Устройства для безкоитактного замера диаметра отверстия в процессе его хонингования по изменению давления жидкости, в частности охлаждающей, подаваемой соплами, известны.
Отличительной особенностью предлагаемого устройства того же типа является монтирование сопел в полом кольце над обрабатываемым изделием но окружности против абразивных брусков для взаимодействия с ними подаваемой жидкости в моменты перебега. Такое выполнение предлагаемого устройства обеспечивает онределение диаметра отверстия путем замера диаметра абразивных брусков, что .особенно облегчает замер отверстий малого диаметра.
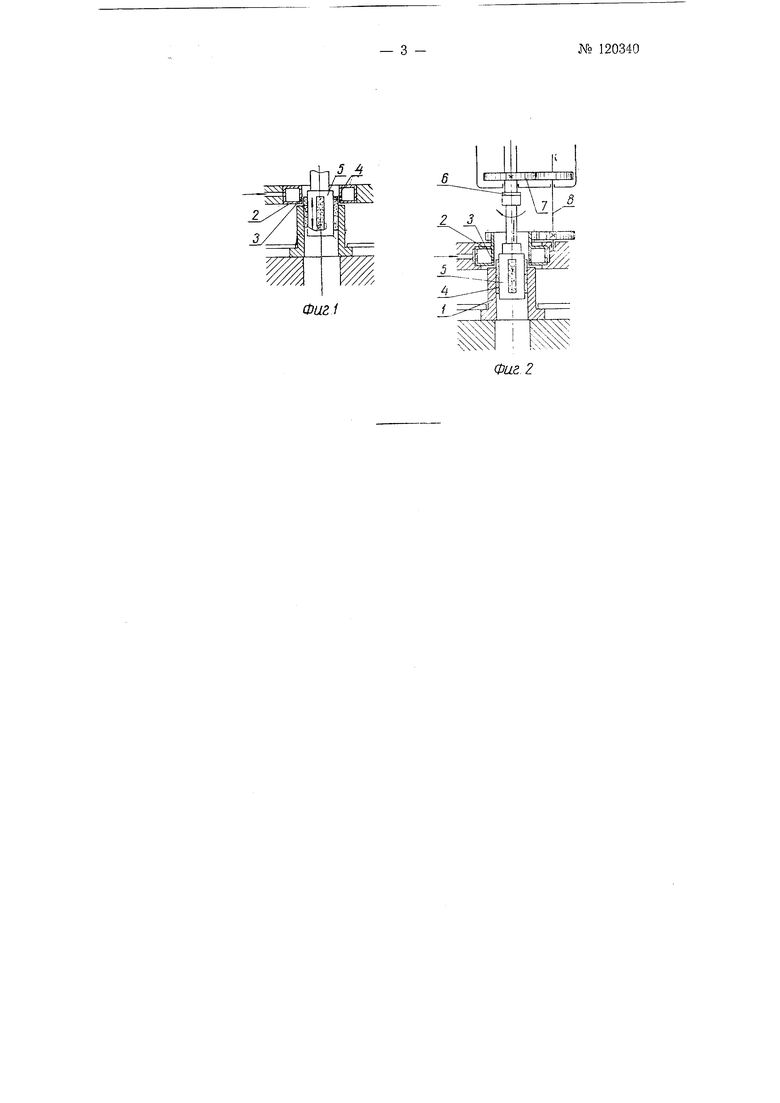
Предлагаемое устройство схематически ноказано на фиг. 1 и 2 в двух формах выполнения.
Над обрабатываемой заготовкой / (фиг. 1) устанавливают полое кольцо 2 с соплами 3, через которые пропускается охлаждающая жидкость, например керосин. Внутренний размер кольца на 0,1-0,2 мм больще номинального размера обрабатываемого отверстия. Количество сопел равно количеству брусков 4 xoiia 5. При возвратно-поступательном и вращательном движениях хона 5 абразивные бруски 4, которые
« 11
выходят из обраоатываемого отверстия на - -. своей длины (неребег), периодически устанавливаются против сопел 3, увеличивая сопротивление проходу керосина.
По мере снятия прннуска диаметр хона 5 увеличивается, расстояние между бруском 4 и сонлом 3 уменьшается н давление в сети керосина увеличивается. Настраивая дифференциальную систему для измерения давления керосина на определенное давление, тгетрудно обеспечить срабатывание датчика измерительной системы н откл очемие стано 4
№ 120340- 2 -
ка по достижении заданного размера. Благодаря тому, что сопла расположены по окружности, суммарное сопротивление сопел при смещении хона будет постоянным.
Так как частота импульсов (перекрытий сопел брусками), равная Z п (z-число брусков, п-число оборотов хона в мин.), может достигнуть довольно значительной величины, датчик должен быть построен таким образом, чтобы он мог замерить кратковременный импульс изменения давления, а инерционность его должна быть достаточно малой.
На фиг. 2 показана другая форма выполнения устройства, согласно которой кольцо 2 с соплами 3 получает вращение от щпинделя 6 через передачи 7 и щлицевой вал 8 таким образом, чтобы число оборотов кольца 2 и хона 5 было одинаковым. При этом оси бруска и сопла всегда будут находиться в одной вертикальной плоскости. Такая схема упрощает конструкцию датчика, который должен воспринять не кратковременный импульс, а будет производить непрерывный замер во время перебега, т. е. выхода брусков вверх из обрабатываемого отверстия.
Предмет изобретения
1.Устройство для бесконтактного замера диаметра отверстия в процессе его хонингования по изменению давления жидкости, в частности охлаждающей, подаваемой соплами, отличающееся тем, что, с целью определения диаметра отверстия путем замера диаметра абразивных брусков и обеспечения этим возможности замера отверстий малых диаметров, сопла монтированы над обрабатываемым изделием в полом кольце по окружности против абразивных брусков для взаимодействия с ними в моменты перебега.
2.Форма выполненияустройства по п. 1, отличающаяся тем, что полое кольцо с соплами сделано вращающимся вместе с хоном, с целью обеспечения непрерывного замера брусков при их перебеге.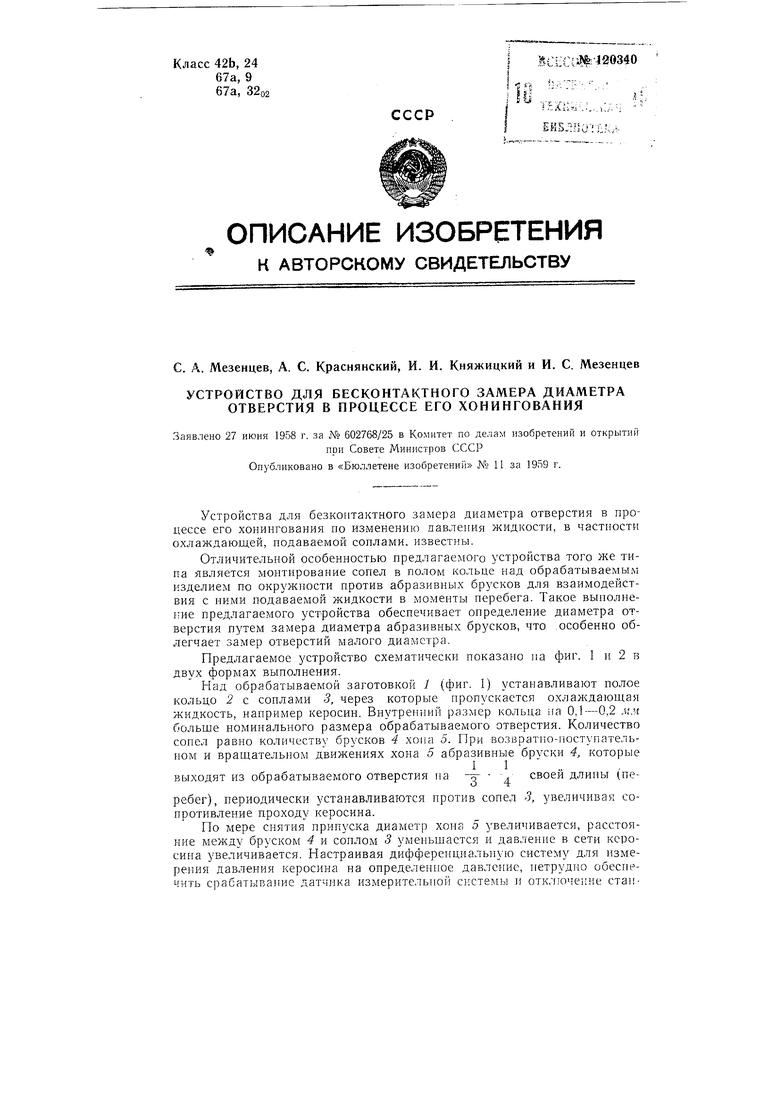
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для притирки отверстий | 1959 |
|
SU127586A1 |
| Вертикальный бесколонный станок для хонингования точных отверстий малого диаметра и небольшой длины | 1961 |
|
SU148338A1 |
| КОМБИНИРОВАННЫЙ ШЛИФОХОНИНГОВАЛЬНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2253561C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ | 1998 |
|
RU2121422C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ШЛИФОХОНИНГОВАНИЯ | 2004 |
|
RU2252854C1 |
| ГИБКИЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2012 |
|
RU2524455C2 |
| Пневматическое устройство для замера диаметра отверстия в процессе его хонингования | 1961 |
|
SU146204A1 |
| СПОСОБ ХОНИНГОВАНИЯ ОТВЕРСТИЙ | 2012 |
|
RU2497651C1 |
| Способ хонингования | 1991 |
|
SU1781012A1 |
| Устройство для электрохимического хонингования внутренних цилиндрических поверхностей | 1981 |
|
SU1046057A1 |