превьшает величину первого порогового значения (образу- ется прерьшистая стружка), то подача не изменяется.
45
40
Известный способ используется только для глубин резания больших 2 мм, т.е. не позволяет осуществить
управление процессом стружкодроб- ления при заданных режимах резания.
Формула изобретени
Способ управления процессом стружкообразования, заключающийся в выделении низкочастотной составляющей из спектра виброакустических колебаний СПИД, соответствующей частотам образования элементов стружки при ее дроблении, и регулировании режимов резания, отличающийся тем, что, с целью расщирения диапазона регулирования и повьппения надежности определения типа стружки, частотный диапазон определяют перед началом обработки по зависимости
- uf : f
V
+ uf.
де V - скорость резания;
К - коэффициент, характеризующий степень дробления стружки;
Rf, - радиус завивания стружки;
К - коэффициент укорочения стружки;
f - частота дробления стружки (число элементов стружки, образующихся в одну секунду);
ЛГ - приращение частоты дробления стружки,
а при обработке из виброакустических колебаний системы СПИД дополнительно выделяют высокочастотную составляющую, сравнивают с вторым пороговым значением сигнала, а низкочастотную составляющую детектируют, интегрируют и сравнивают с первым пороговым значением и при непре- выщении низкочастотной составляющей первого порогового значения и пре- вьшении высокочастотной составляющей второго пороговОгс значения подают
команду на увеличение подачи.
/fopos I
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического упавления процессом механической обработки | 1989 |
|
SU1673387A1 |
| Способ определения оптимальных режимов процесса резания конструкционных сталей | 2020 |
|
RU2757336C2 |
| Способ контроля процесса резания | 1981 |
|
SU975220A2 |
| Способ автоматического выбора и поддержания оптимальных режимов обработки | 1981 |
|
SU1024161A1 |
| Устройство для измерения износа ре-жущЕгО иНСТРуМЕНТА | 1978 |
|
SU829352A2 |
| Способ управления процессом механической обработки | 1980 |
|
SU1022780A1 |
| Устройство для диагностики состояния процесса резания | 1983 |
|
SU1122476A1 |
| Способ определения предельного износа сменного режущего инструмента | 2017 |
|
RU2658091C1 |
| Способ определения износа режущего инструмента | 1988 |
|
SU1714458A1 |
| Устройство для определения информации о параметрах процесса резания | 1983 |
|
SU1119825A1 |
Изобретение относится к управлению процессом токарной обработки, а именно к управлению процессом стружкодробления, и может быть использовано для поддержания оптимальных режимов резания при работе в условиях ГПС. Целью изобретения является расшире- . ние рабочего диапазона регулирования и повышение надежности определения типа стружки за счет возможности управлять процессом при малых глубинах резания и использования простых средств измерения. Способ заключается в том, что определяют частотный диапазон стружкообразования, дополнительно вьщеляют высокочастотную составляющую виброакустического сигнала колебаний системы СПИД, сравнивают ее с BTOpbiM пороговым значением, а низкочастотную составляющую детектируют, интегрируют и сравнивают с первым пороговым значением подачи, подают команду на увеличение подачи при превышении порогового значения высокочастотной составляющей и непревьшении низкочастотной. 1 ил. а (Л
Вюд
i
/Jopoe i
Перестройка фильтра
| Режущие инструменты | |||
| Экспресс- информация ВИНИТИ | |||
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
