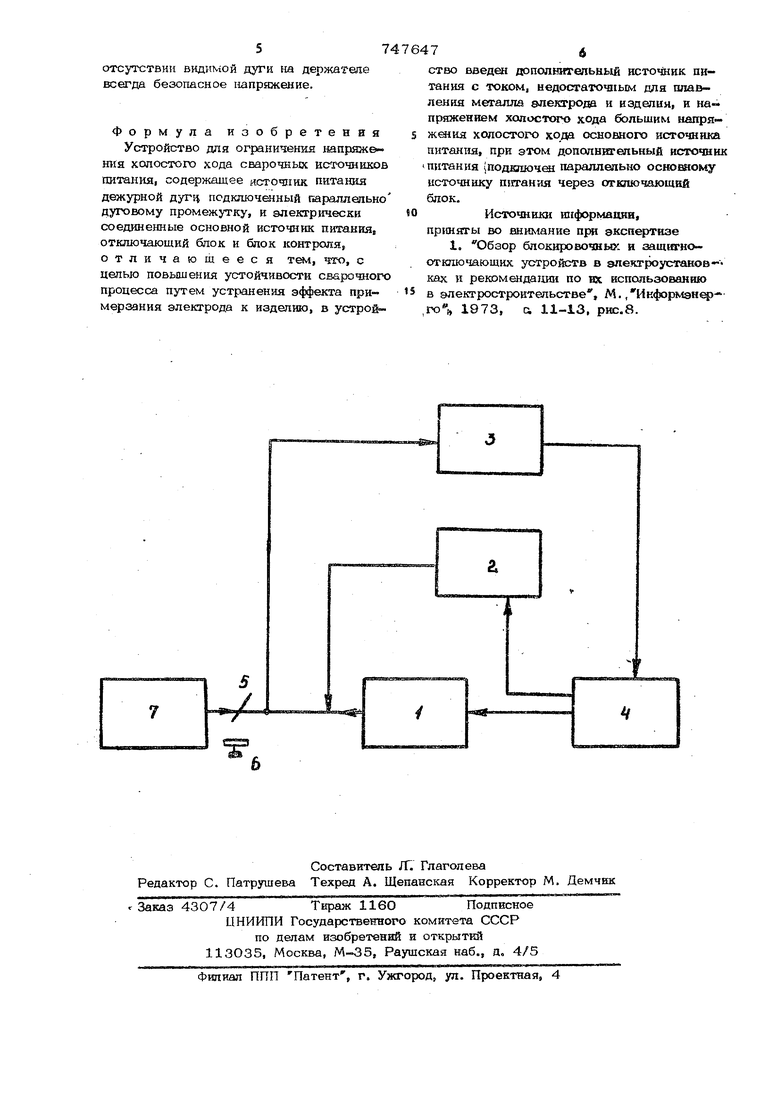
Изобретение относится к сварочному производству, а частгности к устройствам снйжшия напряжения холостого кода сварочных источников питания. Известно устройство для ограничения напряжения холостого хода сварочных источников пйган11Я. содержащее источник питания дежурной дуги, подключенной параллельно дуговому промежутку, и электрически соединенные основной источник питания, отключающий блок и блок контро ля l. Недостатками устройства является то, что происходит включение питания сварот ной дуги В момент короткого замыкания электрода на деталь, что вызывает повышенную нагрузку как источника питания, так и электрода от проходящего через них тока короткого замыкания (превышение тока короткого замыкания над номинальными током сварки в пределах от 15% - 100%) и в этот момент может иметь место эффект примерзания электро да к изделию. Кроме того имеется задерж ка времени на откшоче{1ве источника питания после офьша дуги, что далеко не безопасно. Цель изобретения - повышение ycToivчивости сварочного процесса путем устранения эффекта примерзания электрода к изделию. Поставленная цель достигается за счет того, что в устройство введен дополнитегшый источнтис с током, недостаточным для плавления металла электрода и изделия и напр51жевием холостого хода большим напряжения холостого хода основQoro источника питания, при этом дополнительный всточник питания подключен параллельно основному источнику питания через отключающий блок. На чертеже представлена блок-схема устройства для ограничения холостого хода сварочных источников питания. Схема содержит основной источник 1 питания сварочной дуги, дополнительный источник 2 питания сварочной дуги, блок 3 контроля, отключающее устройство 4, ;37 Держатель с электродом 5, изделие 6, источник 7 питания дежурной дуги. При этом вход основного источника 1 питания сварочной дуги подключен к отключающему устройству 4j а выход подключш к держатш;о электрода 5 и издепию 6. Параллельно основному источнику 1 питания сварочной дуги подключен дополнительный источник 2 питания сва:рочной дуги, выход которого также подключен к держателю электрода 5 и изделию 6, а вход подключен к отключающему устройству 4. Параллельно основному ксючптчу 1 питания сварочной дуги также псдгахючен источник 7 питания дежурной дуги, выход которого подключен к держатешо электрода 5 и изделию 6, Вход блока 3 подключен к держателю электрода 5 и иа делию 6, а выход подключен к отключшо- ш.ему устройству 4. Отключающее устрой™ етво 4, работа которого задае1ся блоком 3 контроля, последовательно включено в цепь между основным источ}1иком 1 питания сварочной дуги, дополнительным источНИКОМ 2 питания сварочной дуги и сетью ; петания. Устройство работает следующ 1м образомДо начала сварки, во время холостого хода на держателе электрода 5 m-seeTCH . безопасное дежурное напрзскение, которое создается источником 7 питания дежурной дуги, выход которого подключен к держате лю электрода 5 и изделию 6. В момент замыкания электрода 5 на изделие 6 в блоке 3 контрспя появляется сигнал, обусловленный снижением напряжения на электроде 5 с дежурного напряжение до нуля. Этот сигнал поступает в откз1 о« чающее устройство 4, вызывая включeIiиe .дополнш-ельного источника 2 питания, который имеет напряжение холостого хода заведомо большее напряжв1ие xcsiocToro хода осковного источника 1 питания, а ток, достаточно малый, чтобы не Е,ызьшагь расплавление металла электрода 5 и изделия 6 и, следовательно, не дающего эффекта примерзания электрода 5 к иэдепщо 6 Эт дает возможность отводом электрода от йэ делия получить малоамперную дугу. При этом напряжение на выходе дополн1етепьно источника 2 питания возрастает по мере увеличения дугового цромежутка. Когда оно достигнет заранее заданного значениЯ на которое предварительно настраивается блок 3 контроля, последний вьщаеэ сигнал который поступает в отключающее устройство 4 н вызывает включение основного 7 псгочника J, питания, т.е. к электроду 5 подключено параллелъно два источника питания: основной 1 и дополнительный 2. При их совместной работе .цествляетск процесс сварки. При дальнейшем увеличении зазора эпекггрод 5 -- яздеггко 6 и по достинсении напряженsffl дуги большемз чем лацряженне холостого хода ос говного источника 1 питания, дуга поддерживается только до- попнитаиьным ксточншсом 2 питаш1я, мощность KOTOpoix не доста-точзга дая подцер-. жания в токопроводяцем cocTOfflirai зазора электрод 5 - изделие 6, Для продолжения процесса сварки ос аточао приблизить электрод 5 к изделшо 6. При достижении нaпpяжeн ш дуги меньщего, чем напряжение холостого хода основного .источника 1 питашш, ввиду сутест воваалш токопро водящего промежутка электрод 5 издачие 6, загорается дуга от основного источника 1 питания. Процесс сварки мойшо продог:жать. При еще большем увели 1ении зазора 8ле.сгрод 5 « изделие 6 и по достижению заранее заданного зла-юния напряжения, большего, напряжение копостого хода основного исто№ика 1 питания, на которое предвэ.рительно настшивается блок 3 контроля, последний выдает сигнал, который HocTjTiaeT в отключающее устройство 4 и вызывает отключение основного 1 и допол нитецьного 2 источников питания. На держателе электрода 5 остается дежурное напряжекие оэ; нсточишса 7 питания дежур ной дуги,; т,е. при исчезновении видимой дуги на держателе, исчезает опасное для электросварщика напряже ие. в предлагаемом устройстве идя сншкення нг.пряжения холостолз хода сварочных источ11)1ков питания дополнительного ист-очника 2 питания, подкшоче шого к держатепао электрода 5, царалпельно сановному источииху 1 питания сварочной дуги а совместная работа ко-:сорых зада.ет- ся блоком 3 контроля усТ1эаняет эффект пр 1мерзаякй электрода S к изделию 6. Повь1Шае1ч;я ютойнз вость процесса сварки во Бсек прост-ра1-1ственных яопожениях., ЗШ7Чдяа1отся условия труда элекггросварщ ша, ЧЕК иоложитеяьно сказывается на его про йзвод-етепьностн Введение в цепь допелHHTQ-IBHOго источни1 а 2 питания 101з.иопкет отказаться от депи задержки времэни при отключении основного источника. 3, питангш после об« рьша сваро-чной дуги, что с;,тцественно повышает безопасность работЫ; так как при
отсутствии видимой дуги ьш держателе всегда безопасное напряжение.
Формула изобретения Устройство для ограничения напряже- шш холостого хода сварочных источников питания, содержащее источник питания дежурной дуГ54 псдключ&чныА гараллепьно дуговому промежутку, и электрически соединенные основной источник питания, отключающий блок и блок контроля, отличающееся т&л, что, с целью повышения устойчивости сварочного процесса путем устранения эффекта примерзания электрода к изделию, в устройство введен допсчгнигеяьный источник питания с током, недостаточным для плавления металла электрода и изделия, и напряжением холостого хода большим напряжо1ия холостого хода основного нсточннка питания, при этом дополнкгельный источник
питания (подключен параллельно основному источнику п{ггания через отключающий блок.
Источники информашш, приняты во внимание при экспертизе
1. Обзор блокировочных и защитноотключающих устройств в эяектроустанов-ках и рекомендагип по их использованию в электростроитепьстве, М. ,Информэнер,го 1973, а 11-13. рис.8.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сварки | 1987 |
|
SU1461596A1 |
| Устройство для управления процессом дуговой приварки шпилек | 1988 |
|
SU1606277A1 |
| Устройство контроля режимов сварки дугового автомата | 1983 |
|
SU1155402A1 |
| Устройство для многопостовой сварки | 1985 |
|
SU1286367A1 |
| Ограничитель напряжения холостого хода источников питания сварочной дуги | 1988 |
|
SU1532224A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ И РЕЗКИ МЕТАЛЛА | 2003 |
|
RU2256540C1 |
| Способ дуговой сварки с ограничением напряжения, действующего на электроде в режиме холостого хода сварочного трансформатора | 1985 |
|
SU1333499A1 |
| УСТРОЙСТВО ДЛЯ ПИТАНИЯ СВАРОЧНОЙ ДУГИ | 1973 |
|
SU398368A1 |
| Устройство для автоматического отключения напряжения холостого хода источников сварочного тока | 1991 |
|
SU1815062A1 |
| ОДНОФАЗНЫЙ СВАРОЧНЫЙ ВЫПРЯМИТЕЛЬ | 1992 |
|
RU2086372C1 |
5 / j
