Группа изобретений относится к устройствам для изготовления облицовочных строительных материалов, а именно к вариантам конструкции пустотообразователя, предназначенного для изготовления керамических изделий со сквозными отверстиями (пустотами), используемых для получения облицовочных плиток строительных конструкций.
Из уровня техники известны пустотообразователи, повторяющие форму отверстий, получаемых в пустотелых блоках, содержащие сменные элементы из твердого материала для уменьшения износа боковой поверхности пустотообразователя под воздействием сил трения прессуемой массы (см., например, SU 612794 А, 30.04.1983 [1]).
Однако такой пустотообразователь не обеспечивает качественное разделение получаемых блоков после их изготовления.
Для облегчения разделения блоков используют нарезание канавок (бороздок) внутри формируемых сквозных отверстий, обеспечивающих бездефектное разделение изделий. Такие канавки формируют одновременно со сквозными отверстиями с помощью режущих элементов, которыми оснащены пустотообразователи.
Наиболее близким аналогом предлагаемого решения является пустотообразователь установки для формирования керамического изделия в виде брикета, содержащий корпус, форма которого соответствует форме сквозного отверстия в керамическом изделии, и элементы для формирования канавок в стенках сквозного отверстия (см. описание к полезной модели RU 24686 U1, 20.08.2002 [2]).
Пустотообразователь, раскрытый в [1], выполнен в виде стержня, форма которого повторяет в поперечном сечении форму получаемого отверстия, а элементы для образования канавок выполнены в виде ножей, закрепленных на стержне.
Недостатком пустотообразователя [2] является необходимость полной замены устройства при изменении размеров его режущих частей в результате их износа, а также низкое качество получаемых керамических изделий и большой процент брака при разделении брикета, поскольку находящиеся непосредственно в камере прессования выступающие элементы создают высокое сопротивление прохождению формующей массы, что иногда приводит к отрыву перегородок между отверстиями от основного массива брикета при движении глиняного бруса из фильеры. В результате чего перегородки в брикете приходится выполнять достаточно широкими, что приводит к увеличению массы как самого брикета, так и получаемых из него отходов.
Техническим результатом заявленного решения для обоих вариантов пустотообразователя является повышение надежности, долговечности и ремонтоспособности предлагаемых конструкций пустотообразователей благодаря их выполнению разборными путем обеспечения возможности замены быстроизнашиваемых их частей без полной выбраковки пустотообразователя, а также улучшение качества получаемых с помощью заявленных конструкций пустотообразователей изделий, в частности, благодаря обеспечению получения в отверстиях керамического изделия канавок гарантированной оптимальной глубины.
Приведенный технический результат достигается благодаря тому, что согласно обоим вариантам изобретения пустотообразователь установки для формирования керамического облицовочного изделия в форме удлиненного бруска или брикета содержит корпус, включающий рабочую часть, выполненную с возможностью формирования в брикете сквозных отверстий, и средство для образования в стенках этих отверстий канавок, облегчающих разделение брикета на плитки.
Согласно первому варианту указанное средство выполнено в виде съемной пластины, закрепленной непосредственно на торце рабочей части корпуса и имеющей форму этого торца. В отверстиях, образованных на боковых сторонах съемной пластины, друг напротив друга установлены две пары выполненных съемными и регулируемыми по длине выступающих элементов в виде ножей.
Съемная пластина и выступающие элементы выполнены из износостойкого твердосплавного материала.
Согласно второму варианту изобретения средство для образования в стенках отверстий изделия (брикета) канавок, облегчающих разделение брикета на плитки, выполнено в виде съемной пластины, имеющей прямоугольную форму с образованными в угловых ее участках выступами и закрепленной на торце рабочей части корпуса через дистанционный элемент, например втулку.
Съемная пластина в этом варианте пустотообразователя целиком выполнена из износостойкого твердосплавного материала.
Дополнительный технический результат, обеспеченный первым вариантом выполнения пустотообразователя, заключается в возможности регулирования глубины канавок и гарантирования их глубины за счет обеспечения возможности выдвижения и фиксации в заданном положении выступающих элементов вплоть до максимального их износа.
По второму варианту выполнения пустотообразователя съемная пластина установлена на корпусе с помощью дистанционной втулки, при этом элементы для формирования канавок выполнены на упомянутой пластине.
Дополнительный технический результат, обеспеченный вторым вариантом выполнения пустотообразователя, заключается в облегчении нарезания канавок в стенке за счет снижения сопротивления прохождения формуемой массы через фильеру и гарантировании их оптимальной глубины.
Такое выполнение пустотообразователя позволяет разместить съемную пластину за камерой прессования и нарезать канавки в полостях уже отформованного брикета, что помогает избежать отрыва перегородок при формовании полостей и уменьшить их толщину при сохранении жесткости брикета.
Выполнение пластины съемной и закрепляемой на рабочей части корпуса пустотообразователя с помощью механических средств, таких как гайки, винты и т.п., позволяет производить ее замену при износе без замены всего корпуса пустотоообразователя.
Изобретение поясняется чертежами.
На фиг.1 представлена конструкция пустотообразователя по первому варианту его выполнения.
На фиг.2 представлен конструкция пустотообразователя по второму варианту его выполнения.
На фиг.3 показана схема размещения первого варианта пустотообразователя в камере прессования.
На фиг.4 показана схема размещения второго варианта пустотообразователя относительно камеры прессования.
На рабочей части 1 корпуса пустотообразователя закреплена съемная пластина 2, которая снабжена крепежным элементом в виде гайки 3 для ее соединения с торцом рабочей части 1 корпуса пустотообразователя, по первому варианту непосредственно на торцовой поверхности корпуса 1 (фиг.1), а по второму варианту - через дистанционную втулку 4 (фиг.2). Пластина 2 снабжена выступающими элементами 5 для формирования канавок в стенках сквозного отверстия получаемого изделия, по первому варианту элементы 5 выполнены съемными и механически закреплены в отверстиях пластины с помощью крепежных средств в виде винтов 6, а по второму варианту - выполнены зацело с пластиной.
Согласно изображенному на фиг.2 варианту пустотообразователя пластина 2 выполнена из твердосплавных металлов, например материала ВК-8, то же относится к выполнению выступающих элементов 5 на фиг.1, при этом пластина 2 для изображенного на этой фигуре варианта пустотообразователя может выполняться из менее твердого, но в то же время износоустойчивого материала, например закаленной стали марки СТ 45.
Из подготовленной формовочной массы в камере прессования ленточного пресса формуют керамические изделия с одновременным получением в каждом из них сквозных отверстий (пустот) с помощью пустотообразователя. В соответствии с первым вариантом предложенного решения нарезание канавок осуществляют в той же камере прессования (см. фиг.3), а согласно второму варианту выполнения пустотообразователя - за пределами камеры (см. фиг.4). На фиг.3 и 4 стрелками показано направление движения глиняной массы в камере прессования 7 фильеры 8. При прохождении этой массы через фильеру вначале осуществляется ее взаимодействие с формующей частью 9 рабочей части 1 корпуса пустотообразователя, после чего она взаимодействует со стабилизирующей частью 10 рабочей части 1 корпуса пустотообразователя, а затем, как было описано выше, происходит нарезание разделительных канавок. Оба предлагаемых варианта решений обеспечивают высокое качество нарезания разделительных канавок и получение максимального выхода из установки качественной продукции при разделении брикета на облицовочные плитки.
Кроме того, конструкция изображенного на фиг.1 пустотообразователя позволяет производить с помощью винтов 6 регулировку длины выступающих частей элементов 5 и соответственно регулировку глубины канавок в перегородках отверстий изделия вплоть до максимального износа этих элементов без замены дорогостоящих пустотоообразователей.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПУСТОТООБРАЗОВАТЕЛЬ УСТРОЙСТВА ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО ИЗДЕЛИЯ | 2007 |
|
RU2380224C2 |
| ПУСТОТООБРАЗОВАТЕЛЬ УСТАНОВКИ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО БРИКЕТА | 2009 |
|
RU2401734C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО ОБЛИЦОВОЧНОГО ИЗДЕЛИЯ И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ТАКИМ СПОСОБОМ | 2011 |
|
RU2456154C1 |
| КЕРАМИЧЕСКОЕ ИЗДЕЛИЕ ДЛЯ ПОЛУЧЕНИЯ ОБЛИЦОВОЧНЫХ ПЛИТОК СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ (ВАРИАНТЫ) | 2007 |
|
RU2347046C1 |
| КЕРАМИЧЕСКОЕ ИЗДЕЛИЕ ДЛЯ ОБЛИЦОВКИ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ | 1997 |
|
RU2132430C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТКИ ДЛЯ ОБЛИЦОВКИ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ И УСТРОЙСТВО РАЗДЕЛЕНИЯ ЗАГОТОВКИ ИЗ ХРУПКОГО МАТЕРИАЛА | 2001 |
|
RU2209727C2 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ПОРОШКООБРАЗНЫХ МАТЕРИАЛОВ | 1998 |
|
RU2147520C1 |
| АВТОМАТ ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ | 1969 |
|
SU247048A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО ИЗДЕЛИЯ ДЛЯ ОБЛИЦОВКИ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ И УСТРОЙСТВО ДЛЯ РАЗРЕЗАНИЯ БРУСА ИЗ ПЛАСТИЧНОЙ МАССЫ | 1999 |
|
RU2167761C2 |
| КОРОБКА ДЛЯ СКРЫТОГО МОНТАЖА САНИТАРНО-ТЕХНИЧЕСКИХ ЭЛЕМЕНТОВ | 2009 |
|
RU2518469C2 |
Изобретение относится к области изготовления керамических облицовочных изделий экструзией. Корпус пустотообразователя имеет рабочую часть, предназначенную для формирования сквозных отверстий в изделии, и средство для образования канавок в этих отверстиях, выполненное в виде съемной пластины с выступающими частями. Согласно первому варианту устройства эта пластина закреплена непосредственно на торце рабочей части корпуса, а в образованных на ее боковых сторонах отверстиях установлены съемные и регулируемые по длине выступающие элементы. Согласно второму варианту устройства эта пластина имеет прямоугольную форму с выступами, образованными в угловых ее участках, и закреплена на расстоянии от торца рабочей части корпуса. В этом варианте нарезание разделительных канавок осуществляется после образования пустот и вне зоны формующей камеры. Технический результат заключается в повышении долговечности и ремонтоспособности устройства, а также в улучшении качества изготавливаемых керамических изделий. 2 н. и 3 з.п. ф-лы, 4 ил.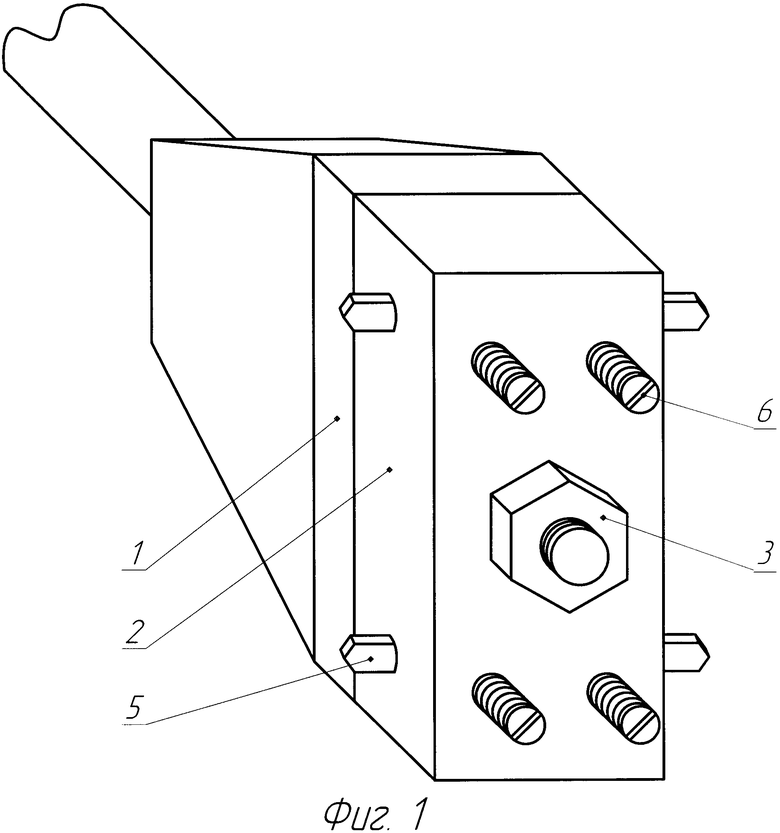
1. Пустотообразователь установки для формирования керамического облицовочного изделия, содержащий корпус, включающий рабочую часть, выполненную с возможностью формирования в изделии сквозных отверстий, и средство для образования в стенках этих отверстий канавок, облегчающих разделение изделия на плитки, выполненное в виде съемной пластины, закрепленной непосредственно на торце рабочей части корпуса и имеющей форму этого торца, при этом в отверстиях, образованных на боковых сторонах пластины, друг напротив друга установлены две пары выполненных съемными и регулируемыми по длине выступающих элементов.
2. Пустотообразователь по п.1, отличающийся тем, что съемная пластина и выступающие элементы выполнены из износостойкого материала.
3. Пустотообразователь по п.2, отличающийся тем, что выступающие элементы выполнены из твердосплавного материала.
4. Пустотообразователь установки для формирования керамического облицовочного изделия, содержащий корпус, включающий рабочую часть, выполненную с возможностью формирования в изделии сквозных отверстий, и средство для образования в стенках этих отверстий канавок, облегчающих разделение изделия на плитки, выполненное в виде съемной пластины с образованными в угловых ее участках выступами и закрепленной на торце рабочей части корпуса через дистанционный элемент.
5. Пустотообразователь по п.4, отличающийся тем, что съемная пластина выполнена из износостойкого твердосплавного материала.
| ТЕРМОБИМЕТАЛЛИЧЕСКОЕ РЕЛЕ | 1992 |
|
RU2041523C1 |
| JP 7186125 A, 25.07.1995 | |||
| ЛУНДИН М.Г | |||
| и др | |||
| Производство кирпича методом полусухого прессования | |||
| - М., 1958, с.86 | |||
| Держатель для скрипки при игре на ней | 1928 |
|
SU24686A1 |

