Изобретение относится к стыковой сварке оплавлением полос в металлургии перед непрерывным травлением и прокаткой и может быТь использовано в других отраслях промышленности при переработке полос и изготовлении из них изделий.
Целью изобретения является повышение качества сварных соединений за счет исключения режима работы шагового двигателя на частоте электромеханического резонанса без корректировки значений используемых скоростей перемещения передвижной станины
стыкосварочной машины в процессе оплавления.
На представлена схема предлагаемого устройства.
Устройство содержит импульсный задатчик 1 перемещения подвижной станины стыкосварочной машины, частотный дискриминатор 2, счетный триггер
3,пороговый элемент 4, ключ 5, ин- вертор 6, кпроч 7, комбинированный
блок 8 управления шаговым двигателем шаговый двигатель 9, кинематическую пару винт-гайка 10, следящий гидравлический привод 11 стыкосварочной машины 12.
Выход задатчика 1 соединен с инг формационными входами частотного дискриминатора 2, счетного триггера 3 и первого ключа 5. Выход дискримина- тора соединен с пороговым элементом
4,которьй своим выходом подключен к управляющему входу первого ключа
5 и входу инвертора 6, выходом включённого на управляющий вход второго ключа 7, функционально аналогичного ключу 5, Информационный вход второго ключа 7 соединен с выходом счетного триггера 3, Кпючи 5 и 7 подключены соответственно к входам восьми- тактной и четыр.ехтактной работы комбинированного блока 8 управления шаговым двигателем, к вькоду которох-о подключен шаговый двигатель 9. Вал шагового двигателя через кинемати- ческую пару винт - гайка 10 сочленен со следящим гидравлическим приводом 11 стыкосварочной машины 12.
Устройство работает следующим образом.
В процессе оплавления на выходе импульсного задатчика 1 действует серия импульсов, частота следования которых определяется выбранной дискретностью управления стыкосварочной машиной и принятой закономерностью перемещения подвижной станины машины во времени. Импульсы подаются на входы частотного дискриминатора 2, ключа 5 и счетного триггера 3. Пос- ледний делит частоту следования импульсов на два. Таким образом, на вход второго ключа 7 импульсы поступают с частотой следования в два раза меньшей, чем на вход первого клю- ча 5. Частотный дискриминатор 2 настраивается на частоту электромеханического резонанса шагового двигателя. При подходе к резонансу напряжение на выходе дискриминатора начинает возрастать, в результате чего срабатывает пороговый элемент 4 и вслед за ним переключается инвертор 6, что приводит к запиранию ключа 7 и открытию ключа 5, поскольку инвертор 6 обеспечивает противоположное состояние ключа 7 по отношению к ключу 5 в любой момент времени. После прохождения максимума и его последующего уменьшения пороговый элемент и вслед за ним инвертор и ключи возвращаются в исходное положение.
В блоке управления шаговым двигателем имеются входы четырехтактной и восьмитактной работы. При подаче импульсов на вход четырехтактной работы все четьфе обмотки шагового двигателя при повороте на 360 эл.град. переключают в следующих комбинациях: Номер двига-
теля123 4
Номера включенных обмоток двигателя1,2 2,3 3,4 4, а при подаче импульсов на вход вось митактной работы - в следующих комбинациях:Номер шага
двигателя 1234567 Номера включенных обмоток двигателя1 1,2 2 2,3 3 3,4 4 4 Таким образом, поворот вала шагового двигателя на 360 эл. град, происходит в первом случае за четьфе шага, во втором за восемь шагов, т.е дискретность управления стьжосвароч- ной машиной во втором случае уменьшается вдвое. Это означает, что для обеспечения одного и того же значения скорости перемещения подвижной станины во втором случае потребуется подача на блок управления шаговым двигателем и шyльcoв с вдвое большей частотой следования.
В начале процесса оплавления ключ
7остается открытым и на вход четырехтактной работы блока управления шаговым двигателем с выхода задатчика поступают импульсы после деления частоты их следования на триггере 3,
8области частоты резонанса после срабатывания порогового элемента ключ 7 запирается, а ключ 5 открывается. С этого момента импульсы с выхода задатчика на блок управления шаговым двигателем поступают непосредственно, но на вход восьмитактной работы блока. При этом скорость вращения вала двигателя дополнительно не изменяется, но частота еледова- НИН шагов двигателя примерно вдвое
на выходе, вал которого сочленен через кинематическую пару винт-гайка со следящим гидравлическим приводом подвижной станины стыкосварочной машины, отличающееся тем, что, с целью повышения качества сварных соединений за счет исключения режима работы шагового двигателя на
выше частоты резонанса. После прохож- ю частоте электромеханического резонанса, оно снабжено частотным дискридения частоты резонанса оба ключа возвращаются в исходное состояние, минатором, счетным триггером, порого- а импульсы с выхода счетного тригге- вым элементом, инвертором, двумя клю- ра вновь поступают на вход четырех- чами и комбинированным блоком управ- тактной работы блока управления шаго- 15 ления шаговым двигателем, причем вым двигателем.частотный дискриминатор, счетный
По сравнению с известным предлагаемое устройство позволяет, не влияя дополнительно на скорость перемеще20
НИН подвижной станины стыкосварочной машины, исключить работу шагового двигйтеля на частоте резонанса, а также повысить качество сварных соединений за счет более достоверной реализации заданного скоростного режима оплавления.
Формула изобретения
Устройство для управления передвижной станиной при оплавлении на стыкосварочных машинах, содержащее импульсный задатчик перемещения подвижной станины и шаговый двигатель
триггер и первый ключ информационными входами соединены с выходом задатчика перемещения станины, пороговый элемент входом подключен к выходу
частотного дискриминатора, а выходом - на управляющий вход первого ключа, второй ключ информационным входом соединен с выходом счетного триггера,
25 а управлякяцим входом - с выходом ин-. вертора, который своим входом подключен к выходу порогового элемента, комбинированный блок управления шаговым двигателем входом четьтрехтактной
30 работы подключен к выходу второго ключа, входом восьмитактной работы - к выходу первого ключа, а выходом - к шаговому двигателю.
на выходе, вал которого сочленен через кинематическую пару винт-гайка со следящим гидравлическим приводом подвижной станины стыкосварочной машины, отличающееся тем, что, с целью повышения качества сварных соединений за счет исключения режима работы шагового двигателя на
нанса, оно снабжено частотным дискриминатором, счетным триггером, порого- вым элементом, инвертором, двумя клю- чами и комбинированным блоком управ- ления шаговым двигателем, причем частотный дискриминатор, счетный
триггер и первый ключ информационными входами соединены с выходом задатчика перемещения станины, пороговый элемент входом подключен к выходу
частотного дискриминатора, а выходом - на управляющий вход первого ключа, второй ключ информационным входом соединен с выходом счетного триггера,
а управлякяцим входом - с выходом ин-. вертора, который своим входом подключен к выходу порогового элемента, комбинированный блок управления шаговым двигателем входом четьтрехтактной
работы подключен к выходу второго ключа, входом восьмитактной работы - к выходу первого ключа, а выходом - к шаговому двигателю.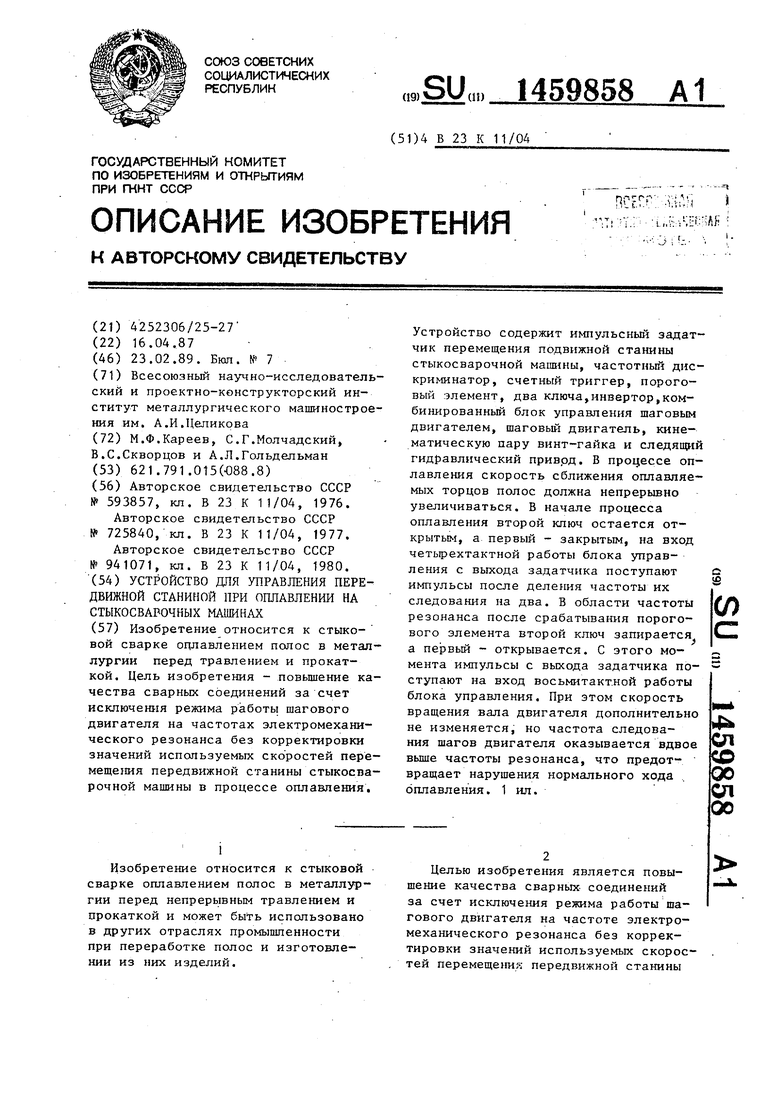


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования скорости оплавления на стыкосварочной машине | 1977 |
|
SU725840A1 |
| Устройство для управления перемещением подвижной станины при стыковой сварке оплавлением | 1983 |
|
SU1109285A1 |
| Устройство для управления процессом контактной сварки оплавлением | 1980 |
|
SU941071A1 |
| Устройство для управления шаговым электродвигателем | 1972 |
|
SU473272A1 |
| Дискретный электропривод со стабилизацией скорости | 1983 |
|
SU1108601A1 |
| Цифровой преобразователь линейных перемещений | 1991 |
|
SU1796882A1 |
| Устройство для частотного пуска синхронной машины | 1979 |
|
SU855908A1 |
| Электропривод постоянного тока | 1981 |
|
SU995247A1 |
| МАШИНА ДЛЯ СТЫКОВОЙ КОНТАКТНОЙ СВАРКИ | 1970 |
|
SU284205A1 |
| Электропривод постоянного тока | 1978 |
|
SU771834A1 |
Изобретение относится к стыковой сварке оцлавлением полос в металлургии перед травлением и прокаткой. Цель изобретения - повьшение качества сварных соединений за счет исключения режима работы шагового двигателя на частотах электромеханического резонанса без корректировки значений используемых скоростей перемещения передвижной станины стыкосва- рочной машины в процессе оплавления. Устройство содержит иьшульсный задат- чик перемещения подвижной станины стыкосварочной , частотньй дискриминатор, счетный триггер, пороговый элемент, два ключа,инвертор,комбинированный блок управления шаговым двигателем, шаговый двигатель, кинематическую пару винт-гайка и следящий гидравлический привод. В процессе оплавления скорость сближения оплавляемых торцов полос должна непрерывно увеличиваться. В начале процесса оплавления второй ключ остается открытым, а первый - закрытым, на вход четырехтактной работы блока управления с выхода задатчика поступают импульсы после деления частоты их следования на два. В области частоты резонанса после срабатывагшя порогового элемента второй ключ запирается а - открывается. С этого момента импульсы с выхода задатчика поступают на вход восьмитактной работы блока управления. При этом скорость вращения вала двигателя дополнительно не изменяется, но частота следования шагов двигателя оказывается вдвое выше частоты резонанса, что предотвращает нарушения нормального хода оплавления. 1 ил. (Л 4i СЛ ;О 00 СЛ 00
| Способ регулирования процесса контактной стыковой сварки оплавлением | 1976 |
|
SU593857A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для регулирования скорости оплавления на стыкосварочной машине | 1977 |
|
SU725840A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для управления процессом контактной сварки оплавлением | 1980 |
|
SU941071A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
