ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к сварочному материалу из аустенитной нержавеющей стали согласно ограничительной части пункта 1 формулы. Изобретение также относится к сварному изделию согласно ограничительной части пункта 8 формулы. Кроме того, изобретение относится к способу изготовления сварного изделия согласно пункту 14 формулы.
УРОВЕНЬ ТЕХНИКИ
Крупные компоненты, такие как корпусы ядерных реакторов, обычно изготавливают из низко- или нелегированной углеродистой стали и оснащают слоем из нержавеющей стали, чтобы защитить компонент от коррозии. В связи с этим слой нержавеющей стали наносят на корпус так называемым плакированием сваркой или наплавкой. Во время плакирования поверхности сваркой сварочный материал в форме ленты из нержавеющей стали расплавляют на покрываемой поверхности электрической дугой под слоем расплавленного флюса. Расплавленный сварочный материал затвердевает на поверхности компонента и образует наплавленное сваркой покрытие. Типичные способы сварки для плакирования сваркой включают дуговую сварку под флюсом (SAW) и электрошлаковую сварку (ESW).
В недавней разработке реакторной технологии плакирование составляет часть конструктивного проектирования реакторного корпуса, и поэтому дополнительные компоненты, такие как устройства для крепления пучков тепловыделяющих стержней, присоединяют непосредственно сваркой к плакирующему покрытию из нержавеющей стали корпуса реактора. Одной связанной с этим проблемой является то, что традиционные материалы для плакирования сваркой, используемые в корпусах реакторов, не имеют достаточной прочности, чтобы выдерживать нагрузку вспомогательных компонентов.
Были предприняты разнообразные попытки повысить прочность созданных сваркой плакирующих покрытий, например, увеличением количества углерода в сварочном материале. Однако большие количества углерода ухудшают характеристики коррозионной стойкости наплавленного плакирующего покрытия.
Другая работа была направлена на разрешение проблем с изготовлением сварочных материалов. Например, патентный документ US3537846 описывает ленту из нержавеющей стали для плакирования сваркой, в которой содержащийся углерод был заменен азотом. Полученный сварочный материал имеет хорошие характеристики обрабатываемости в горячем состоянии, что позволяет упростить изготовление сварочной ленты. Однако наплавленное плакирующее покрытие, полученное из описанного в патентном документе US3537846 стального материала, не имеет достаточной прочности для использования в корпусах современных ядерных реакторов.
Патентный документ WO2007037447 показывает сварочный материал для соединенных сваркой оцинкованных стальных листов. Сварочный материал содержит большое количество хрома, 24-30% по весу, и оптимизирован для предотвращения загрязнения сварного шва расплавленным цинковым покрытием и проявления жидкометаллической хрупкости.
Патентный документ JP59159295 показывает сварочный материал, который оптимизирован для получения сварного шва, имеющего содержание феррита 30-75% по объему.
Таким образом, цель настоящего изобретения состоит в разрешении по меньшей мере одной из вышеупомянутых проблем. В частности, одной целью настоящего изобретения является создание сварочного материала из аустенитно-ферритной нержавеющей стали, из которого может быть изготовлено наплавленное плакирующее покрытие, которое имеет высокую прочность и хорошую устойчивость к коррозии. Дополнительная цель настоящего изобретения заключается в создании сварного компонента, включающего наплавленный металл, который имеет высокую прочность и хорошую коррозионную стойкость. Еще одной дополнительной целью настоящего изобретения является создание сварочного материала, который может быть получен с малыми затратами. Еще одна дополнительная цель настоящего изобретения состоит в создании сварочного материала, который имеет высокую прочность, хорошую коррозионную стойкость, и пригоден для применения в корпусах ядерных реакторов.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Согласно изобретению, по меньшей мере одна из этих целей достигается с помощью сварочного материала из аустенитно-ферритной нержавеющей стали для получения наплавленного металла, включающего, в весовых процентах:
С: ≤0,02
Si: ≤0,45
Mn: 1,60–2,0
P: ≤0,03
S: ≤0,03
Cr: 18,5-25
Ni: 8,5–10,5
Mo: ≤0,75
Co: ≤0,2
Cu: ≤0,75
N: 0,12-0,3
причем остальное количество составляют Fe и случайные загрязняющие примеси.
Соответствующий изобретению сварочный материал из аустенитно-ферритной стали образует наплавленный металл, то есть сварные соединения, или наплавленные плакирующие покрытия, с высокой прочностью и хорошими характеристиками коррозионной стойкости. Результаты испытаний неожиданно показали, что в наплавленных плакирующих покрытиях, созданных из соответствующего изобретению сварочного материала, достигаются величины предела прочности при растяжении 563-575 МПа. Это делает соответствующий изобретению сварочный материал весьма пригодным в качестве плакирующего материала в корпусах современных ядерных реакторов.
Соответствующий изобретению сварочный материал был легирован азотом, примеси внедрения которого упрочняют аустенитную фазу наплавленного металла и тем самым повышают прочность наплавленного металла. Однако азот представляет собой элемент, весьма способствующий образованию аустенита, и большие количества его приводят к преобладанию аустенитной структуры в соответствующем изобретению наплавленном металле. Важно, чтобы соответствующий изобретению наплавленный металл имел аустенитную структуру, так как аустенит имеет очень хорошие характеристики коррозионной стойкости. Кроме того, применение аустенитных сталей для нужд ядерной энергетики является благоприятным, поскольку аустенитные стали, по сравнению с ферритными сталями, менее чувствительны к обусловленной радиацией коррозии под напряжением. Однако во время затвердевания аустенитных сталей сера и фосфор проявляют тенденцию концентрироваться в жидкостной фазе и вызывать обогащенные серой и фосфором прослойки в затвердевшем материале. Во время сварки этот механизм мог бы приводить к формированию горячих трещин в наплавленном металле. Поэтому соответствующий изобретению наплавленный металл должен содержать предварительно заданное количество феррита. Фосфор и сера имеют высокую растворимость в ферритной фазе. Поэтому во время затвердевания наплавленного металла фосфор и сера однородно растворяются в феррите, и предотвращается горячее растрескивание.
Согласно изобретению, достаточное количество феррита в наплавленном металле достигается согласованием количества никеля, который является стабилизирующим аустенит элементом, и количеством хрома, который содействует формированию феррита в наплавленном металле, то есть сварочной ленте. Это приводит к очень хорошей устойчивости к горячему растрескиванию в наплавленном металле.
Однако, в дополнение к хорошей устойчивости к горячему растрескиванию, неожиданно было обнаружено, что соответствующий изобретению наплавленный металл имеет очень высокий предел прочности при растяжении.
Представляется, что неожиданно высокий предел прочности при растяжении обусловливается сбалансированными количествами хрома и никеля, которые, в дополнение к обеспечению частично ферритной структуры в наплавленном металле, также содействуют повышению прочности в результате эффекта упрочнения, который создается содержащимся азотом. Как правило, хром повышает прочность стали, тогда как никель представляет собой элемент, который обычно улучшает пластичность сталей. Поэтому представляется, что большие количества хрома в сочетании со сравнительно малыми количествами никеля обеспечивают дополнительное повышение прочности соответствующего изобретению наплавленного металла.
ОПРЕДЕЛЕНИЯ
В настоящем изобретении термин «сварочный материал» означает материал, который используется для проведения сварки, такой как плакирование сваркой, расплавлением «сварочного материала» и оставлением его на поверхности для затвердевания. Под «наплавленным металлом» понимается материал самого сварного соединения, то есть наплавленное плакирующее покрытие или наплавленный валик.
КРАТКОЕ ОПИСАНИЕ ПРИЛОЖЕНИЙ
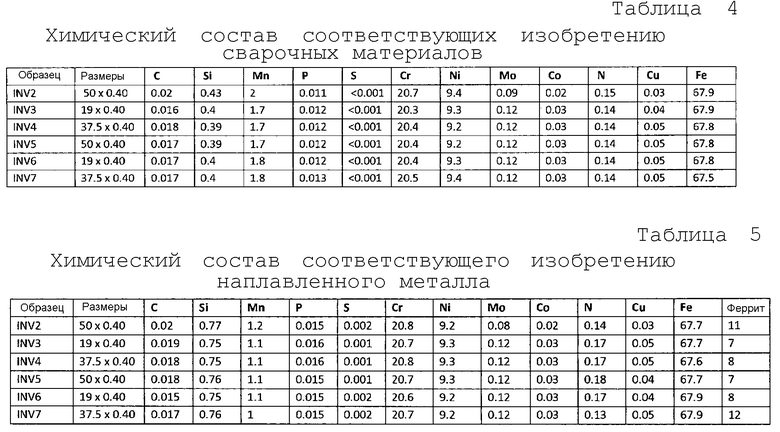
Таблица 4: Химический состав соответствующего изобретению сварочного материала
Таблица 5: Химический состав соответствующего изобретению наплавленного материала
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Сварочный материал из аустенитно-ферритной нержавеющей стали включает следующие элементы:
Углерод (С) представляет собой элемент, стабилизирующий аустенит. Вследствие преднамеренно введенного большого количества азота в соответствующий изобретению сварочный материал важно поддерживать все прочие стабилизирующие аустенит элементы на низком уровне содержания, чтобы обеспечить достаточную ферритную фазу во избежание горячего растрескивания в наплавленном металле. Поэтому углерод должен присутствовать в соответствующем изобретению сварочном материале в настолько малых количествах, насколько возможно. Кроме того, углерод образует карбиды хрома, которые увеличивают опасность межзеренной коррозии в наплавленном металле. Чтобы свести к минимуму нежелательное образование аустенита и обеспечить хорошую коррозионную стойкость наплавленного металла, содержание углерода в сварочном материале должно быть ограничено до 0,02% по весу, то есть 0-0,02% по весу.
Кремний (Si) используется для раскисления стали, и поэтому небольшие количества кремния являются неизбежными. Однако большие количества кремния могли бы приводить к горячему растрескиванию наплавленного металла. Поэтому содержание кремния в сварочном материале должно быть ограничено до максимального значения 0,45% по весу.
Марганец (Mn) повышает растворимость азота в сварочном материале, что делает возможным добавление больших количеств азота к сварочному материалу без образования нитридов или пор с газообразным азотом (N2). Кроме того, марганец образует сульфиды марганца, которые имеют форму, благоприятную для сокращения образования горячих трещин в наплавленном металле. Поэтому марганец должен присутствовать в сварочном материале в количестве по меньшей мере 1,60% по весу. Марганец мог бы вызывать деформационное упрочнение сварочного материала, и поэтому его содержание должно быть ограничено максимальным значением 2,0% по весу. Содержание марганца предпочтительно составляет 1,70-1,90% по весу.
Фосфор (Р) и сера (S) обычно присутствуют в качестве загрязняющих примесей в сырьевом материале для сварочного материала, и могли бы вызывать горячее растрескивание наплавленного металла, если присутствуют в больших количествах. Поэтому содержание фосфора не должно превышать 0,03% по весу, и содержание серы не должно превышать 0,04% по весу.
Хром (Cr) является важным элементом в соответствующем изобретению сварочном материале, поскольку он обеспечивает устойчивость к коррозии благодаря формированию слоя оксида хрома (Cr2O3) на поверхности конечного наплавленного металла. Кроме того, хром представляет собой элемент, содействующий стабилизации феррита, и поэтому большое количество хрома является важным для достижения предварительно заданной ферритной фазы в соответствующем изобретению наплавленном металле. Хром также оказывает положительное влияние на прочность соответствующего изобретению наплавленного металла благодаря его эффекту упрочнения твердого раствора. Поэтому хром должен присутствовать в соответствующем изобретению сварочном материале в количествах по меньшей мере 18,5% по весу. Однако большие количества хрома могли бы приводить к образованию выделивших фаз обогащенных хромом нитридов, которое оказывает негативное влияние на ударную вязкость и способствует точечной коррозии в наплавленном металле. Поэтому содержание хрома должно быть ограничено до 25% по весу, предпочтительно хром должен содержаться в диапазоне 18,5-21,5% по весу, более предпочтительно 20–21% по весу.
Никель (Ni) вместе с хромом является наиболее важным металлическим легирующим элементом в соответствующем изобретению сварочном материале. Никель представляет собой элемент, стабилизирующий аустенит, и поэтому должен присутствовать в соответствующем изобретению сварочном материале в небольших количествах, чтобы обеспечивать ферритную фазу, и во избежание горячего растрескивания в соответствующем изобретению наплавленном металле. Кроме того, никель повышает пластичность. Поэтому для достижения высокой прочности соответствующего изобретению наплавленного металла важно поддерживать содержание никеля на низком уровне. Никель также является сравнительно дорогостоящим легирующим элементом, и по этой причине должен применяться в настолько малом количестве, насколько возможно. Однако важно вводить никель в соответствующий изобретению сварочный материал, поскольку никель улучшает ударную вязкость наплавленного металла, и также улучшает коррозионную стойкость стабилизацией Cr2O3. Поэтому никель должен присутствовать в количестве 8,5–10,5% по весу, предпочтительно 9–10% по весу.
Молибден (Mo) улучшает устойчивость наплавленного металла к коррозии, и также оказывает сильное стабилизирующее действие на ферритную фазу. Однако молибден может вызывать низкую пластичность наплавленного металла, подвергнутого послесварочной термической обработке (PWHT) вследствие образования интерметаллических фаз. Кроме того, молибден является дорогостоящим легирующим элементом, и для получения экономически выгодного сварочного материала количества молибдена должны быть малыми. Поэтому количество молибдена в сварочном материале должно быть ограничено до максимально 0,75% по весу, предпочтительно содержание молибдена составляет 0–0,75% по весу.
Кобальт (Со) является нежелательным элементом для применения в ядерном реакторе, поскольку кобальт под действие радиации преобразуется в радиоактивные изотопы. Во избежание этого и для соответствия международным соглашениям в отношении радиационной безопасности, содержание кобальта в соответствующем изобретению сварочном материале ограничивается величиной 0,05% по весу, то есть 0–0,05% по весу.
Медь (Cu) обычно присутствует в сырьевом материале для соответствующего изобретению сварочного материала и может рассматриваться как загрязняющая примесь. Большое количество меди оказывает негативное влияние на наплавленный металл, поскольку медь снижает пластичность наплавленного металла и тем самым уменьшает ударную вязкость. Кроме того, медь стабилизирует аустенитную фазу, и поэтому следует избегать больших количеств меди. Таким образом, количество меди в стальном сплаве должно ограничиваться максимальной величиной 0,75% по весу, то есть 0–0,75% по весу.
Азот (N) вводят в соответствующий изобретению сварочный материал, чтобы повысить прочность наплавленного металла. Атомы азота в виде примесей внедрения распределяются в аустенитной структуре соответствующего изобретению наплавленного металла и тем самым обусловливают эффект упрочнения твердого раствора в соответствующем изобретению наплавленном металле. Поэтому количество азота в соответствующем изобретению сварочном материале должно быть максимизировано, чтобы довести до максимума эффект упрочнения и тем самым прочность наплавленного металла. Однако большие количества азота могут вызывать образование выделившихся фаз нитридов хрома, что снижает коррозионную стойкость наплавленного металла. Большие количества азота также могут обусловливать образование газовых пор, что снижает ударную вязкость наплавленного металла. Поэтому содержание азота в соответствующем изобретению сварочном материале должно составлять 0,12–0,3% по весу, предпочтительно 0,12–0,20, или 0,12–0,18, или 0,14–0,18, более предпочтительно 0,12–0,16% по весу, или наиболее предпочтительно 0,12–0,14.
Количества легирующих элементов в соответствующем изобретению сварочном материале должны быть сбалансированы так, чтобы в затвердевшем наплавленном металле достигалась аустенитная структура по меньшей мере с 5% по объему ферритной фазы. Как было упомянуто выше, важно, чтобы в структуре присутствовала достаточная доля феррита для предотвращения горячего растрескивания, но феррит также повышает прочность наплавленного металла. Однако ферритная фаза не должна превышать 15% по объему, поскольку это могло бы вызывать коррозию под напряжением в радиоактивных средах. Поэтому легирующие элементы в соответствующем изобретению сварочном материале должны быть сбалансированы таким образом, чтобы количество феррита в затвердевшем наплавленном металле, полученном плавлением соответствующего изобретению сварочного материала, составляло 5–15% по объему. Количество ферритной фазы предпочтительно составляет 8–12% по объему, более предпочтительно 9–11% по объему, так как тем самым достигается хорошее сопротивление растрескиванию сварного соединения в сочетании с высокой прочностью и коррозионной стойкостью. Остальная фаза представляет собой аустенит.
Очевидно, что сварочный материал также проявляет по существу такое же соотношение ферритной и аустенитной фаз, то есть сварочный материал также имеет структуру из 5–15% по объему феррита, и остальное количество из аустенита. Количество ферритной фазы в сварочном материале предпочтительно составляет 8–12% по объему, более предпочтительно 9–11% по объему.
Для достижения желательного количества феррита в наплавленном металле квалифицированный специалист может согласовывать легирующие элементы в соответствующем изобретению сварочном материале на экспериментальной основе. Например, квалифицированный специалист может изготовить серию сварочных материалов с различными составами сплавов, применить сварочные материалы в качестве сварных соединений и затем измерить содержание феррита в полученном наплавленном металле. На основе измерений квалифицированный специалист может при необходимости дополнительно скорректировать состав сварочного материала, пока не будет достигнуто желательное содержание феррита.
Согласно одному варианту исполнения, соответствующий изобретению сварочный материал имеет следующий состав (в % по весу): С: 0,01–0,015; Si: 0,3–0,35; Mn: 1,60–2,0; Р: 0–0,015; S: 0–0,001; Cr: 20,10–20,70; Ni: 9,20–9,40; N: 0,12–0,16.
Согласно одному варианту исполнения, соответствующий изобретению сварочный материал имеет следующий состав (в % по весу): С: 0,015; Si: 0,35; Mn: 1,8; Р: 0,015; S: 0,001; Cr: 20,4; Ni: 9,40; N: 0,14.
На практике соответствующий изобретению сварочный материал наносят на базовую поверхность способом сварки, включающим стадии, в которых расплавляют сварочный материал под слоем расплавленного флюса.
Подходящие способы сварки соответствующего изобретению сварочного материала в форме ленты представляют собой, например: дуговую сварку под флюсом (SAW) или электрошлаковую сварку (ESW). Пригодные способы для соответствующего изобретению сварочного материала в форме проволоки представляют собой, например: дуговую сварку под флюсом (SAW).
Полученный наплавленный металл имеет состав, который идентичен составу соответствующего изобретению сварочного материала, скорректированному на так называемый «вектор сплавления». Сварку соответствующего изобретению сварочного материала выполняют под слоем расплавленного сварочного флюса, то есть минерального порошка, чтобы удалять шлак и защищать расплавленный сварочный материал от окисления. Во время сварки между расплавленным сварочным материалом и расплавленным сварочным флюсом происходит обмен компонентами. Это приводит к тому, что состав конечного наплавленного металла отличается от состава исходного сварочного материала. «Вектор сплавления» представляет собой степень влияния, которое сварочный флюс оказывает на состав сварочного материала, когда он является расплавленным и переносится на подложку.
Вектор сплавления является различным для различных сварочных флюсов, поскольку различные флюсы имеют различные химические составы, и поэтому по-разному влияют на обмен между расплавленным шлаком и расплавленным сварочным металлом. Вектор сплавления типично приводится изготовителем флюса, но также может быть определен анализом и сравнением химического состава конечного наплавленного металла с химическим составом исходного сварочного материала.
Согласно одному варианту исполнения, соответствующий изобретению сварочный материал сваривают в комбинации с имеющимся в продаже на рынке флюсом Sandvik 10SWQ. Этот флюс имеет вектор сплавления приблизительно (в % по весу):
С: 0; Si: 0,3; Mn: -0,8; Р: 0,004; S: 0,002; Cr: 0; Ni: 0; Mo: 0; Со: 0; Cu: 0; N: 0,02.
Таким образом, когда соответствующий изобретению сварочный материал сваривают под слоем расплавленного флюса Sandvik 10SWQ, наплавленный металл из аустенитно-ферритной нержавеющей стали достигает следующего состава (в % по весу):
С: <0,02; Si: <0,75; Mn: 0,6–1,2; Р: 0,034; S: 0,032; Cr: 18,5-25; Ni: 8,5–10,5; Mo: <0,75; Со: <0,20; Cu: <0,75; N: 0,14–0,32, с остальным количеством из Fe и случайных загрязняющих примесей, причем наплавленный металл включает 5–15% по объему феррита и 85–95% по объему аустенита.
Наплавленный металл предпочтительно имеет содержание хрома 18,5–21,5% по весу. Содержание никеля предпочтительно составляет 9-10% по весу. Содержание азота в наплавленном металле предпочтительно составляет 0,14–0,18% по весу.
Наплавленный металл имеет предел прочности при растяжении 550–600 МПа, предпочтительно 563–575 МПа.
Изобретение также относится к изделию, включающему базовый слой и наплавленный металл, который имеет происхождение из соответствующего изобретению сварочного материала. Базовый слой мог бы быть поверхностью металла любого типа. Например, листом из углеродистой стали или низколегированной стали, или листом из нелегированной стали. Базовый слой мог бы иметь геометрическую форму любого типа, то есть вогнутую, или выпуклую, или плоскую. Базовый слой предпочтительно представляет собой часть внутренности корпуса для ядерного реактора и изготавливается из низколегированной стали.
Наплавленный металл мог бы представлять собой так называемое «наплавленное плакирующее покрытие», то есть один или несколько слоев наплавленного металла, нанесенного на поверхность базового слоя. Наплавленное плакирующее покрытие может покрывать только часть базового слоя, альтернативно же оно может покрывать весь базовый слой. Также возможно, что базовый слой состоит из двух или более отдельных элементов, которые сварены друг с другом сварным швом, который находится в контакте с двумя смежными краями базового элемента.
Изделие может включать элемент, который присоединен к плакирующему покрытию из наплавленного металла. Элемент мог бы представлять собой конструктивный элемент любого типа, например, патрубок или вспомогательную деталь. Однако в случае, что базовый слой представляет собой часть корпуса ядерного реактора, элемент может представлять собой балку. Как правило, элемент приваривают к плакирующему покрытию из соответствующего изобретению наплавленного металла. В этом случае элемент приваривают соответствующим изобретению сварочным материалом.
Сварочный материал типично находится в форме ленты, которая может иметь любые длину и ширину. Как правило, лента имеет ширину 30–120 мм, например, 30, 60, 80, 90 или 120 мм. Если должны быть покрыты обширные поверхности, предпочтительным является применение ленты с большей шириной, поскольку поверхность может быть покрыта за меньшее число проходов. Сварочный материал также может быть в форме проволоки, то есть имеющим круглое поперечное сечение. Проволока может иметь любой диаметр, например 1,2–2,4 мм. Преимущество применения проволоки состоит в том, что могут быть покрыты наплавленным металлом труднодоступные места, такие как внутри углов.
МЕТОДЫ ИЗМЕРЕНИЯ
Количество ферритной фазы в наплавленном металле определяют с помощью диаграммы структуры WRC-92. В этом методе определяют химический состав наплавленного металла, и затем используют диаграмму WRC-92 для определения ферритной фазы.
Химический состав сварочного материала или наплавленного металла может быть проанализирован рентгеновской спектрометрией или методами мокрого химического анализа.
Испытательные образцы для определения феррита и химического состава, и испытания устойчивости к коррозии готовят следующим образом:
Готовят лист углеродистой стали с содержанием углерода максимально 0,25% по весу. Лист может иметь любые размеры. Наплавленный металл наносят расплавлением сварочного материала в условиях дуговой сварки под флюсом под слоем расплавленного флюса типа Sandvik 10SWQ или другого подходящего флюса. Нанесенное сваркой покрытие должно иметь высоту по меньшей мере 16 мм, по измерению от поверхности стальной пластины, чтобы обеспечить то, что поверхность стали не загрязняет наплавленный металл в верхней части наплавленного металла.
Из верха наплавленного металла вырезают тонкий шлиф параллельно поверхности стального листа, причем шлиф должен иметь максимальную толщину 7 мм.
Из шлифа наплавленного металла отбирают образец и используют для анализа химического состава стали с помощью рентгеновской спектрометрии. Химический состав наплавленного образца после этого может быть использован для определения содержания феррита в образце с использованием диаграмм WRC-92.
Испытание на коррозионную стойкость может быть выполнено по методу Штрауса (стандарт ASTM-A262, Метод Е). При этом образцы подвергают воздействию кипящего раствора 6% сульфата меди и 16% серной кислоты с металлической медью. Образец выдерживают при кипении с продолжительностью испытания в течение 24 часов. После этого образцы изгибают на угол изгиба 180° и готовят для светолучевой микроскопии, то есть прошлифовывают и протравливают. После этого образцы визуально обследуют в световом микроскопе на наличие трещин, обусловленных воздействием межзеренной коррозии. Если трещины не видны, образцы считаются удовлетворяющими требованиям коррозионной стойкости. Образцы могут быть подвергнуты «сенсибилизации» перед кипячением, чтобы инициировать образование выделившихся фаз карбидов хрома. Сенсибилизацию выполняют нагреванием образцов до температуры 675°С+5°С в течение 1 часа, и затем оставляют образцы охлаждаться на воздухе.
ПРИМЕРЫ
Соответствующий изобретению сварочный материал дополнительно описан следующими неограничивающими примерами:
В первом примере соответствующий изобретению сварочный материал (INV1) и сравнительный сварочный материал (СР1) приготовили традиционными способами производства стали. Состав соответственного сварочного материала, в % по весу, показан в таблице 1:

Традиционные способы производства стали, которыми были изготовлены сварочные материалы, включали:
Плавление сырьевого материала в электродуговой печи – рафинирование в аргоно-кислородном (AOD) конвертере – литье в слитки – горячую прокатку – холодную прокатку с образованием полосы, и, наконец, разрезание полосы на ленты с размерами 60×0,4 мм.
Ленты каждого соответствующего сварочного материала затем нанесли в качестве наплавленного плакирующего покрытия на отдельные листы из углеродистой стали типа SA508 Gr. 1. Материал INV и СР1 нанесли на две отдельных поверхности.
Плакирующие покрытия нанесли дуговой сваркой под флюсом в сварочном автомате типа ESAB с источником питания 1600 LAF. Плакирующее покрытие из INV наплавили под слоем расплавленного флюса типа Sandvik 10SWQ, который имеет состав из 24% SiO2, 30% Al2O3, 25% СаО+MgO и 12% F. Плакирующее покрытие из СР1 наплавили под слоем расплавленного флюса типа Sandvik 10SWC, который имеет состав, подобный составу Sandvik 10SWQ.
На каждую стальную подложку нанесли три слоя наплавленного металла. Слои были приблизительно 5,5 мм толщиной, и были нанесены один поверх другого. Плакирующие покрытия на первой поверхности оставили в состоянии как сразу после сварки, и плакирующие покрытия на второй поверхности подвергли послесварочной термической обработке (PWHT) нагреванием плакирующего покрытия при температуре 610ºС в течение периода времени 40 часов. Две испытательных ленты вырезали из самого верхнего слоя плакирующих покрытий на каждой стальной подложке. Испытательные ленты отрезали параллельно поверхности базового слоя.
Образцы для измерения химического состава отобрали из испытательных лент.
Состав наплавленного металла из INV1 и СР1 определяли рентгеновской спектроскопией и методами мокрого химического анализа. Наплавленные металлы имели следующий состав:
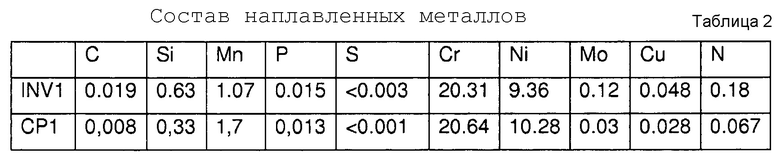
На основе химического состава наплавленного металла определили содержание феррита в каждой испытательной ленте INV1 и СР1 с помощью диаграмм WRC-92. Плакирующее покрытие INV1 из соответствующего изобретению наплавленного металла имело содержание феррита 12%, с остальным количеством из аустенита. Сравнительный наплавленный металл СР1 имел содержание феррита 8,6%.
Из испытательных лент каждого наплавленного металла INV1, СР1 также изготовили испытательные стержни для испытания на растяжение. Испытательные стержни имели размеры 12,50×50 мм, в соответствии со стандартом AWS B4.0 испытания на растяжение. Из соответствующего изобретению наплавленного металла и сравнительного наплавленного металла изготовили по четыре испытательных стержня, соответственно. Испытательные стержни были обозначены как INV1.1 - INV1.4, и СР1.1 – СР1.4.
Испытательные стержни подвергли испытанию на растяжение согласно стандарту AWS B4.0 при комнатной температуре (20°С). Определили параметры максимального напряжения (RM) и относительного удлинения (%).
В испытаниях на растяжение были получены следующие результаты:
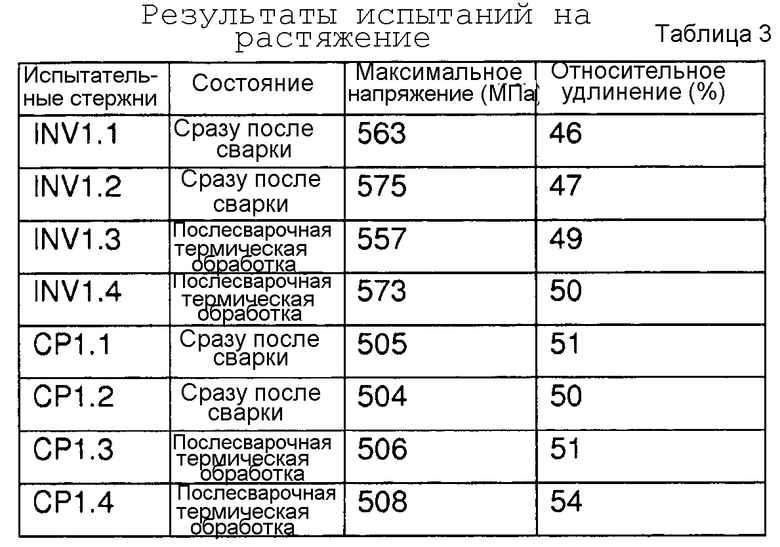
Из таблицы 3 очевидно, что соответствующий изобретению материал INV1 проявляет более высокое напряжение по сравнению с традиционным материалом СР1. Высокий предел прочности при растяжении соответствующего изобретению наплавленного металла является хорошей мерой его прочности и его способности поддерживать компоненты, которые были присоединены к наплавленному плакирующему покрытию, выполненному из соответствующего изобретению сварочного материала. Предел прочности при растяжении соответствующего изобретению наплавленного металла является достаточным для применения в качестве материала плакирующего покрытия в корпусах современных ядерных реакторов. Из испытаний на растяжение также можно сделать вывод, что соответствующий изобретению наплавленный металл имеет высокий предел прочности при растяжении, будучи подвергнутым послесварочной термической обработке (PWHT). Это является важной характеристикой, поскольку компоненты в ядерных реакторах часто подвергаются термической обработке после нанесения наплавленного плакирующего покрытия, чтобы снять напряжения в подложке из низколегированной или углеродистой стали, на которую нанесено наплавленное плакирующее покрытие.
Во втором примере выполнили дополнительные серии испытаний с образцами соответствующего изобретению сварочного материала. В этом примере изготовили шесть соответствующих изобретению сварочных материалов (INV2–INV7) и нанесли в качестве наплавленного металла дуговой сваркой под флюсом, как было описано в первом примере. Составы сварочных материалов и полученных наплавленных металлов проанализировали, как описано в первом примере, и определили количество феррита в наплавленных металлах с использованием диаграмм WRC-92. Составы соответствующих сварочных материалов и наплавленных металлов, а также количество феррита в наплавленном металле показаны в таблицах 4 и 5. Как можно видеть в таблицах 4 и 5, размеры лент сварочного материала и наплавленного металла отличаются от первого примера. Обоснование этому состоит в том, что ленты сварочного материала для INV2–INV7 были изготовлены с размерами имеющихся в продаже на рынке продуктов. Как считается, это различие не влияет на свойства конечного наплавленного металла. Содержание феррита в испытательных образцах варьировало от 7–12% по объему. Наибольшее количество феррита было измерено в образцах INV2 и INV7, 11 и 12 соответственно. Наименьшие количества феррита были измерены в образцах INV3 и INV5, которые имели содержание феррита 7% по объему. Причина вариации содержания феррита состоит в зависимости от вариаций химического состава образцов.
Образцы наплавленного металла из INV2–INV7 подвергли испытанию на механические свойства согласно стандарту AWS B4.0 при комнатной температуре (20ºС). Определили параметры максимального напряжения (RM) и относительного удлинения (%). В дополнение к этому образцы, отобранные из наплавленного металла из INV2 – INV7, подвергли испытанию на коррозионную стойкость согласно методу Штрауса (стандарт ASTM-A262, процедура Е), включая сенсибилизацию. Таблица 6 показывает результаты механического и коррозионного испытания.
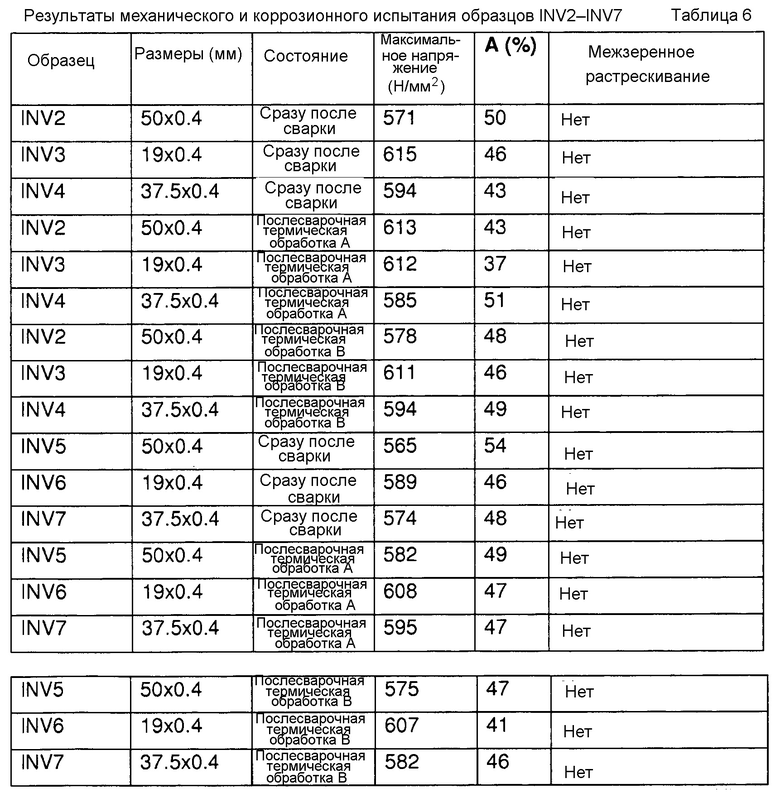
Как можно видеть в таблице 6, все соответствующие изобретению образцы INV2–INV7 проявляют очень хороший предел прочности при растяжении как в состоянии сразу после сварки, так и после подвергания послесварочной термической обработке. Измеренные значения в отношении механических характеристик согласуются со значениями первого испытания. В отношении устойчивости к коррозии, ни один из образцов INV2–INV7 не показал каких-либо признаков межзеренного растрескивания в испытании Штрауса. Поэтому можно заключить, что соответствующий изобретению сварочный материал образует наплавленный металл с высокой механической прочностью и хорошей коррозионной стойкостью. Послесварочную термическую обработку (PWHT) выполняли при температуре 595-620ºС. Образцы, маркированные «PWHT А», были подвергнуты термической обработке в течение 16 часов. Образцы, маркированные «PWHT В», были подвергнуты термической обработке в течение 40 часов. Результаты показывают, что механические характеристики равным образом являются высокими для образцов, обработанных в режимах PWHT А и PWHT В. Это является положительным фактором, поскольку режим «PWHT В» часто используют в ядерных реакторах, тогда как режим «PWHT А» может быть использован в других вариантах применения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СВАРНОЕ СОЕДИНЕНИЕ, ОБРАЗОВАННОЕ МЕТАЛЛОМ СВАРНОГО ШВА НА ОСНОВЕ НЕРЖАВЕЮЩЕЙ СТАЛИ ДЛЯ СВАРИВАНИЯ СТАЛЬНОГО ЛИСТА, ИМЕЮЩЕГО ПОКРЫТИЕ ИЗ СПЛАВА НА ОСНОВЕ ЦИНКА | 2006 |
|
RU2410221C2 |
| СВАРОЧНАЯ ПРОВОЛОКА С ФЛЮСОВОЙ СЕРДЦЕВИНОЙ, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И ЕЕ ПРИМЕНЕНИЯ | 2012 |
|
RU2592648C2 |
| СВАРОЧНАЯ ПРОВОЛОКА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ С ФЛЮСОВЫМ СЕРДЕЧНИКОМ ДЛЯ СВАРКИ ОЦИНКОВАННОГО СТАЛЬНОГО ЛИСТА И СПОСОБ ДУГОВОЙ СВАРКИ ОЦИНКОВАННОГО СТАЛЬНОГО ЛИСТА С ПРИМЕНЕНИЕМ УКАЗАННОЙ СВАРОЧНОЙ ПРОВОЛОКИ | 2009 |
|
RU2482947C2 |
| ЭЛЕКТРОДНАЯ ПРОВОЛОКА ДЛЯ СВАРКИ И НАПЛАВКИ | 1996 |
|
RU2100165C1 |
| НИЗКОЛЕГИРОВАННАЯ СТАЛЬ СВАРНОГО ШВА И СВАРОЧНАЯ ПРОВОЛОКА С ФЛЮСОВЫМ СЕРДЕЧНИКОМ | 2006 |
|
RU2322529C2 |
| Порошковая проволока для сварки среднелегированных высокопрочных сталей | 2023 |
|
RU2820636C1 |
| КЕРАМИЧЕСКИЙ ФЛЮС ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ И НАПЛАВКИ | 2012 |
|
RU2493945C1 |
| СВАРОЧНАЯ ПРОВОЛОКА ДЛЯ СВАРКИ И НАПЛАВКИ РАЗНОРОДНЫХ СТАЛЕЙ | 2010 |
|
RU2443529C1 |
| НАПЛАВЛЯЕМЫЙ МАТЕРИАЛ ДЛЯ СВАРКИ, НАПЛАВЛЕННЫЙ МЕТАЛЛ И ДЕТАЛЬ С НАПЛАВЛЕННЫМ МЕТАЛЛОМ | 2011 |
|
RU2536016C1 |
| Состав сварочной проволоки | 1983 |
|
SU1139599A1 |
Изобретение относится к сварке, а именно к изготовлению сварного изделия, и может быть использовано при изготовлении корпусов ядерных реакторов. Способ изготовления сварного изделия включает нанесение сварочного материала на базовый стальной материал и проведение наплавки. Наносят сварочный материал из аустенитно-ферритной нержавеющей стали, содержащей, вес.%: С ≤0,02, Si ≤0,45, Mn 1,60-2,0, P ≤0,03, S ≤0,03, Cr 18,5-25, Ni 8,5-10,5, Mo ≤0,75, Co ≤0,2, Cu ≤0,75, N 0,12-0,3, Fe и неизбежные примеси – остальное. Наплавку осуществляют дуговой сваркой под флюсом с получением наплавленного металла из аустенитно-ферритной нержавеющей стали, содержащей, вес.%: С ≤0,02, Si ≤0,75, Mn 0,6-1,2, P ≤0,034, S ≤0,032, Cr 18,5-25, Ni 8,5-10,5, Mo ≤0,75, Co ≤0,2, Cu ≤0,75, N 0,14-0,32, Fe и неизбежные примеси – остальное, и имеющей структуру, состоящую из 5-15 об.% феррита и 85-95 об.% аустенита. Сварное изделие обладает высокими значениями прочности и устойчивости к коррозии. 2 н. и 9 з.п. ф-лы, 5 табл.
1. Способ изготовления сварного изделия, включающий нанесение сварочного материала на базовый стальной материал и проведение наплавки, отличающийся тем, что наносят сварочный материал из аустенитно-ферритной нержавеющей стали, содержащей, вес.%: С ≤0,02, Si ≤0,45, Mn 1,60-2,0, P ≤0,03, S ≤0,03, Cr 18,5-25, Ni 8,5-10,5, Mo ≤0,75, Co ≤0,2, Cu ≤0,75, N 0,12-0,3, Fe и неизбежные примеси - остальное,
наплавку осуществляют дуговой сваркой под флюсом с получением наплавленного металла из аустенитно-ферритной нержавеющей стали, содержащей, вес.%: С ≤0,02, Si ≤0,75, Mn 0,6-1,2, P ≤0,034, S ≤0,032, Cr 18,5-25, Ni 8,5-10,5, Mo ≤0,75, Co ≤0,2, Cu ≤0,75, N 0,14-0,32, Fe и неизбежные примеси - остальное,
и имеющей структуру, состоящую из 5-15 об.% феррита и 85-95 об.% аустенита.
2. Способ по п. 1, отличающийся тем, что содержание Cr в сварочном материале составляет 18,5-21,5 вес.%.
3. Способ по п. 2, отличающийся тем, что содержание Cr в сварочном материале составляет 20-21 вес.%.
4. Способ по п. 1, отличающийся тем, что содержание Ni в сварочном материале составляет 9-10 вес.%.
5. Способ п. 1, отличающийся тем, что содержание N в сварочном материале составляет 0,12-0,14 вес.%.
6. Сварное изделие, содержащее базовый стальной материал и наплавленный металл, отличающееся тем, что оно изготовлено способом по любому из пп. 1-6.
7. Сварное изделие по п. 6, отличающееся тем, что структура наплавленного металла включает 8-12 об. % феррита и 88-92 об. % аустенита.
8. Сварное изделие по п. 6, отличающееся тем, что содержание N в наплавленном металле составляет 0,14-0,18 вес.%.
9. Сварное изделие по п. 6, отличающееся тем, что содержание Cr в наплавленном металле составляет 18,5-21,5 вес.%.
10. Сварное изделие по п. 6, отличающееся тем, что содержание Ni в наплавленном металле составляет 9-10 вес.%.
11. Сварное изделие по любому из пп. 6-10, отличающееся тем, что наплавленный металл в состоянии после сварки имеет предел прочности при растяжении 563-575 МПа.
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| СОСТАВ СВАРОЧНОЙ ПРОВОЛОКИ | 2007 |
|
RU2346797C1 |
| СВАРОЧНАЯ ПРОВОЛОКА ДЛЯ СВАРКИ И НАПЛАВКИ ДЕТАЛЕЙ ИЗ РАЗНОРОДНЫХ СТАЛЕЙ | 2010 |
|
RU2443530C1 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |

