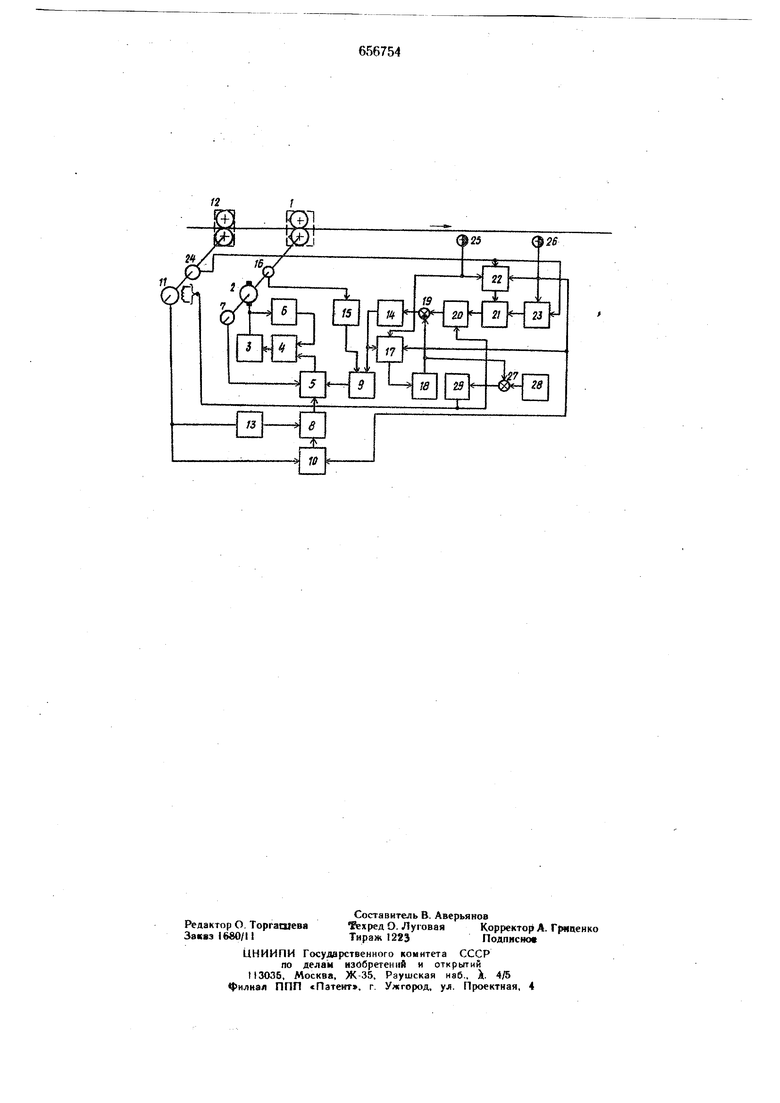
(54) УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ЛЕТУЧИМИ НОЖНИЦАМИ СОРТОПРОКАТНЫХ И ТРУБНЫХ СТАНОВ PDCTII ножей и проката имеет моею и но игорому входу - - задания скорости, так как напряжение тахогенератора, являющееся заданием по скорости, не соответствует лейстнительному значению скорости проката при изменении катаюп1его диаметра ва,1ков к,пети. Это приводит к он1ибке пореза проката, которая может быть устранена при условии обеспечения нропорпиональности пап1)яже(гия тахогеператора первой производной задания по пути, что и нарупьчется в известном устройстве при изменении катающего диаметра валков клети. Целью изобретения является повышение качества и точности реза проката за счет обеспечения синхронизации по скорости ножей и проката при резе с учетом изменения диаметра валков стана. Цель достигается тем, что устройство для управления летучими ножницами сортопрокатных и трубных станов содержит узел сравнения, соединенный первым входом с цифроаналоговым преобразователем, операционный усилитель, соединенный с узлом сравнения, входной ключ, информационный вход которого объединен с операционным усилителем и входом регулятора положения, а управляющие входы входного ключа соединены с первым и вторым фотодатчиками, интегратор, присоединенный входом к входному ключу, при этом выход интегратора под ключей к второму входу узла сравнения. Кроме того, с целью исключения влияния погрешности скорости проката на точность реза оно снабжено задатчиком тока возбуждения тахогенератора, сумматором, первый вход которого соединен с задатчиком тока возбуждения тахогеиератора, а второй вход с интегратором, усилителем мощности, подключенным к сумматору, при этом вход уси пителя мощности соединен с обмоткой возбуждения тахогенератора и входом питания цифроаналогового преобразования. На чертеже изображена блок-схема устройства. Летучие ножницы I приводятся во вращение двигателем 2 постоянного тока, питание которого производится от преобразователя 3. Вход преобразователя соединен с выходом регулятора 4 тока, входы которого присоединены к выходам регулятора 5 скорости и датчика 6 тока. Входы регулятора скорости присоединены к выходам датчика 7 скорости ножниц, задатчика 8 интенсивности и регулятора 9 положения. Осиовиой в.хоя задатчика интенсивности через управляющий ключ 10 соединен с тахогенератором II выдающей клети 12, а управляющий вход задатчика 8 интенсивности с тем же тахогенератором, но через квадратор 13. Входы регулятора 9 положения соединены с выходом операционного усилителя 14 и через нели нейиый блок 15,Осуществляющий операцию извлечения квадратного корня, с выходом датчика 16 гкхюжония, отсчитывающего путь проходимый ножницами от исходного положения до реза. В.ходьой ключ 17 соединен с операционным уси,пителем 14,.а выход входного ключа соединен с интегратором 18, который присоединен на вычитающий вход узла 19 сравнения. Суммирующий вход узла сравнения соединен с выходом цифроаналогового преобразователя 20, разряды которого подключены к реверсивному счетчику 21, на основной и реверсивный вход которого через ключ 22 и схему 23 совпадения подаются импульсы от генератора 24 импульсов, установленного на валу выдающей клети 12. Управляющий вход ключей 22 и 17 соединен с выходом фотодатчика 25, расположенного за ножницами по линии движения проката, а запирающий вход ключа 22 с фотодатчиком 26, расположенного за фотодатчиком 25 на определенном базовом расстоянии. Управляющие входы схемы 23 совпадения и ключей 10 и 17 соединены также с фотодатчикЬм 26, подающего команду на заftycK ножниц, или с каким-либо другим устройством, осуществляющим эту операцию, например командным измерителем дланы проката. Выход интегратора 18 присоединен на второй вход сумматора 27, а его первый вход соединен с задатчиком 28 тока возбуждения. Выход сумматора присоединен к входу усилителя 29 мощности, выход которого подключен 1 обмотке возбуждения тахогенератора 1I и входу питания (или входу стабилизатора vTOKa) цифроаиалогового преобразователя 20. Устройство работает следующим образом. При прохождении переднего конца проката линии установки фотодатчика 25 открыт ваются ключи 22 и 17, импульсы от генератора 24 импульсов поступают на вход сложения реверсивного счетчика 21. В каждый момент времени в этом счетчике запксан о число соответствующего пути проката, пройденного за линию фотодатчика 25, а на выходе Цифроаналогового преобразователя 20 это же число в аналоговом виде, которое через сумматор 27 и операционными усили.: тельЛ4 поступает на выход интегратора 18, выходное напряжение которого через ключ вычитается из напряжения цифроаналогового преобразователя в узле 19 сравнения Таким образом в каждый момент времени пока открыт ключ 17 напряжение заДания пути на выходе операционного усилителя 14 равно нулю. В момент прохождения передним КОН1ЮМ проката линии фотодатчика 26 ключ 22 закрывается. В реверсивном счетчике 21 в момент оказывается выраженное в импул1.сах генератора 24 импульсов число, соответствующее заданному пути проката от запуска до реза. Если катающий диаметр не изменится от первоначальной настройки Dfrtfi 7ввх, где Ztntx - максимальное количество импульсов, записанное в реверсивном .счетчике 21. соответствующее минимальному катающему диаметру валков клети; Dtnm -величина, Взятая за первоначальс ную настройку), то на выходе цифроаналогового преобразователя 20 напряжение будет равно нулю, так входы его присоединены к инверсным входам счетчика 21 и-катающий диаметр соответствует первоначальной на стройке. Если катающий диаметр изменяется от первоначальной настройки, напряжение будет првпорциональнр величине этого отклонення. На вычитающем входе узла 19 сравнения при этом такой же уровень напряжения, но другой полярности. Это напряжение пропорциональное отклонению катающего диаметра с инте ратора 18 подается как поправка и задание тока возбуждения на сумматор 27. Величина тока возбуждения устанавливается задатчиком 28 тока возбуждения (тахогенератора)- Скорректированное задание тока возбуждения с сумматора 27 подается на вход усилителя 29 мощности, выходное напряжение которого подается на обработку возбуждения тахогенератора 11 и на вход питания цифроаналогового преобраэовате.ля 20. При автономном источнике питания цифроаналогового преобра зоватёл я 2о это напряжение может подаваться на вход стабилизатора тока, питающего весовые сопротивления этого преобразователя. В момент поДачи импульса на ножниц 1 на управляющие входы схемы 23 совпадения, ключей 10 и 17 поступает сигнал, который разрешает прохождение импульсов с генератора 24 импульсов через схему 23 совпадения на вход реверсивного счетчика 21, этот же сигнал отпирает ключ 10 и Q , BXOU задатчика 8 интенсивности присоедиОЛи.и Оа.ци 1 -1ГШС1 чч.ч,, V, .ь V-f няется к тахогенератору II, при этом запирается ключ 17 и напряжение на интеграторе 18 запоминается до следующего цикла. Напряжение на выходе тахогенератора 11, подаваемое на задатчик 8 интенснвнхкти через квадратор 13 н ключ 10 пропорционально фактической скорости проката, поэтому скоростная ощибка по пути, вызванная изменением катающего диаметра, отсутствует. Задание по пути подаваемого на вход регулятора 9 положения с операционного усилителя 14 также скорректировано с учетом катающего диаметра валков н изменяется от нуля до максимального .значения линейно, т.е производная от падания пимутн при резе (скорость) пропорцнональна скорости проката. Предлагаемое устройство для управления летучими ножницами сортопрокатных н трубных станов позволяет обеспечить лучщее качество реза проката за счет обеспечения синхронизации по скорости ножей и проката, а также повысить точность реза за счет исключения влияния погрешностей измерения скорости npoKata, вызванной изменением катающего диаметра валков Это позволит увеличить выпуск годного проката на. 2-5%. Формула изобретения Устройство для управления летучими ножницами сортопрокатных и трубных станов по авт. св. № 546439, отличающееся тем, что, с целью повыщения качества и точности реза проката за счет обеспечения синхронизации по скорости ножей и проката при резе с учетом изменения диаметра валков стана, включены узел сравнения, соединенный первым входом с цифроаналоговым преобразователем, операционный усилитель, соединен « сравнения, входной ключ, ннфор«ационныи вход которого объединеи-с oneрационным усилителем и входом регулятора положения, а управляющие входы входного ключа соединены с первым и вторым фотодатчиками, интегратор, присоединенный вхо... « входному ключу, при этом выход ин егратора подключен к второму входу узла сравнения. 2. Устройство по п. I, отличающееся тем, что, с целью исключения влияния погрещности скорости проката на точность реза, оно , rU fi-JfOUn 1 El П Q TU U ТПЧ И DniAvUf nOUUO ТО. снабжено задатчиком тока возбуждения тахогенератора, сумматором, первый вход которого соедннен с задатчиком тока возбуждения тахогенератора, а второй вход с интегратором, усилителем мощности, подключенным к сумматору, при этом выход усилителя мощности соединен с обмоткой возбуждения тахогенератора и входом питания цифроаналогового преобразователя. Источники информации, принятые во внимание при экспертизе I. Авторское свидетельство СССР Д6. 546439, кл. В 23 D 25/00, 1974.
Ш
fB,
ш :
w
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления летучими ножницами сортопрокатных и трубных станов | 1974 |
|
SU546439A1 |
| Устройство для управления летучими ножницами | 1976 |
|
SU733888A1 |
| Устройство управления летучими ножницами | 1984 |
|
SU1234072A1 |
| Устройство управления летучими ножницами | 1984 |
|
SU1232395A1 |
| Устройство управления летучими ножницами | 1984 |
|
SU1299717A1 |
| Устройство управления летучими ножницами | 1983 |
|
SU1159733A1 |
| Устройство согласования скоростей проката и вращения барабана летучих ножниц | 1979 |
|
SU872066A1 |
| Система управления приводом летучих ножниц | 1987 |
|
SU1523269A1 |
| Устройство управления летучими ножницами | 1987 |
|
SU1551478A2 |
| Система регулирования натяжения полос | 1980 |
|
SU931254A1 |