I
Изобретение относится к области оборудования для уплотнения термолабильных порошковых материалов методом вальцевания, в частности для уплотнения стекольных шихт прессованием на валковых прессах.
Целью изобретения является увеличение производительности, повьшгёние долговечности узла и улучшение качества брикетов.
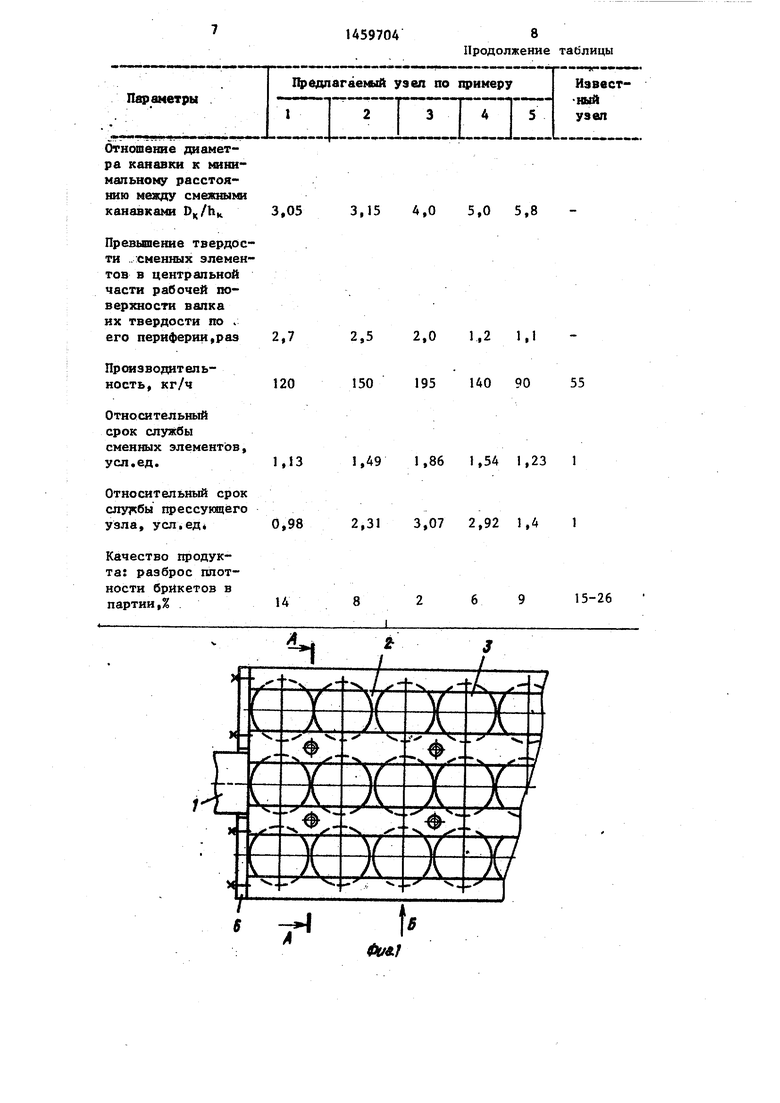
На фиг.1 показан прессунищй узел гранулятора в замкнутом (рабочем)
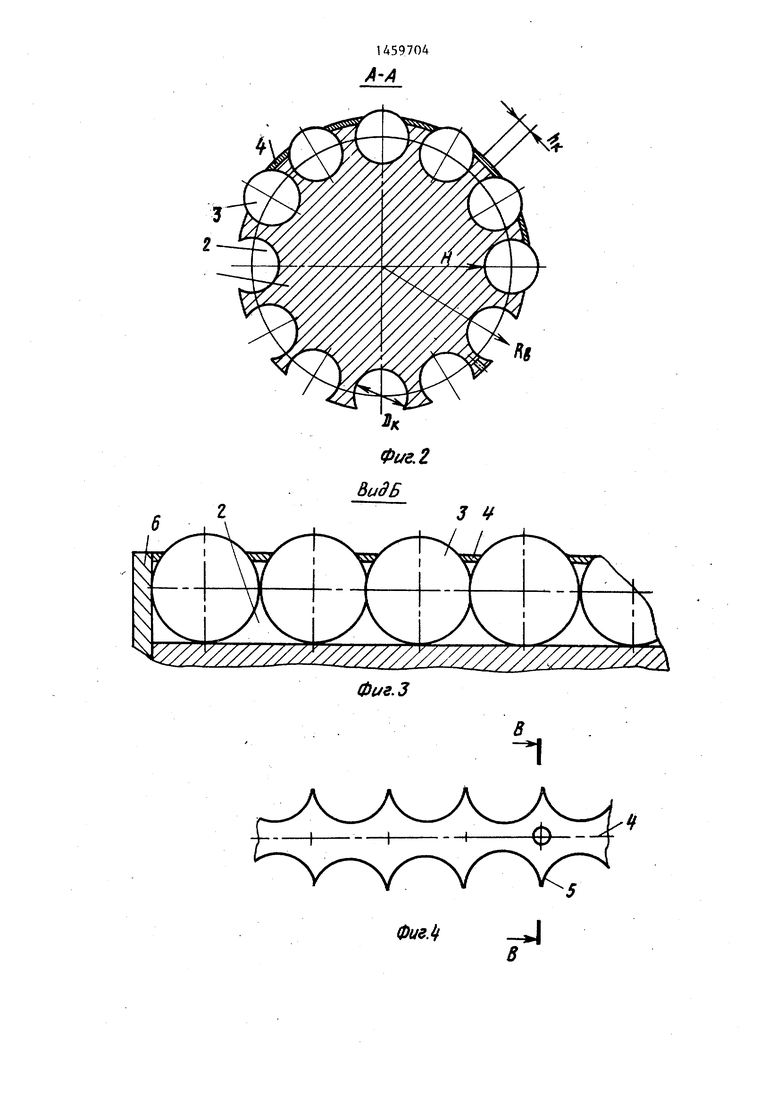
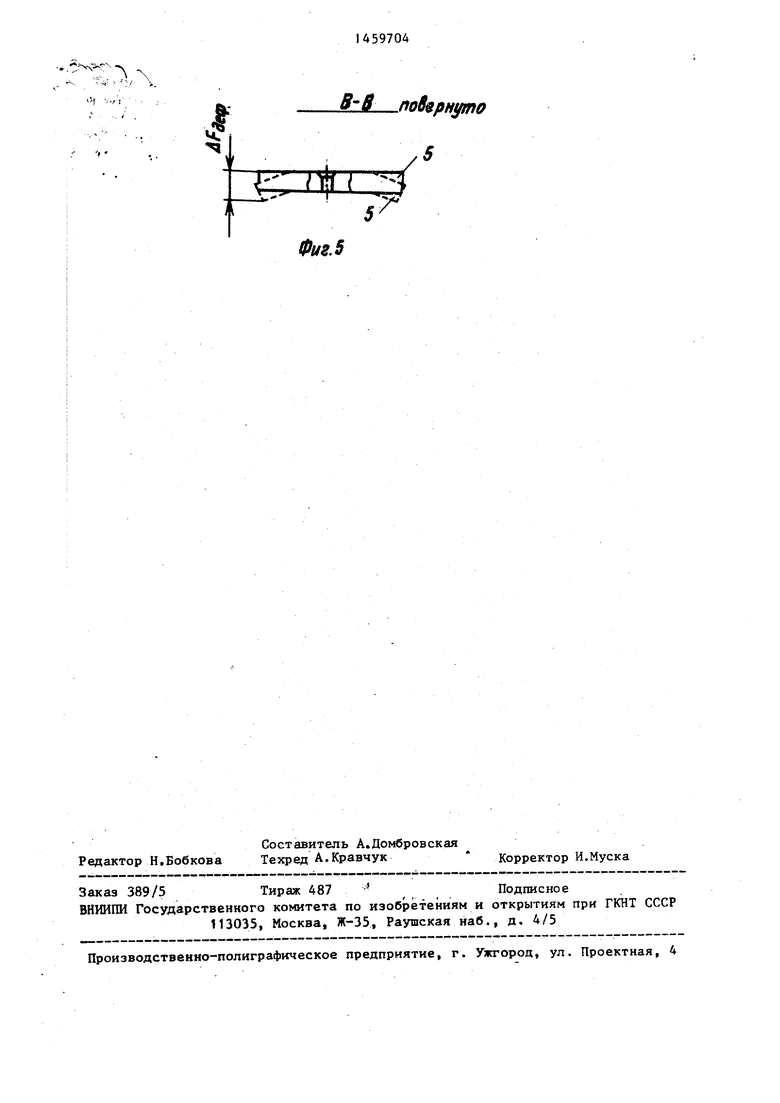
состоянии, общий вид; на фиг.2 - сечение А-А на фиг.1; на фиг.З - вид Б на фиг.1; на фиго4 - фиксирующие пластины с упругими выступами, вид . сверху; на фиг,5 - сечение В-В на фиг,А (в исходном положении и в мо- мент уплотнения порошка),
Прессукадий узел гранулятора для получения брикетов содержит цилиндрические валки 1, установленные с возможностью вращения навстречу один другому, съемные элементы и средства
ИХ крепления на поверхности валков I. Поверхность- валков 1 выполнена с продольными канавками 2 цилиндрической формы, расположенными по поверхности на равном расстоянии друг .QT друга. Съемные элементы выполнены в виде сферических .тел 3, установленных в канавках 2 и имеющих ; диаметр, равный диаметру цилиндричес ких канавок 2. Средства крепления съемных элементов выполнены в виде ;пластин 4 из упругого материала, ук- репленных между канавками 2 и имею- ;щих выступы 5 для фиксации сферичес- I ких теп 3 и колец 6, установленных на торцовых поверхностях валков 1. Отношение радиуса валков 1 к мини- Мальному расстоянию дна канавок 2 ;ОТ оси валков 1 составляет 1,15- ,55, отношение диаметра цилиндри- 1ческих канавок 2 к минимальному рас- i-cTfOHHHK) между смежными канавками 2 iравно 3,15-5. Твердость сферических ;тел 3, расположенных в центральной ;части валков 1, выше твердости тел 3 расположенных по периферии валков 1 в 1,2-2,5 раза.
Прессующий узел гранулятора работает следующим образом.
При вращении цилиндрических валков 1 порошковая шихты за счет увг. лекающего действия их рабочей поверхности , состоящей из сменных элементов в форме сферических тел, поступает в зазор. За счет давления в гидг росистеме (не показана) от 10 до 150 МПа и наличия подпорных гидроциИз таблицы видно, что наилучшие 30 результаты по увеличению производительности прессующего уяла гранулятора, повьш1ению его долговечности и улучшению качества готового продукта получены в примерах 2-4, В 2g этих случаях производительность пре сугацего узла гранулятора в сравнении с известным возрастает в 3,4 ра за (Rg 260 мм), его долговечност увеличивается почти в 3 раза, а калиндров (не показаны) шихта уппотня- 40 чество готового продукта повьш ает- ю ,
материала н
1Д59704 4
деление зтлотненного отдельные брикеты.
Фиксирующие пластины 4 с упруги- ми выступами 5 изготовлены из пружинной стали, В качестве сферических тел 3 используют продукцию шарикоподшипниковой промышленности.
5
Отношение радиуса Кд валка 1
0
к минимальному расстоянию Н дна канавки 2 от оси валка I и отношение П,/Ьц диаметра П канавки 2 к минимальному расстоянию h между смежными канавками 2 составляют 1,15-1,55 и 3,15-5 соответственно.
Твердость сферических тел 3 сменных элементов в центральной части рабочей поверхности валка npesbmia- ет их твердость по его периферии в 1,2-2,5 раза.
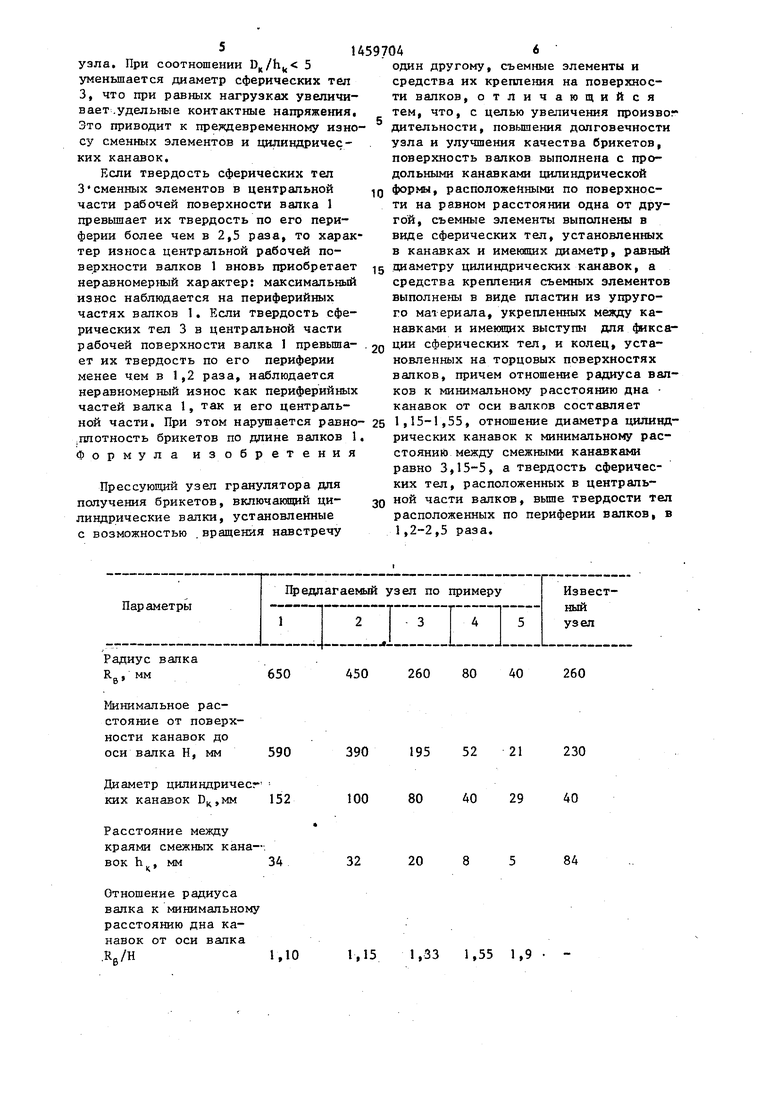
Указанные соотношения определены экспериментальным путем, В таблице представлены варианты исполнения - прессующего узла гранулятора с раз- 5 личными соотношениями , и Rg/H, разной твердостью и даны технические характеристики их в сравнении с известным.
Из таблицы видно, что наилучшие 0 результаты по увеличению производительности прессующего уяла гранулятора, повьш1ению его долговечности и улучшению качества готового продукта получены в примерах 2-4, В g этих случаях производительность прес- сугацего узла гранулятора в сравнении с известным возрастает в 3,4 раза (Rg 260 мм), его долговечность увеличивается почти в 3 раза, а ка
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения цилиндрических заготовок | 1985 |
|
SU1243871A1 |
| Способ гранулирования порошков и оборудование для его осуществления | 2015 |
|
RU2613917C2 |
| Способ гранулирования порошков и устройство для его осуществления | 2019 |
|
RU2696468C1 |
| РАЗБОРНОЕ БУРОВОЕ ШАРОШЕЧНОЕ ДОЛОТО СО СМЕННЫМИ ШАРОШКАМИ И ИЗМЕНЯЮЩИМИСЯ ОСЯМИ СЕКЦИЙ ЛАП | 2010 |
|
RU2433244C1 |
| РЕЖУЩАЯ ПЛАСТИНА | 2003 |
|
RU2247632C1 |
| Устройство для подачи полосового и ленточного материала в зону обработки | 1983 |
|
SU1199377A1 |
| Инструмент для раскатки круглых заготовок | 1977 |
|
SU711732A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОФИЛИРОВАННЫХ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2006 |
|
RU2325449C2 |
| ПУСТОТООБРАЗОВАТЕЛЬ УСТАНОВКИ ДЛЯ ФОРМИРОВАНИЯ КЕРАМИЧЕСКОГО ОБЛИЦОВОЧНОГО ИЗДЕЛИЯ (ВАРИАНТЫ) | 2007 |
|
RU2360794C1 |
| Ротный гранулятор для пастообразных материалов | 1978 |
|
SU768449A1 |
Изобретение относится к оборудованию для уплотнения термолабиль- ных порошковых материалов, в частности для уплотнения стекольных шихт, и может быть использовано на предприятиях по производству стекловолокна и других стеклоизделий. Цель - увеличение производительности, повьше- ние долговечности узла и улучшение качества брикетов. Поверхность валков прессунядего узла выполнена с , продольными канавками цилиндрической формы, расположенными по поверхности на равном расстоянии друг от друга, съемные элементы выполнены в виде сферических тел, установленных в канавках и имеющих диаметр, равный диаметру цилиндрических канавок , а средства крепления съемных элементов выполнены в виде пластин из упругого материала, укрепленных между канавками и имеющих выступы для фиксации сферических тел, и колец, установленных на торцовых поверхностях валков, причем отношение радиуса валков к минимальному расстоянию дна канавок от оси валков составляет 1,15-1 ,55, отношение диаметра цилиндрических канавок к минимальному расстоянию между смежными канавками равно 3,15-5, а твердость сферических тел, расположенных в центральной части валков, вьш1е твердости тел, расположенных по периферии валков, в 1,2 - 2,5 раза. 5 ил., 1 табл. с tt (Л ел «
ется в плотные и прочные брикеты. При этом упругие выступы 5 фиксирую-, щих пластин 4 за счет распорных усилий деформируются в радиальном направлении вовнутрь канавок 2 на величину, равную О, 1-0,95 Q „, где Q - толщина фиксирующей пластины 4. При вращении валков 1 предварительно сжатые в момент формирования структуры брикета упругие выступы 5 разгружаются выпрямпя- ются) , т,е, возвращаются в исходное (йРдеа, QHA положение. Усилие, воз- никакхцее при возврате в исходное положение упругих выступов 5 фиксирующей ппастины 4, создает дополнительный эффект для отделения rotoBO- го брикета от рабочей поверхности валков 1 и обеспечивает легкое разся в 4-6 раз. В примерах 1 и 5 наблюдается снижение указанных параметров.
При соотношении Rg/H 1,55 не g обеспечивается необходимая жесткость фиксации сферических тел 3 в цилиндрических канавках 2 и недостаточно полно проявляются упругие свойства выступов 5 фиксирукщих пластин 4, При 1,15 увеличиваются габариты вала 1, значительно ухудшается равноплотность брикетов по обьему за счет увеличения объема единичного брикета.
При соотношении 3,15 для получения равноплотного готового продукта приходится увеличивать число цилиндрических канавок 2, а значит и усложнять конструкцию прессующего
0
5
узла. При соотношении 5 уменьшается диаметр сферических тел 3, что при равных нагрузках увеличивает .удельные контактные напряже гая, Это приводит к преждевременному износу сменных элементов и цилиндрических канавок.
Если твердость сферических тел 3 сменных элементов в центральной части рабочей поверхности валка 1 превьшает их твердость по его периферии более чем в 2,5 раза, то характер износа центральной рабочей по145
верхности валков 1 вновь приобретает д диаметру цилиндрических канавок, а
неравномерный характер: максимальный износ наблюдается на периферийных частях валков 1. Если твердость сферических тел 3 в центральной части
средства креппения съемных элементов выполнены в виде пластин из упругого материала, укрепленных между канавками и имеющих выступы для фиксаг рабочей поверхности валка 1 превьш1а- . 2Q ции сферических тел, и колец, устает их твердость по его периферииновленных на торцовых поверхностях менее чем в 1,2 раза, наблюдается вапков, причем отношение радиуса вал- неравномерный износ как периферийныхков к минимальному расстоянию дна частей валка 1, так и его централь-канавок от оси валков составляет ной части. При этом нарушается равно- 25 1,15-1,55, отношение диаметра цилинд- ,ппотность брикетов по дпине вапков 1. рических канавок к минимальному расФормула изобретения
Прессующий узел гранулятора для получения брикетов, включающий цилиндрические валки, установленные с возможностью .вращения навстречу
590
390195 52 21
Диаметр цилиндричес- ких канавок D|,MM 152
1008040 29
Расстояние между краями смежных кана-. вок 11„, мм34
32
1,10
1,15 1,33 1,55 1,9
, о14597046
один другому, съемные элементы и средства их креппения на поверхности валков, отличающийся
тем, что, с целью увеличения произвол дительности, повышения долговечности узла и улучшения качества брикетов, поверхность валков выполнена с продольными канавками цилиндрической формы, расположенными по поверхности на равном расстоянии одна от другой, съемные элементы выполнены в виде сферических тел, установленных в канавках и имеющих диаметр, равный
стоянию между смежными канавками равно 3,15-5, а твердость сферических тел, расположенных в централь- 3Q ной части вапков, вьш1е твердости тел расположенных по периферии валков, в 1,2-2,5 раза.
230
40
2085
84
3,05
2,7
120
1,13
0,98
14
Цредпагаемый узел по примеру
3,15 4,0 5,0 5,8
2,52,0 1,2 1,1
150195 140 90
1,49 1,86 1,54 1,23
2,31 3,07 2,92 1,4
69
Иэввстный
узел
2,52,0 1,2 1,1
150195 140 9055
1,49 1,86 1,54 1,23 1
2,31 3,07 2,92 1,4 1
69
15-26
i /7///// ZZy///
фуг. 3
.В
Фиг.it
-J
8
uT n
S Sповернуто
S
У
I- m / л
Л.I -«j
7
i/f.5
У
-«j
7
| Устройство для сравнения однополярных напряжений | 1981 |
|
SU970308A1 |
| Капельная масленка с постоянным уровнем масла | 0 |
|
SU80A1 |
