ненный со схемой совпадения, а также последовательно соединенные блок управления шаговым двигателем, шаговый двигатель и следяший гидропривод подвижной станины стыкосварочной машины, введены последовательно соединенные преобразователь код-ток, операционный усилитель, преобразователь код проводимость и преобразователь ток - частота, а также второй преобразователь код - проводимость и запоминающий регистр, при этом последний соединен со схемой совпадения и первым и вторым преобразователем код - проводимость, второй преобразователь код-проводимость подключен параллельно операдионаму усилителю, преобразователь ток- частота соединен с блоком управления шаговым двигателем и счетчиком пути, выход которого соединен с преобразователем код - ток.
Такое устройство позволяет получить непрерывную кривую изменения заданного значения скорости сближения торцов свариваемого металла по экспоненциальному закону с весьма оперативной перестройкой на свариваемый сортамент металла, что значительно повысит качество сварочного соединения.
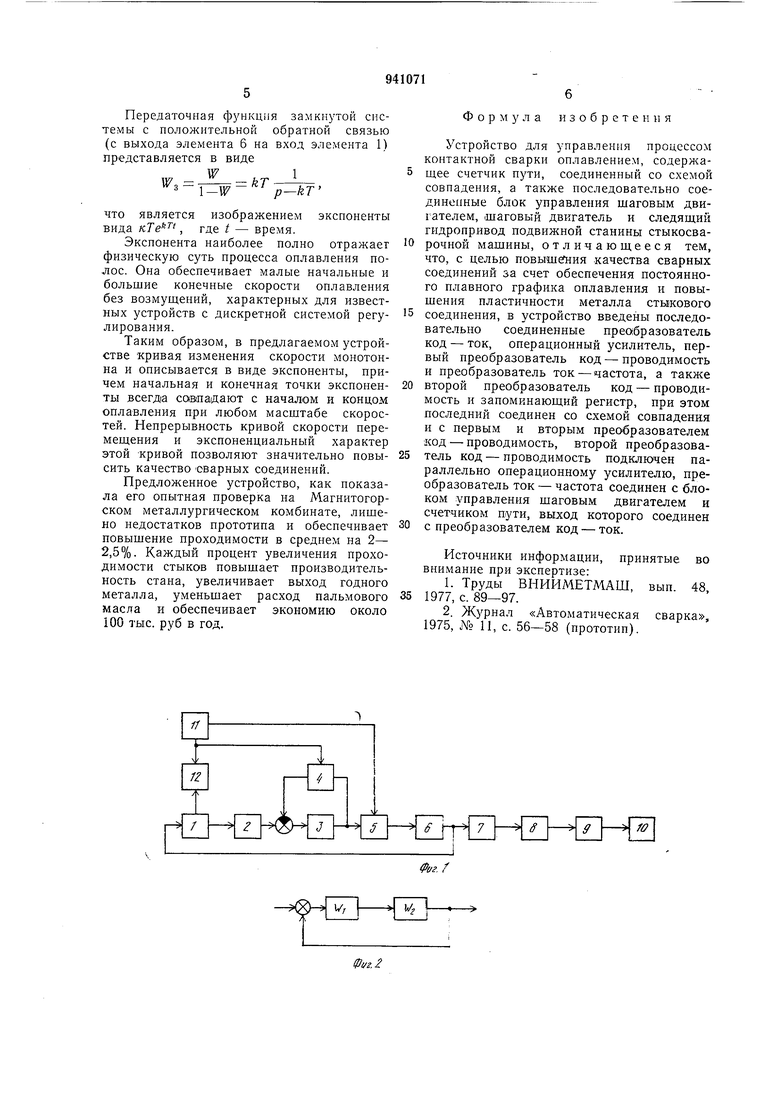
На фиг. I представлена блок-схема предлагаемого устройства; на фиг. 2 - структурная схема.
В устройстве имеется счетчик пути 1, соединенный через преобразователь 3 код- ток с суммируюшей точкой операционного усилителя 3. В цепь обратной связи оперативного усилителя включен нреобразователь 4 код - проводимость. Второй преобразователь 5 код - проводимость одним своим выходо.м подключен к выходу операционного усилителя, другим - к преобразователю 6 ток - частота. С выходом последнего соединены последовательно блок 7 управления шаговым двигателем, шаговый двигатель 8, следяший гидропривод 9 и стыкосварочная машина 10. Выход преобразователя ток - частота 1подклк чен к входу счетчика пути. Один выход запоминаюшего регистра 11 включен на первый информационный вход схемы совпадения 12 и первого преобразо1вателя код - проводимость, другой выход - с информационными входами второго преобразователя код - проводимость. К выходу счетчика пути подключен второй информационный вхо1д схемы совпадения.
Устройство работает следующим образом.
Перед началом работы в запоминающий регистр 11 вводится число, равное величине оплавления торцов свариваемого металла, код которого подается на информационные входы схемы совпадения 12 и преобразователя «од - проводимость 4. После начала оплавления на вход счетчика пути 1 начинают поступать импульсы с выхода преобразователя 6 ток - частота. В момент образования в счетчике числа, равного заданной величине оплавления, схемой совпадения выдается сигнал от окончании процесса оплавления, а на выходе операционного усилителя 3 появляется потенциал, равный 10 В, благодаря включению в цепь обратной связи операционного усилителя проводимости, пропорциональной величине оплавления, и включению на входе очетчик1а преобразователя код-акалог, т. е. схемой соединения элементов 1,2, 3, 4, 11, 12 обеспечивается нормализация величины оплавления, при которой любая
величина оплавления представляется напряжением на выходе операционного усилителя, равны.м 10 В. При этом такое напряжение оказывается связанным с кодом в счетчике линейной зависимостью. Перед
началом работы в регистр 11 вводится также число, равное значению максимальной скорости оплавления для свариваемого сортамента, код которого подается на информационный вход второго преобразователя код - проводимость 5, включенного между выходом операционного усилителя и входом преобразователя ток-частота 6. В результате на входе преобразователя будет действовать ток, пропорциональный
напряжению на выходе операционного усилителя и значению проводимости в преобразователе код-проводимость, а с выхода преобразователя ток-частота будут поступать на выходы счетчика пути блока управления 7 шаговым двигателем импульсы с частотой следования, пропорциональной току на входе. Положение вала шагового двигателя 8 отслеживается следящим гидравлическим приводом 9 подвижной стаНИНЫ стыкосварочной машины 10.
Связь выхода преобразователя ток - частота 6 с входом счетчика пути 1 приводит к формированию экспоненциального закона изменения заданного значения скорости. Для иллюстрации этого на фиг. 2 представлена структурная схема часги предлагаемого устройства, состоящей из элементов 1, 2, 3, 4, 5 и 6. Счетчик пути представлен интегрирующим звеном с передаточной функцией
Т
«.-;.
где Т - постоянная времени;
р - символ дифференцирования. Остальные элементы представлены в виде простого звена с передаточной функцией ,
W., . k,
где k - обший коэффициент усиления схемы с элементами 2, 3, 4, 5 и 6. Передаточная функция разомкнутой системы, как известно, будет
,-ir,.
- р
Передаточная функция замкнутой системы с положительной обратной связью (с выхода элемента 6 на вход элемента 1) представляется в виде
W1
W. kT
p-kT
-W
что является изображением экспоненты вида , где t - время.
Экспонента наиболее полно отражает физическую суть процесса оплавления почЯос. Она обеспечивает малые начальные и большие конечные скорости оплавления без возмущений, характерных для известных устройств с дискретной системой регулирования.
Таким образом, в предлагаемом устройстве кривая изменения скорости монотонна и описывается в виде экспоненты, причем начальная и конечная точки экспоненты всегда сав(падают с началом и концом оплавления при любом масштабе скоростей. Непрерывность кривой скорости перемещения и экспоненциальный характер этой кривой позволяют значительно повысить качество -сварных соединений.
Предложенное устройство, как показала его опытная проверка на Магнитогорском металлургическом комбинате, лишено недостатков прототипа и обеспечивает повышение проходимости в среднем на 2- 2,5%. Каждый процент увеличения проходимости стыков повышает производительность стана, увеличивает выход годного металла, уменьшает расход пальмового масла и обеспечивает экономию около 100 тыс. руб в год.
Формула изобретения
Устройство для управления процессом контактной сварки оплавлением, содержащее счетчик пути, соединенный со схемой совпадения, а также последовательно соединенные блок управления шаговым двигателем, шаговый двигатель и следящий гидропривод подвижной станины стыкосварочной мащины, отличающееся тем, что, с целью повышеПния качества сварных соединений за счет обеспечения постоянного плавного графика оплавления и повышения пластичности металла стыкового
соединения, в устройство введены последовательно соединенные преобразователь код - ток, операционный усилитель, первый преобразователь код - проводимость и преобразователь ток - частота, а также
второй преобразователь код - проводимость и запоминающий регистр, при этом последний соединен со схемой совпадения и с первым и вторым преобразователем код - проводимость, второй преобразователь код - проводимость подключен параллельно операционному усилителю, преобразователь ток - частота соединен с блоком управления шаговым двигателем и счетчиком пути, выход которого соединен с преобразователем код - ток.
Источники информации, принятые во внимание при экспертизе:
1.Труды ВНИИМЕТМАШ, вып. 48 1977, с. 89-97.
2.Журнал «Автоматическая сварка 1975, № 11, с. 56-58 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования скорости оплавления на стыкосварочной машине | 1977 |
|
SU725840A1 |
| Устройство для управления перемещением подвижной станины при стыковой сварке оплавлением | 1983 |
|
SU1109285A1 |
| Установка для присоединения проволочных выводов | 1991 |
|
SU1773643A1 |
| Система программного управления машиной для контактной стыковой сварки полос оплавлением | 1986 |
|
SU1362585A1 |
| Устройство для автоматического программного управления процессом контактной стыковой сварки | 1988 |
|
SU1540877A1 |
| Установка для присоединения проволочных выводов | 1988 |
|
SU1549698A1 |
| СЧЕТЧИК РЕСУРСА СИЛОВОГО ТРАНСФОРМАТОРА | 2008 |
|
RU2384879C1 |
| Устройство для сварки давлением | 1987 |
|
SU1459864A1 |
| Цифровая система для программного управления двигателем | 1986 |
|
SU1320793A1 |
| Аналого-цифровой преобразователь | 1984 |
|
SU1251326A1 |
