Известные способы точечной и роликовой контактной сварки с Применением промежуточного слоя металла с хорошей свариваемостью не обеспечивают требуемого качества сварки.
Способ, предложенный согласно изобретению, лишен этого недостатка. Суш.ность способа состоит в том, что промежуточный слой металла наносят на свариваемые поверхности изделия методом плакирования, а режим Сварки подбирают так, чтобы сварное соединение осуществлялось за счет расплавления только промежуточного слоя металла.
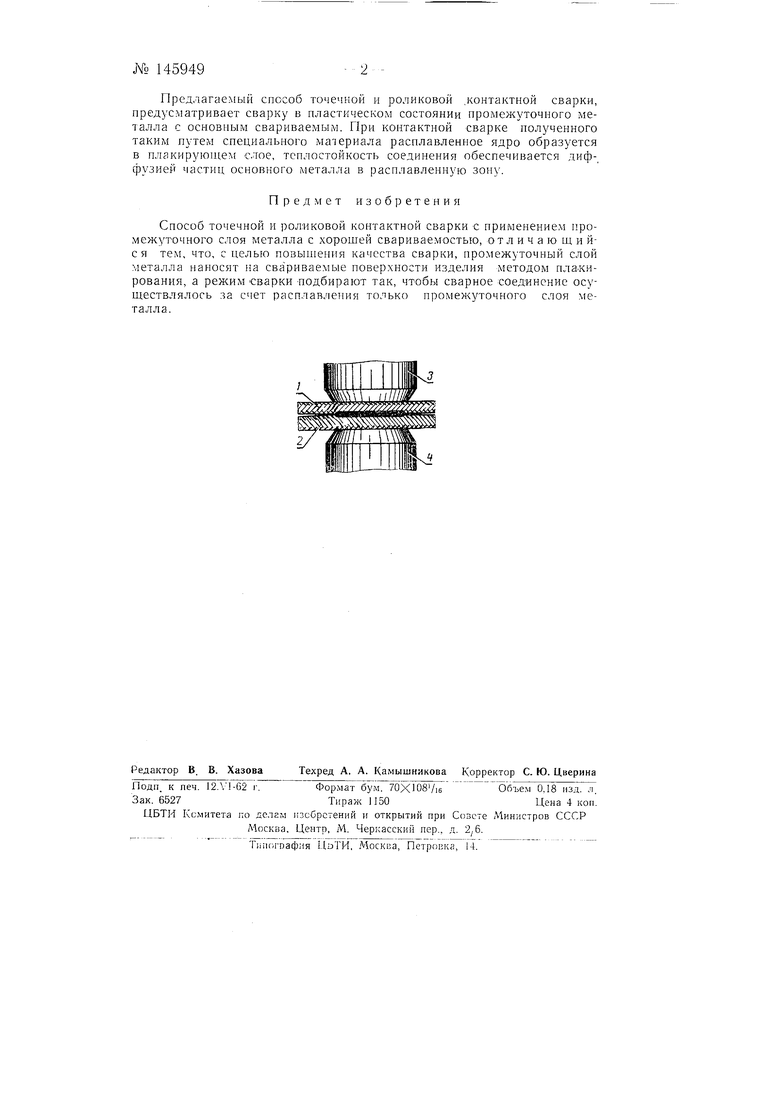
На чертеже схематично изображено устройство для осуществления предложенного способа сварки.
Листы / и 2 плакированного материала, подлежащего сварке, вводятся под электроды 3 н 4 сварочного аппарата, через которые после пх сжатия пропускается ток; причем режим сварки подбирают таким образом, чтобы сварное соединение осуществлялось за счет расплавления только промежуточного слоя металла, находящегося в плакирующем слое.
Технология плакирования, например, для материала САП-спеченная алюминиевая пудра-заключается в изготовлении тамплетов в виде брусков из основного материала и планшетов из .плакирующего материала, химическом травлении, обезжиривании и прокатке в горячем состоянии с последующей холодной докаткой до требуемой толщины листа.
В процессе плакирования окисная пленка на поверхности спеченной алюминиевой пудры, ранее препятствующая получению сварного соединения, дробится и распределяется между основным и плакирующим материалом, обеспечивая прочную сварку в пластическом состоянии плакировки с материалом САП.
Предлагс1емый способ точечной и роликовой .контактной сварки, предусматривает сварку в пластическом состоянии промежуточного металла с основным свариваемым. При контактной сварке нолученного таким путем специального материала расплавленное ядро образуется в плaкиpyюн e I с.гое, теплостойкость соединения обеспечивается диффузией частиц основного металла в расплавленную зону.
Предмет изобретения
Способ точечной и роликовой контактной сварки с применением промежуточного слоя металла с хорошей свариваемостью, отличаю щ и йс я тем, что, с целью повышения качества сварки, промежуточный слой металла наносят па свариваемые поверхности изделия методом плакирования, а режим сварки подбирают так, чтобы сварное соединение осуш.ествлялось за счет расплавления только промежуточного слоя металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИЦИОННАЯ АЛЮМИНИЕВАЯ ПАНЕЛЬ | 1999 |
|
RU2237578C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРКОЙ ВЗРЫВОМ ПЛОСКОЙ БИМЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ | 2009 |
|
RU2397850C1 |
| Контактная сварка несвариваемых металлов с помощью нанесенных термическим напылением промежуточных слоев | 2018 |
|
RU2776711C2 |
| СПОСОБ ПОЛУЧЕНИЯ СОЕДИНЕНИЯ АНТИФРИКЦИОННОГО СПЛАВА СО СТАЛЬЮ СВАРКОЙ ВЗРЫВОМ | 2017 |
|
RU2692009C1 |
| Способ точечной и роликовой сварки | 1958 |
|
SU118919A1 |
| Способ изготовления плакированных металлов | 1977 |
|
SU691270A1 |
| СВАРОЧНЫЙ МАТЕРИАЛ ДЛЯ ПЛАКИРОВАНИЯ СВАРКОЙ | 2013 |
|
RU2650367C2 |
| ГОРЯЧЕШТАМПОВАННАЯ ВЫСОКОПРОЧНАЯ ДЕТАЛЬ, ИМЕЮЩАЯ ПРЕВОСХОДНОЕ АНТИКОРРОЗИЙНОЕ СВОЙСТВО ПОСЛЕ ОКРАШИВАНИЯ, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2563421C2 |
| СПОСОБ ПЛАКИРОВАНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ | 2016 |
|
RU2654398C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАКИРОВАННОГО МЕТАЛЛИЧЕСКОГО ЛИСТА | 2015 |
|
RU2629422C2 |
