2,Инструмент по п.1, отличающийся тем, что на конической; поверхности вапка ныпотгаены концентричеокие канавки с шагом, равным О,О5-2,0 величины смещения оси вапка относительно оси матрицы. 3.Инструмент по п.1, отличающийся тем, что на конической поверхности вапка выгаэпнена спиральная 71 2 канавка с расстоянием между двумя соседними витками, равным О,О5-2,0 величины смещения оси ватша относительно оси матрицы. 4. Инструмент по пп.2 и 3, о т п и чающийся тем, что канавки ЕЫПОТ иены только на части конической поверхности валка.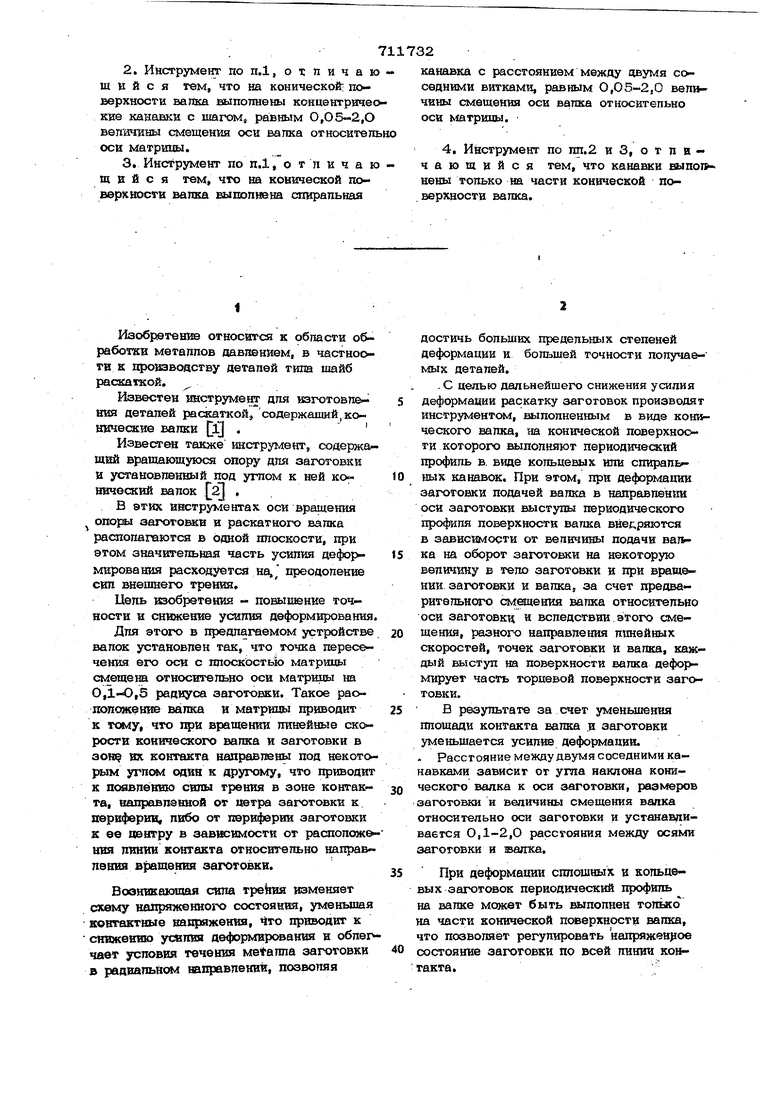
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения цилиндрических заготовок | 1985 |
|
SU1243871A1 |
| Устройство для раскатки осесимметричных изделий | 1984 |
|
SU1222376A1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАРУЖНЫХ КОЛЕЦ ШАРИКОПОДШИПНИКОВ | 1993 |
|
RU2036744C1 |
| Способ раскатки крупногабаритныхпРОфильНыХ КОлЕц | 1979 |
|
SU820999A1 |
| Способ получения колец из трубной заготовки | 1987 |
|
SU1493359A1 |
| Способ изготовления кольцевых заготовок раскаткой | 1982 |
|
SU1038033A1 |
| СПОСОБ КОМБИНИРОВАННОЙ РАСКАТКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2014 |
|
RU2567071C1 |
| Устройство для торцовой раскатки осесимметричных изделий | 1985 |
|
SU1291260A1 |
| Способ выдавливания зубьев на изделиях | 1977 |
|
SU940974A1 |
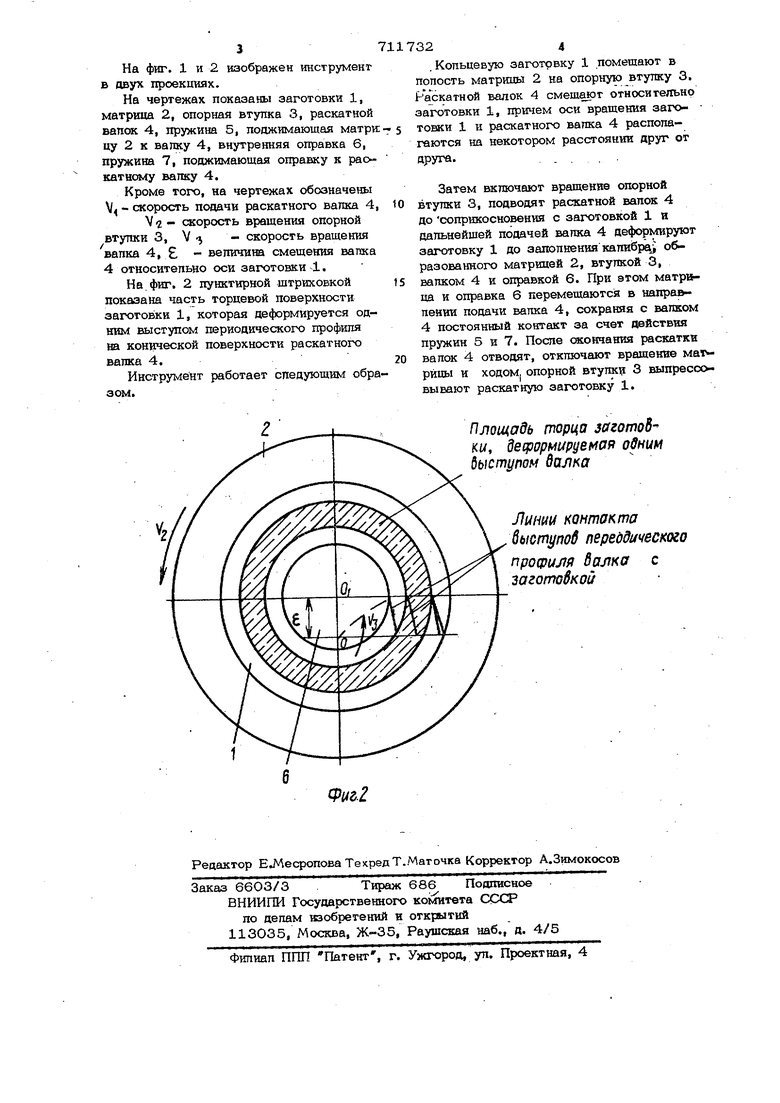
1. ИНСТРУМЕНТ ДЛЯ РАСКАТКИ КРУГЛЫХ ЗАГОТОВОК, содержащий вращающуюся опору для заготовки, преимущественно матрицу, и установлен- - ный под угпом к оси матрицы коничео- кийвалок, отличающийся тем,что,с цепью повыщения точности и снижения усилий деформирования, вапок установлен так, что точка пересечения его оси с плоскостью матрицы смещена относитель^ но оси матрицы на О,1-О,5 радиуса заготовки.СП
Изобретение относится к обпасгти обработен металлов давтюнием, в частнооти к производству деталей типа шайб раскаткой.
Известен инструме дат для изготовления деталей раскаткой, содержащий конические валки Т
Известак также инстругдант, содержа щай вращающуюся опору дпя заготовки и установпанный под углом к ней ко нический валок 2 ,
В этик инструментах оси вращения опоры заготош Н и раскатного валка распоиах ются в одной плоскости, при этом значительная часть усилия деформирования расходуется на, щюодоленш сип внешнего трения.
Цепь изобретения - повышение точности и снижение усилия деформирования.
Дпя этого в предлагаемом устройстве валок установлен так, что точка пересечения его оси с плоскость матрицы смещет относительно оси матриыы на О,1-О,5 радиуса заготовки. Такое раопопожение вапка н матрицы приводит к тому, что вращении линейные скорости конического валка и заготовки в зон их контакта направтюны под некоторым угпам один к крутому, что приводит к появленшо силы трения в зоне контакта, иаправленной от иетра заготовки к периферии, либо от периферии заготовки к ее центру в зависимости от расположения пинии контакта относительно направления вращения заготовки.
Возникающая сила треЫя изменяет схему напряженного состояния, уменьщая онтактные вапряжешш, Что приводит к нижевню усягаш деформирования и облегает усповия течения заготовки радиапь шправпений, позволяя
достичь больших предельных степеней деформации и больщей точности получаемых деталей.
. С целью дальнейшего снижения усилия деформации раскатку заготовок производят инструментом, выполненным в виде конического валка, аа конической поверхности которого выполняют периодический профиль в. виде кольцевых или спиральных канавок. При этом, при деформации заготовки подачей валка в направлении оси заготовки выступы периодического профиля поверхности вапка внес.ряются в зависимости от величины подачи ват
ка на оборот заготовки на некоторую величину в тело заготовки и при вращении заготовки и вапка, за счет предварительного смгацения вапка относительно оси заготовки и вследствии этого смещения, разного направления линейных
скоростей, точек заготовки и валка, каждый выступ на поверхности валка деформирует часть торцевой поверхности заготовки.
В результате за счет уменьшения
площади контакта вапка и заготовки уменьщается усилие деформации. . Расстояние между двумя соседними канавками зависит от угла наклона конического валка к оси заготовки, размеров заготовки и величины смещения вапка относительно оси заготовки и устанав хивается О,1-2,О расстояния между осями заготовки и юалка.
При деформации сплошных н котшцевых заготовок периодический профиль на валке моисат быть шлполнен только на части конической псиверхности валка, что позволяет регулировать напряженное
состояние заготовки по всей пинии контакта.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 3533259, кп | |||
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
| Сборник 'Изготовление деталей пластическим деформированием" | |||
| Л., 'Машиностроение', 1976^ с.2О2 (прототип).С54) | |||
