1«
Изобретение относится к изготовлению предварительно напряженных плоских железобетонных изделий типа панелей перекрытий.
Цель изобретения - снижение трудоемкости армирования плоских железобетонных изделий.
На фиг. 1 изображена схема расположения продольной и поперечной арматуры в форме; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Продольную арматуру 1 закрепляют в упорах и производят ее предварительное напряжение механическим или электротермическим способом. Затем на арматуру укладывают поперечные ненапрягаемые стержни 3, фиксируя их в проектном положении в поперечных пазах 4, выполненных на продольных бортах формы 5. После этого каждый из стержней 3 в средней части их длины скрепляют с арматурой 1 с помощью фиксаторов 6.
При формовании железобетонного изделия стержни 3 зафиксированы в проектном положении от горизонтального смещения за счет расположенных их концов в пазах 4 бортов формы 5, а от вертикаль0
ного смещения - за счет фиксаторов 6, соединяющих их с напряженной арматурой -.
Снижение трудоемкости армирования при такой фиксации поперечных стержней обеспечивается за счет их укладки в проектное положение путем введения концов стержней в Пизы бо ртов формы без фиксации в них от вертикального смещения, поскольку такая фиксация обеспечивается при взаимном соединении продольной арматуры и поперечных стержней.
Формула изобретения
Способ армирования плоских железобетонных изделий, включающий закрепление в упорах продольной арматуры и ее напряжение с последующей укладкой в форму ненапрягаемых поперечных стержней и их фиксацией в проектном положении,
0 отличающийся тем, что, с целью снижения трудоемкости, поперечные стержни укладывают на напряженную арматуру; фиксируя их концы в поперечных пазах продольных бортов формы, после чего каждый из стержней в средней части его длины скрепляют с напряженной арматурой.
5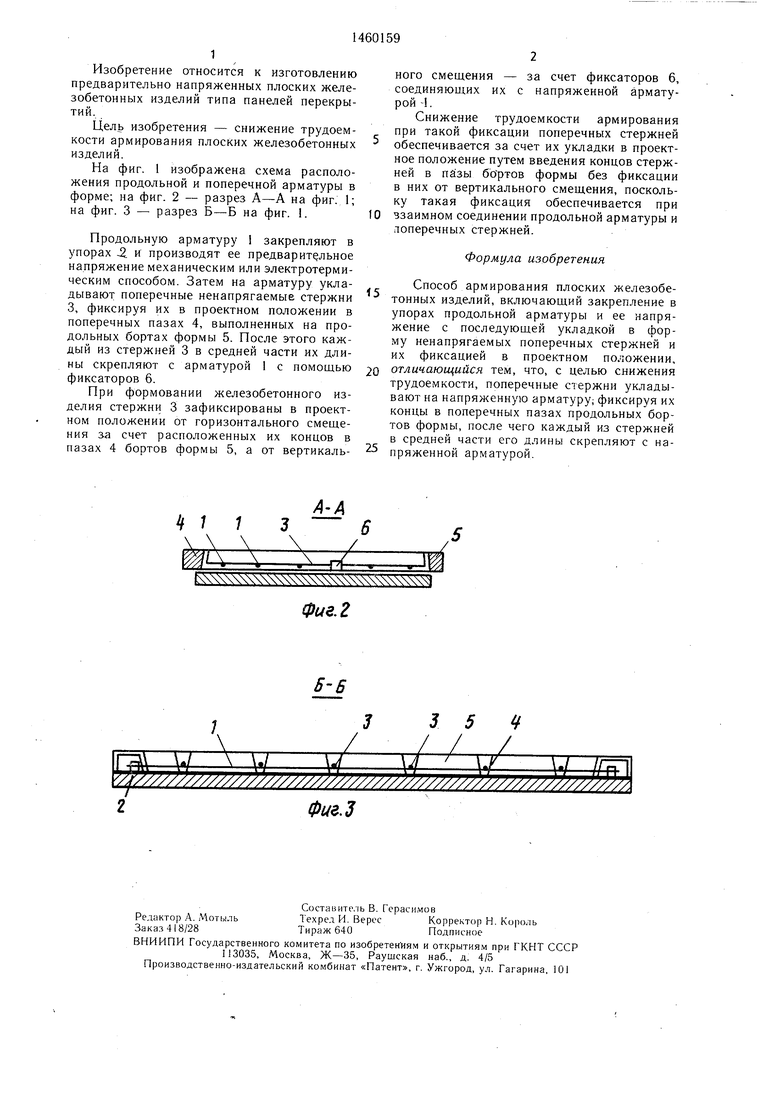
Изобретение относится к изготовлению предварительно напряженных плоских железобетонных изделий типа панелей перекрытий и позволяет снизить трудоемкость армирования таких изделий. Продольную арматуру 1 закрепляют в упорах 2 и производят ее предварительное напряжение, после чего на нее укладывают поперечные ненапрягаемые стержни 3, фиксируя их в проектном положении в поперечных пазах 4 продольных бортов формы 5. Затем каждый стержень 3 в средней части его длины скрепляют с арматурой 1 с помощью фиксаторов 6. 3 ил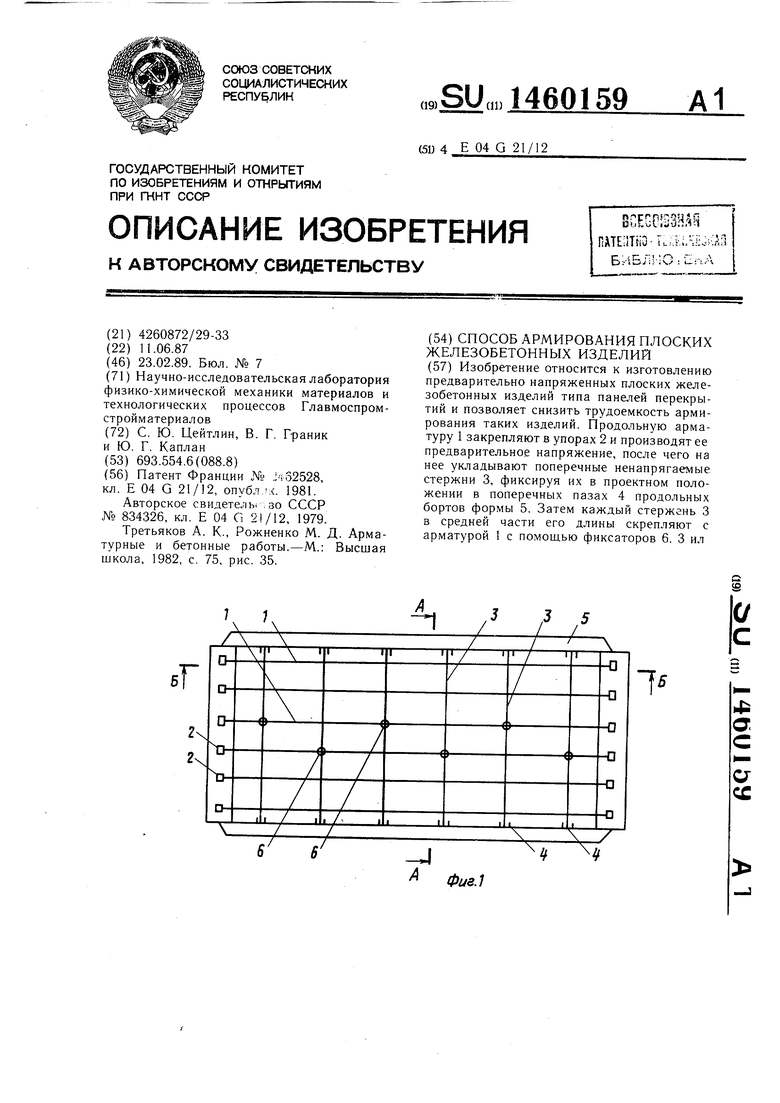
Фиг. г
| Патент Франции № | |||
| Электроизоляционный материал | 1953 |
|
SU102528A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Третьяков А | |||
| К., Рожненко М | |||
| Д | |||
| Арматурные и бетонные работы.-М.: Высшая школа, 1982, с | |||
| Фальцовая черепица | 0 |
|
SU75A1 |
| Скоропечатный станок для печатания со стеклянных пластинок | 1922 |
|
SU35A1 |
