1
Изобретение относится к гальванотехнике и может быть использовано для непрерывного контроля толщины покрытия в процессе гальваноосажде- НИН металла в ваннах с неподвижным катодом, барабанного, колокольного и других типов, а также как составная часть автоматизированных систем управления технологическими процес- сами гальванотехники.
Цель изобретения - повышение точности контроля толщины покрытия.
На чертеже представлена блок-схем устройства для контроля толщины покрытия в процессе гальваноосаждения металла.
Устройство содержит посЛедователь
но соединенные датчик 1 тока, интегратор 2 тока, состоящий из источника 3 импульсов, ключа 4 и счетчика 5, выход интегратора 2 тока подключен к одному из входов блока 6 умножения, второй вход которого соединен с вы-, ходом сумматора 7, к входам сумматора
7подключены выходы преобразователя
8температуры и счетчика 9 времени, схему 10 сравнения, один вход кото- рой подключен к выходу блока 6 умножения, а второй - к выходу задатчика 1 1 толщины покрытия, дополнительную схему 12 сравнения, один из входов которой соединен с выходом блока
6 умножения, а второй - с вькодом задатчика 13 фактической то.шдины покрытия, причем один из выходов схемы 12 сравнения подключен к входу ключа 14, а второй выход -к шине направления счета реверсивного счетчика
15, вход которого подключен к выходу ключа 14, а выход - к входу преобразователя 16 код - напряжение, выход которого соединен с входом сумматора 7, управляющий вход ключа 14 соединен с вторым вьгходом счетчика 9 времени.
Устройство работает следующим образом.
В основном режиме контроля толщины покрытия ключ 4 замкнут, а ключ 14 разомкнут. Сигнал с датчика 1 тока поступает на интегратор 2 тока, где с помощью источника 3 импульсов преобразуется в пропорциональную частоту импульсов, которые затем подсчитываются счетчиком 5. Код с выхода счетчика.пропорциональный току через ванну, поступает на вход блока 6 умножения, напряжение на выходе которого пропорционально интегралу тока, протекающего через ванну за время от начала процесса. На второй вход блока умножения поступает напряжение с выхода сумматора 7, зависящее от температуры электролита, измеренной с помощью блока 8, и времени процесса, полученного с помощью счетчика 9 времени. В результате напряжение на выходе блока 6 умножения оказывается пропорциональным текущей толщине покрытия. Это напряжение сравнивается , с помощью схемы 10 сравнения с напряжением задатчика 11 толщины покрытия, при их равенстве схема 10 сравнения выдает сигнал об окончании прцесса и размыкает ключ 4. При этом -в счетчике 5 сохраняется код, полученный в нем к концу процесса покрытия. Неизменным остается и напряжение на выходе блока 6 умножения. Это напряжение с помощью схемы 12 сравнения сравнивается с напряжением с выхода задатчика 13 фактической толщины покрытия. Информацию о фактической толщине покрытия записывает в блок 13 оператор. Если эти сигналы не равны, т.е. фактическая толщина покрытия отличается от заданной, по сигналу с выхода схемы 12 сравнения замыкается ключ 14, на щину направления счета реверсивного счетчика 15 поступает сигнал на сложение или вычитание в зависимости от знака сигнала со схемы 12 сравнения. Через ключ 14 вход счетчика 15 соединяется с выходом счетчика 9 времени, код в счетчике 15 изменяется в сторону увеличения или уменьшения в зависимости от знака разбаланса схемы 12 сравнеУстройство для контроля толщины покрытия в процессе гальваноосаждения металла, содержащее последовательно включенные датчик тока, интегратор тока, включающий источник импульсов,и счетчик, блок умножения, выход которого подключен к одному и входов схемы сравнения, второй вход которой соединен, с выходом задатчик толщины покрытия, преобразователь температуры эле1 тролита, счетчик времени, подключенные к входу сумматора, выход которого соединен с вторым входом блока умножения, от личающееся тем, что, с цел повышения точности контроля толщины
ния. Код с выхода счетчика 15 преобразуется в пропорциональное напряже- 25 покрытия, оно снабжено дополнитель- ние с помощью преобразователя 16 код- ными реверсивным счетчиком, схемой напряжение, которое затем через сумсравнения и задатчиком фактической толщины покрытия, пpeoбpaзoвaтeлe i код-напряжение, первым и вторым ключами, причем первый ключ включен меж ду источником импульсов и счетчиком интегратора, тока, а управляющий вход подключен к выходу схемы сравнения, задатчик фактической толщины покрытия подключен к одному из входов дополнительной схемы сравнения,второй вход которой соединенс выходом блока умножения, первый выход дополнительной схемы сравнения соединен с входом реверсивного счетчика, а второй - с входом второго ключа, выход которого соединен с входом реверсивного счетчика, кроме того, второй ключ соединен со счетчиком времени, а выход реверсивного счетчика через преобразователь код - .напряжение подключен к входу сумматора.
матор 7 воздействует на блок 6 умножения, изменяя сигнал на его выходе до тех пор, пока сигналы на входах схемы 12 сравнения не сравняются после чего по сигналу с выхода ключ 14 размыкается и устройство снова переходит в основной рабочий режим.,
Так как процесс старения электролита происходит медленно, потребность в коррекции показаний устройства возникает сравнительно редко, например 1-2 раза за смену. Все остальное время информация в блоке 13 остается неизменной, и устройство работает в течение этих промежутков времени без учета старения электролита.
По сравнению с известным устройством данное устройство обеспечивает повьщ1енную точность контроля текущей
0
5
0
толщины покрытия при медленном изменении свойств электролита и улучшение за счет этого качества покрытия и экономию покрывающего металла.
Формула изобретения
Устройство для контроля толщины покрытия в процессе гальваноосаждения металла, содержащее последовательно включенные датчик тока, интегратор тока, включающий источник импульсов,и счетчик, блок умножения, выход которого подключен к одному из входов схемы сравнения, второй вход которой соединен, с выходом задатчика толщины покрытия, преобразователь температуры эле1 тролита, счетчик времени, подключенные к входу сумматора, выход которого соединен с вторым входом блока умножения, отличающееся тем, что, с целью повышения точности контроля толщины
5 покрытия, оно снабжено дополнитель- ными реверсивным счетчиком, схемой
покрытия, оно снабжено дополнитель- ными реверсивным счетчиком, схемой
сравнения и задатчиком фактической толщины покрытия, пpeoбpaзoвaтeлe i код-напряжение, первым и вторым ключами, причем первый ключ включен меж- ду источником импульсов и счетчиком интегратора, тока, а управляющий вход подключен к выходу схемы сравнения, задатчик фактической толщины покрытия подключен к одному из входов дополнительной схемы сравнения,второй вход которой соединенс выходом блока умножения, первый выход дополнительной схемы сравнения соединен с входом реверсивного счетчика, а второй - с входом второго ключа, выход которого соединен с входом реверсивного счетчика, кроме того, второй ключ соединен со счетчиком времени, а выход реверсивного счетчика через преобразователь код - напряжение подключен к входу сумматора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматическогоКОНТРОля ТОлщиНы гАльВАНОпОКРыТий | 1979 |
|
SU836245A1 |
| Устройство автоматического регулирования толщины полосы на непрерывном прокатном стане | 1987 |
|
SU1435347A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ СКОРОСТИ ТЕПЛОВОЗА С ЭЛЕКТРИЧЕСКОЙ ПЕРЕДАЧЕЙ | 2012 |
|
RU2481202C1 |
| Устройство для контроля массы осажденного металла | 1990 |
|
SU1778200A1 |
| Устройство для автоматического контроля массы осажденного металла | 1984 |
|
SU1225885A1 |
| Система позиционирования с двухзонным регулированием скорости электропривода | 1991 |
|
SU1798765A1 |
| Устройство для задания толщины гальванических покрытий | 1985 |
|
SU1298266A1 |
| Устройство стабилизации скорости осаждения металла в гальванической ванне | 1989 |
|
SU1633018A2 |
| Цифровой измеритель симметричных составляющих трехфазной сети | 1982 |
|
SU1056081A1 |
| Устройство для управления летучими ножницами сортопрокатных и трубных станов | 1976 |
|
SU656754A1 |
Изобретение относится к оборудованию для гальванотехники и может быть использовано для контроля толщины покрытия. Цель изобретения - повышение точности контроля толщины покрытия. Устройство содержит лос- ледовательно соединенные датчик тока 1, интегратор тока 2, состоящий из источника импульсов 3, ключа 4 и счетчика 5, выход интегратора тока 2 подключен к одному из входов блока умножения 6, второй вход которого соединен с выходом сумматора 7, к входам сумматора 7 подключены вькоды преобразователя температуры 8 и счет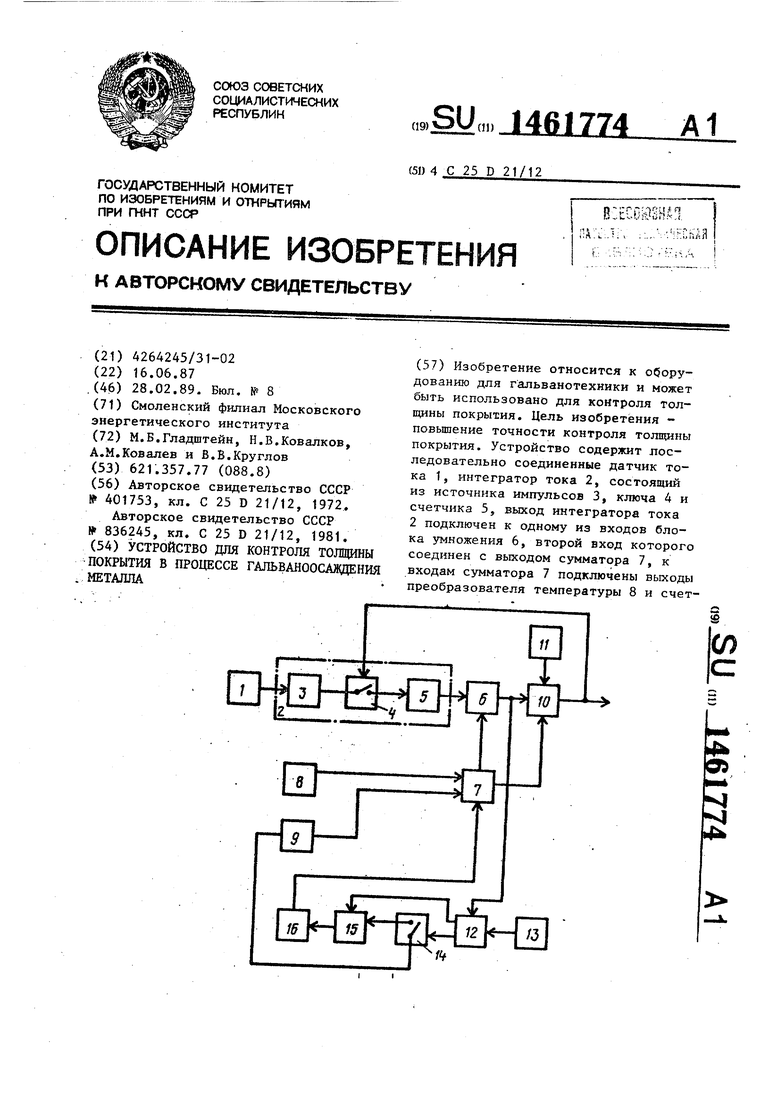
| 0 |
|
SU401753A1 | |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Устройство для автоматическогоКОНТРОля ТОлщиНы гАльВАНОпОКРыТий | 1979 |
|
SU836245A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
