1
Изобретение относится к производству сортового проката и трубного производства.
Цель изобретения - повьш1ение качества трубной заготовки за счет обеспечения переменной кривизны ее профиля в поперечном сечении.
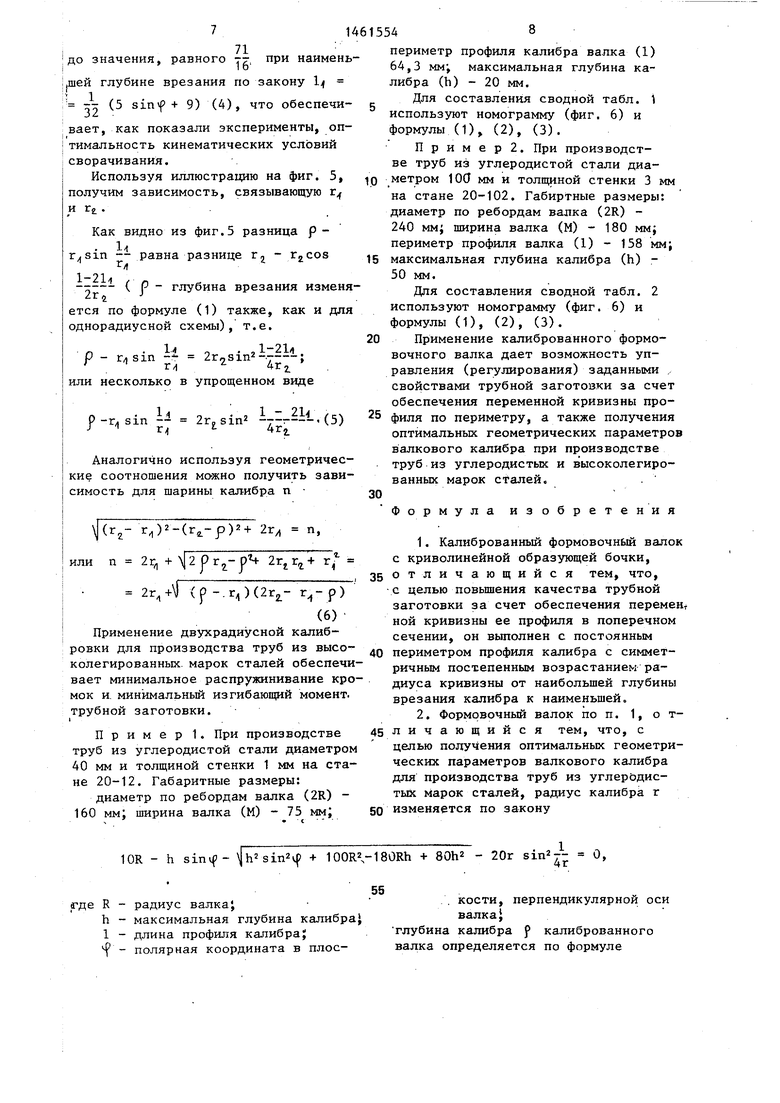
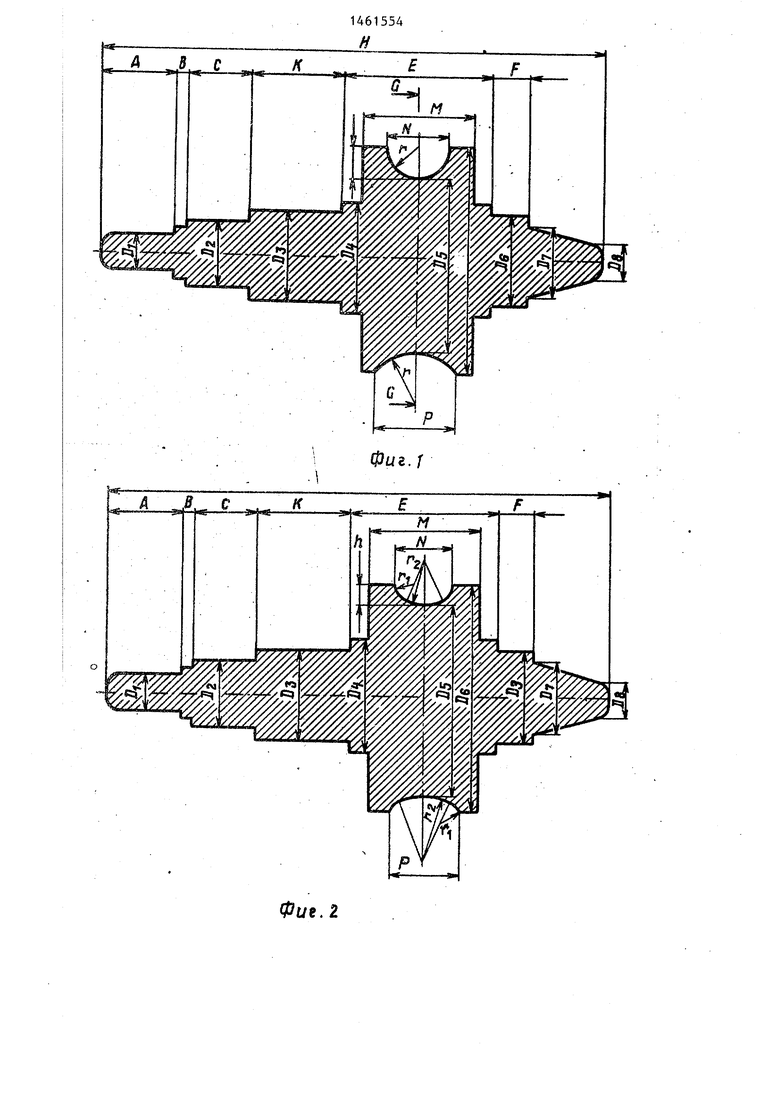
На фиг. 1 дан валок с постоянным радиусом кривизны профиля калибра; на фиг, 2 - валок с двухрадиусной ка3 . 1 либровкой профиля; на фиг. 3 - схема для построения профиля калибраJ на фиг. 4 - профиль калибра с постоян- ным радиусом кривизны} на фиг. 5 - профиль калибра при двухрадиусной ка либровке, на фиг. 6 - график функции f Р( f), представленный в формуле изобретения.
При выполнении профиля валка с мо нотонным изменением радиуса г калиб- ра (фиг. 1, 2) учитываются особенности непрерывного формоизменения некоторых видов сортового проката, в частности производства сварных труб и профилей. Как известно, технология производства (формовки) исходной трубной заготовки в локальном очаге одного прокатного (формовочного) валка характеризуется обязательным - естественным нежелательным эффектом распружиниванйя готового сформованного профиля вне контакта с валком, причем с увеличением расстоянии от оси симметрии перемещение металла возрастает. Поэтому известные профил
прокатных валков, в которых радиус калибра по периметру не меняется, не могут обеспечить получение качественно сф ормованной заготовки. Выполняя профиль валка с переменным радиусом, учитывается этот нежелательный эффект, и, сообщая- переменную кривизну профиля калибра, существенно снижается распружинивание сформованной в этом валке трубной заготовки.
Валок имеет постоянный периметр в любом сечении и обеспечивает непрерывность формо изменения трубной заготовки.
Характер монотонного изменения радиуса калибра профиля валка, ко- . торый достигается симметричным пос
тепенным возрастанием радиуса кривизны от наибольшей глубины врезания калибра к наименьшей, обеспечивает постепенное формоизменение геометрических параметров изделия и исключает пики деформа.ций на различных участках изделия, т.е. позволяет получить качественную продукцию.
Теоретические и экспериментальные
исследования показали, что отношение максимальной глубины врезания - h к минимальной, равное 1,25, является оптимальным по отсутствию гофрообразования.
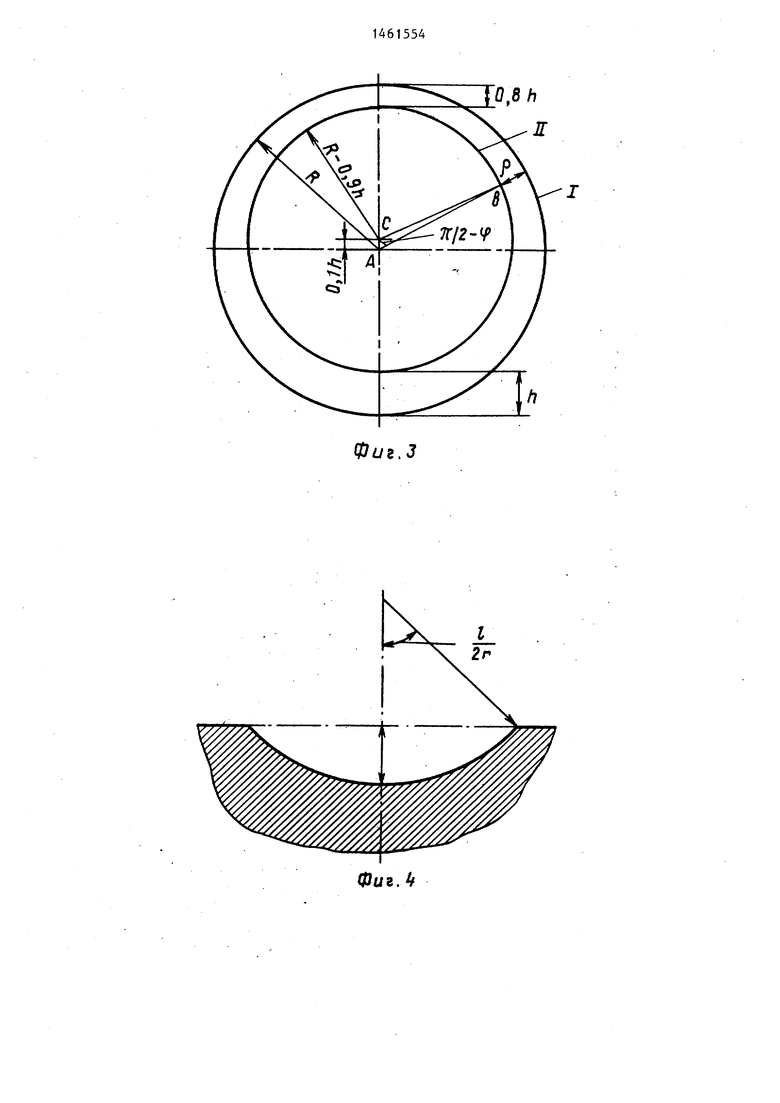
Дно калибра представляет собой окружность радиуса R - 0,9h, смещенный относительно центра окружности реборд валка на 0,1h.
Если ось ординат направить через точки с максимальной глубиной врезания и минимальной глубиной врезания, а центр координат расположить в центре окружности реборд, то глубину калибра р в зависимости от угла (фиг. 3) можно определить следующим
образом.
По теореме косинусов
СВ2 АС2 +АВ2 -2АСАВ cos ( (f - |)
АС2+АВ2-2АСАВ sin if. Отсюда
35 АВ
2АС 4AC2sin2vf -4АС2+4СВ2
так как АВ отрицательным быть не может.
Согласно сказанному вьш1е СВ R-0,9h, ,1h, где h - максимальная глубина калибра.
Поэтому зависимость для АВ приобретает вид
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ТРУБНОЙ ЗАГОТОВКИ В ЛИНИИ ТЭСА | 2006 |
|
RU2339475C2 |
| СПОСОБ УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКОЙ ПРОИЗВОДСТВА ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ В ЛИНИИ ТЭСА | 2006 |
|
RU2312723C1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2005 |
|
RU2296638C1 |
| Способ изготовления электросварных прямошовных труб | 1990 |
|
SU1799650A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 1993 |
|
RU2040988C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОСВАРНЫХ ПРЯМОШОВНЫХ ПРОФИЛЬНЫХ ТРУБ КВАДРАТНОГО ИЛИ ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ. | 2015 |
|
RU2596734C1 |
| Валковый калибр для формовки трубной заготовки из листовых труднодеформируемых металлов и сплавов | 1987 |
|
SU1518043A1 |
| Технологический инструмент сварочной клети | 1989 |
|
SU1731339A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПРОФИЛЬНЫХ ТРУБ | 2010 |
|
RU2443486C1 |
| Валок для редуцирования труб | 1976 |
|
SU590025A1 |

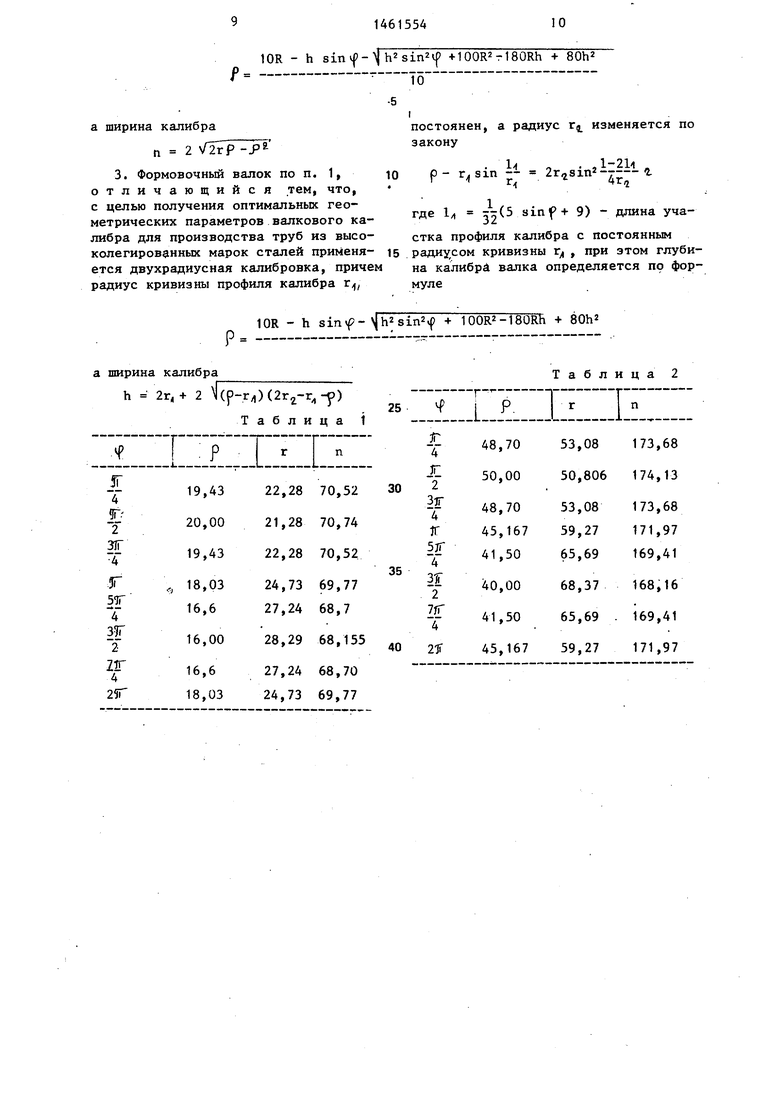
Изобретение относится к производству сортового проката и трубному -производству. Цель изобретения - повышение качества трубной заготовки за счет обеспечения переменной кривизны ее профиля в поперечном сечении Калиброванный формовочный валок выполнен с криволинейной образующей бочки. При этом периметр профиля валка вьтолнен постоянным с постепенным увеличением радиуса калибра от наибольшей глубины врезания к наименьшей. Кроме того, при производстве труб из углеродистых марок сталей, радиус калибра г изменяется по закону 10R - h sin у- Jh2sin2f + -180Rh + 80h2-20r sin4/4r 0, где R - радиус валка, h - максимгитьная глубина калибра, 1 - длина профиля калибра, - полярная координата в плоскости, перпендикулярной оси валка. Глубина калибра р калиброванного валка определяется по формуле р .
АС sinvp+ VCB2-AC2+AC2sin2tp ..
0,1h 1кг - l,8Rh + 0,81h2-0,01h4-0,01h sin 2ll205i zl§2Rh ± 80hi+hf sin2 Ф + h
л --- - --- - - - - 1 ,
10
Используя выражение для АВ, легко получить выражение для f
о 10R - h + lOOR -180Rh+80h2 . ., -- vu
10
при производстве труб из углеродистых марок сталей цель изобретения
f R - АВ;
достигается при постоянном радиусе кривизны по профилю калибра (фиг.4).
Определим зависимость для изменения радиуса кривизны - г в зависиПутем простейших тригононетричесния радиуса кривизны - г в зависи-j
мости от угла (так как глубина вреза- преобразований (coso( 1-2 sin2|-) ния есть функция «f ).правую часть выражения можно предПоловина- угла, стягивающая сегмент ставить в виде:
длина
профиля
Г(1 - COS -)
10R-h sinf - M100RZ-180Rh+80h2+h2sin2(f -20r 0,.(2)
Зависимость ширины калибра h легко определить из геометрических соображений
21 г2 (г -р)2 2pr.-p
п 2 l2 рг - р .
(3)
Указанное построение профиля вал- ка обеспечивает максимально допустимую интенсивность деформации периферийных участков полосы в сечении минимального радиуса профиля и максимальной глубины калибра. Последзпощее формоизменение снижает величину интенсивности, так как радиус профиля
увеличивается
, а это, в свою очередь
гf - - - - --tr- г-
дает возможностю разгрузиться (снизить величину продольной деформации) продольным волокнам периферийных участков за счет предложенного профиля можно получать такую уменьшенную
+100R2-180Rh + 80h2
51 - j OORj;h r .
a для радиусов, значительно превышаю- щих глубину врезания
г
1012
80R - 8h sinvf- 8 jhZsinZ +100R2-180Rh + SOh (5)
Построение профиля калибра проиллюстрируем по фиг. 3 - разрез валка по оси симметрии. На фиг. 3 А - центр системы координат, I - реборда валка, II - кривая дна профиля ка- либра.
При производстве труб из высоколегированных марок стали экспериментальный анализ показал необходимость профилирования калибра по двухрадиус- нрй схеме, причем радиус калибра в
Я 2 г
4г
Отсюда получаем искомую зависимость для радиуса кривизны
5 0
величину радиуса формовки в одном сечении, кторая была бы невозможна при постоянном профиле валка. Это позволит интенсифицировать процесс
0 формовки (гиба) в каждом конкретном локальном очаге деформации и хотя бы на о граниченном участке получать желаемую форму очага формовки (деформации) .
Такие циклические зависимости изменения геометрических параметров профиля валка имитируют существующие, реальные, локальные очаги деформации в линии формовочных станов, по профилю одного валка.
Данные математические зависимости для радиуса калибра и глубины врезания не составят труда для технологов цеха в составлении калибровок валка.
5 При этом при максимальной глубине врезания, сравнимой с радиусами калибра, можно использовать упрощенную формулу для расчета
+100R2-180Rh + 80h2
(4)
районе его периферийных участков г 5Q постоянен, а в районе дна калибра г изменяется по определенному закону таким образом, что касательные в угловых точках профиля параллельны.
gg Вместе с тем длина периферийных участков профиля 1 постепенно увеличивается от значения, равного
- при наибольшей глубине врезания.
71 до значения, равного тг, при наимень.шей глубине врезания по закону 1
-г (5 sinf + 9) (4), что обеспечи- s
-5
вает, как показали эксперименты, оптимальность кинематических условий сворачивания.
Используя иллюстрацию на фиг. 5, получим зависимость, связывающую г и Гг..
Как видно из фиг.5 разница р . li - равна разнице г -
Т - 01
---- ( р глубина врезания изменя2Г2
ется по формуле (1) также, как и для однорадиусной схемы), т.е.
Я- r.sinii .fi4 или несколько в упрощенном виде
p-r,sini 2r,sin
(5)
Аналогично используя геометрические соотношения можно получить зависимость для шарины калибра ti
146t55A8
периметр профиля калибра валка (1) 64,3 ММ , максимальная глубина калибра (h) - 20 мм.
Для составления сводной табл. 1 используют номограмму (фиг. 6) и формулы (1), (2), (3).
П р и м е р 2. При производстве труб из углеродистой стали диа10 метром 100 мм и толщиной стенки 3 мм на стане . Габиртные размеры: диаметр по ребордам валка (2R) - 240 мм; ширина валка (М) - 180 мм; периметр профиля валка (1) - 158 мм;
15 максимальная глубина калибра (h) - 50 мм.
Для составления сводной табл. 2 используют номограмму (фиг. 6) и формулы (1), (2), (3).
20 Применение калиброванного формовочного валка дает возможность управления (регулирования) заданными ,, свойствами трубной заготовки за счет обеспечения переменной кривизны про25 филя по периметру, а также получения оптимальных геометрических параметров В1алкового калибра при производстве труб из углеродистых и высоколегированных марок сталей.
30
|(Г2- Г)2-()2+ 2Г П,
ИЛИ
П 2г, + |2рг.-|)Ч 2г, г,
2г,-ь (р-.г,)(2г,,- г,-р)
(6)
Применение двухрадиусной калиб35
Форм у л а изобретения
с целью повьшения качества трубной заготовки за счет обеспечения перемент ной кривизны ее профиля в поперечном сечении, он вьшолнен с постоянным ровки для производства труб из высо- др периметром профиля калибра с симмет- колегированных марок сталей обеспечи- ричным постепенным возрастанием ра- вает минимальное распружинивание кро- диуса кривизны от наибольшей глубины мок и минимальный изгибаюш 1й момент. врезания калибра к наименьшей.
целью получения оптимальных геометрических параметров валкового калибра для производства труб из углеродистых марок сталей, радиус калибра г 50 изменяется по закону
трубной заготовки.
Пример 1. При производстве труб из углеродистой стали диаметром 40 мм и толщиной стенки 1 мм на стане 20-12. Габаритные размеры:
диаметр по ребордам валка (2R) - 160 мм; ширина валка (М) - 75 мм;
t
10R
- h |h sin2vp + 100R -180Rh + SOh - 20r 0,
где R - радиус валка
h - максимальная глубина калибра}
1 - длина профиля калибра
f - полярная координата в плос55
кости, перпендикулярной оси
валка
глубина калибра f калиброванного валка определяется по формуле
9146155410
10R - h sinvp- l hzsinzvl +100R2r180Rh + SOh
P в,.„,.«™ -- - -. - --- - - --- - - --
Г - -- 10
-5
I a ширина калибрапостоянен, a радиус rj изменяется по
n 2 S/2fP
с целью получения оптимальных гео- 1 . + 9) - длина уча- метрических параметров валкового ка- 32 либра для производства труб из высо- стка профиля калибра с постоянным
колегированных марок сталей применя-is радиусом кривизны г, , при этом глуби- ется двухрадиусная калибровка, причем на калибрА валка определяется по фор- радиус кривизны профиля калибра г, муле
-
Фи9,2
Фиг. г
8h
Фи.З
Фиг. k
f/л г 0.3- 0,8- 0,7 0,6
О
Л-/ 7г/г зл-/« гг 5я-/ зя-/г 7я-/« гж г
qOt/e.f
фиг.5
| Жуковский Б.Д | |||
| и др | |||
| Производство труб электросваркой методом сопротивления | |||
| М.: Металлургиздат, 19.53, с | |||
| Приспособление для автоматического тартания | 1922 |
|
SU416A1 |
