1
Изобретение относится к технологии сборки роторов гидрогенераторов и может быть использовано в электротехнической промышленности.
Целью изобретения является повышение качества изготавливаемых изделий за счет обеспечения жесткой фиксации обода относительно остова ротора гидрогенератора.
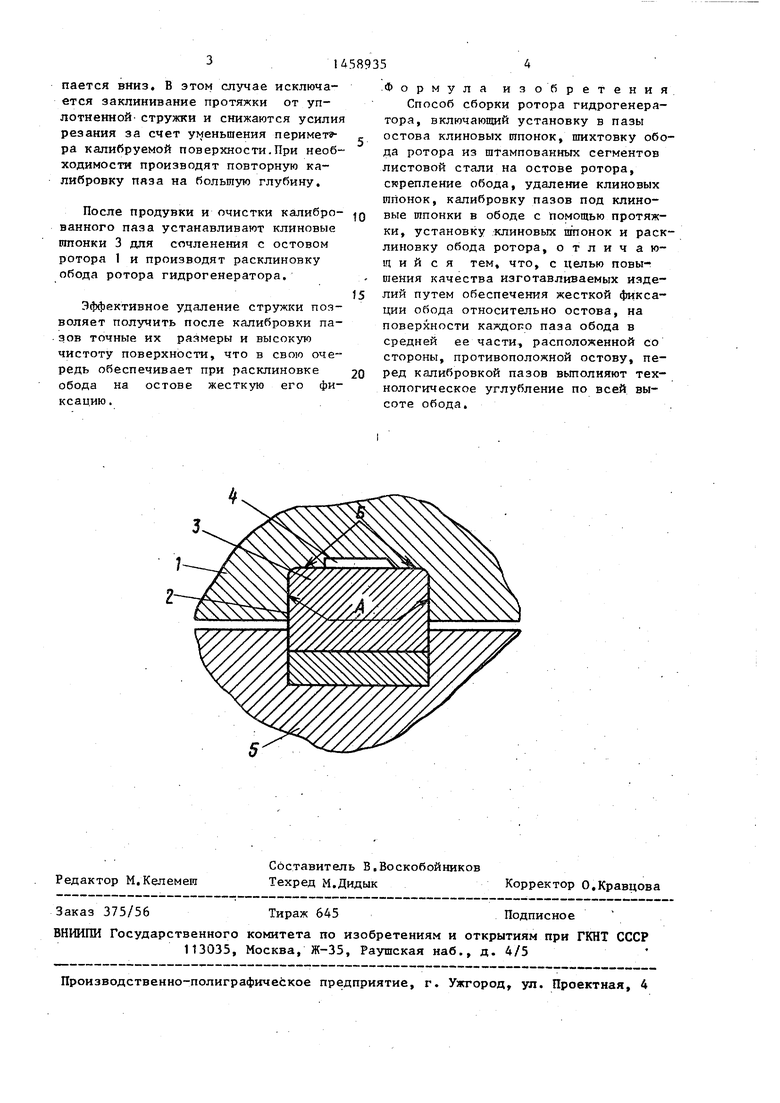
На чертеже показан элемент остова и обода ротора с клиновыми тпон- ками, разрез.
Способ сборки ротора гидрогенератора осуществляется следующим образом.
При штамповке сегментов обода 1 ротора гидрогенератора пазы 2 для установки клиновых шпонок 3 выполняют с технологическими углублениями 4. Углубления выполняют размером -I ,5 мм. Устанавливают в пазы остова 5 клиновые шпонки 3 и производят шихтовку обода ротора из шихтованных сегменто.в листовой стали на остове ротора. После шихтовки обод 1 ротора опрессовывают и скрепляют. Затем клиновые шпонки 3 удаляют и производят калибровку пазов в ободе под клиновые птонки с помощью протяжек Путем перемещения протяжки снизу вверх производят калибровку только поверхностей А и Б пазо.в со снятием стружки с выступающих поверхностей сегментов обода ротора, которая удаляется из паза через технологическое углубление режущими зубцами и высы-
42 СП
00
со
00 СП
пается вниз. В этом случае исключается заклинивание протяжки от уплотненной- стружки и снижаются усили резания за счет уменьшения периметг ра калибруемой поверхности,При необходимости производят повторную калибровку паза на большую глубину.
После продувки и очистки калиброванного паза устанавливают клиновые шпонки 3 для сочленения с остовом ротора 1 и производят расклиновку обода ротора гидрогенератора.
Эффективное удаление стружки позволяет получить после калибровки пазов точные их размеры и высокую чистоту поверхности, что в свою очередь обеспечивает при расклиновке
обода на ксацию.
остове жесткую его фиФормула изобретения Способ сборки ротора гидрогенератора, включающий установку в пазы остова клиновых шпонок, шихтовку обода ротора из штампованных сегментов листовой стали на остове ротора, скрепление обода, удаление клиновых шпонок, калибровку пазов под клиновые шпонки в ободе с помощью протяжки, установку клиновых шпонок и расклиновку обода ротора, о т л и ч а ю- щ и и с я тем, что, с целью повышения качества изготавливаемых изде5 ЛИЙ путем обеспечения жесткой фиксации обода относительно остова, на поверхности каждого паза обода в средней ее части, расположенной со стороны, противоположной остову, пе0 ред калибровкой пазов вьтолняют технологическое углубление по всей высоте обода.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ротор гидрогенератора | 1982 |
|
SU1070649A1 |
| ВЕРТИКАЛЬНЫЙ ГИДРОГЕНЕРАТОР | 2004 |
|
RU2268526C1 |
| Ротор вертикальной электрической машины | 1981 |
|
SU964862A1 |
| Ротор вертикального гидрогенератора | 1982 |
|
SU1056367A1 |
| Ротор гидрогенератора | 1987 |
|
SU1429222A2 |
| Способ сборки и монтажа гидрогенератора подвесного исполнения | 1981 |
|
SU1012394A1 |
| Ротор гидрогенератора | 1989 |
|
SU1654925A1 |
| Ротор вертикального гидрогенератора | 1987 |
|
SU1427490A2 |
| РОТОР ГИДРОГЕНЕРАТОРА | 1970 |
|
SU259251A1 |
| Ротор вертикальной электрической машины | 1980 |
|
SU890520A1 |
Изобретение позволяет изготовить ротор гидрогенератора высокого качества путем обеспечения жесткой фиксации обода ротора (ОР) относительно его остова. При штамповке сегментов ОР пазы для установки клиновых шпонок (ш) выполняют с технологическими углублениями. После шихтовки ОР на остове, н пазах которого установлены Kill, проводят опрессовку и скрепление. Извлекают Kill и путем перемещения протяжки калибруют пазы со снятием стружки с выступающих поверхностей сегментов, которая удаляется через технологическое углубление. Получаемые в результате пазы с точными размерами и высокой чистотой поверхности обеспечивают при раскли- новке ОР на остове жесткую его фиксацию. 1 ил. i (Л
| Глебов И.А | |||
| и др | |||
| Гидрогенераторы | |||
| Л.: Знергоиздат, 1982, с | |||
| Питательное приспособление к трепальным машинам для лубовых растений | 1922 |
|
SU201A1 |
| Зунделевич М.И | |||
| Технология производства крупных гидрогенераторов, Л.: Госэнергоиздат, 1961, с | |||
| Канатное устройство для подъема и перемещения сыпучих и раздробленных тел | 1923 |
|
SU155A1 |
