1
Изобретение относится к контрольно-сортировочной технике в машиностроении, в частности к устройствам дпя сортировки стеклянных цилиндрических деталей, и может быть использовано в различных отраслях промьш - ленности, в том числе и в легкой промышленности.
о Цель изобретения - упропоние конструкции и повышение надежности.
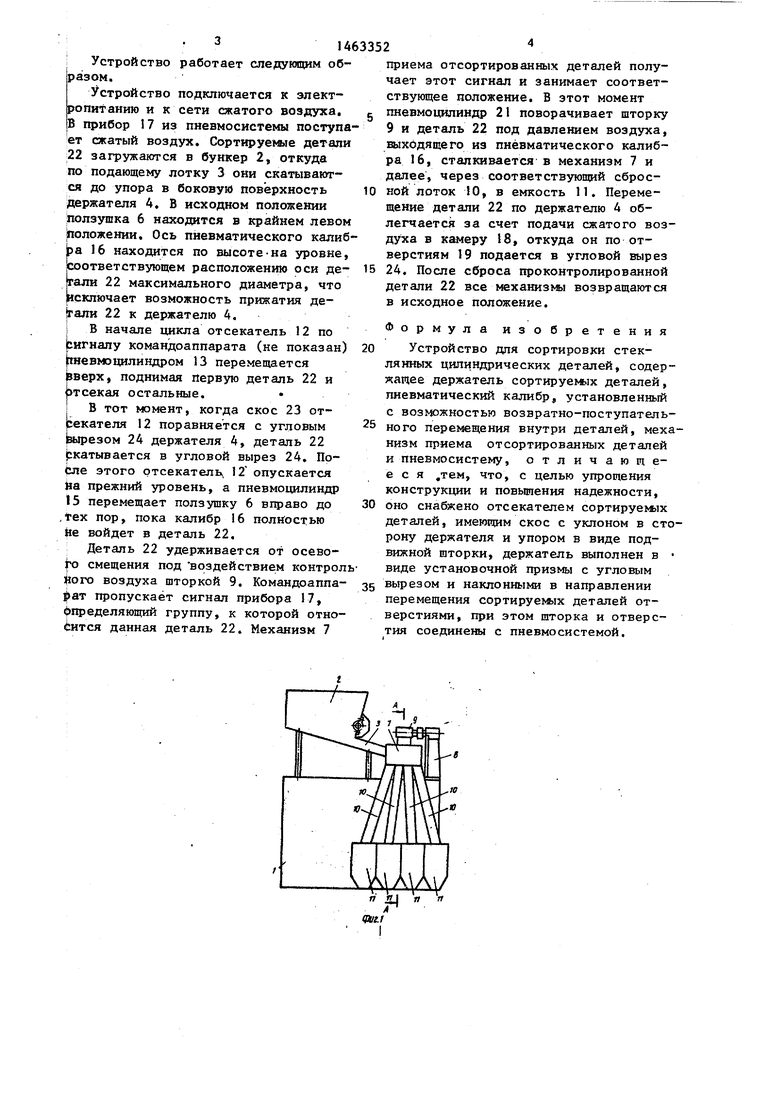
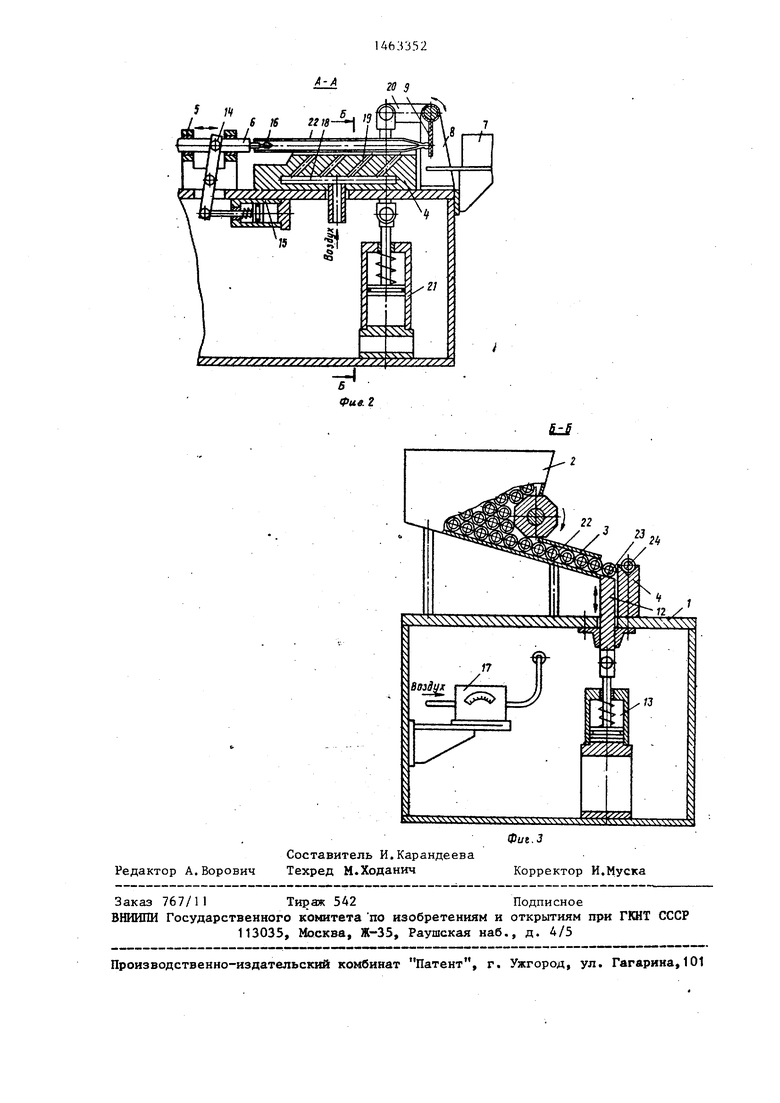
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг.2- разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2.
Устройство состоит из станины 1, на которой установлены бункер 2, подающий лоток 3, держатель 4 сортируемых деталей, направляющая 5, ползушки 6, механизм 7 приема отсортированных деталей и опора 8 шторки 9. От механизма 7 в соответствии с количеством групп сортировки отходят сбросные лОтки 10, оканчивающиеся емкостями М. В зазоре между подающим лотком 3 и держателем 4 располагается отсекатель 12, связанный со своим пневмоцилиндром 13. Ползушка 6 рычажной системой 14 соединена с пневмоцилиндром 15. На одном торце ползуш- .ки 6 закреплен пневматический калибр 16, а на другом - шланг (не показан), соединяющий калибр 16 с прибором 17 контроля. В держателе 4 имеется камера 1 8 и наклонные отверстия 19. Штор- ка 9 рычажной системой 20 соединена с пневмоцилиндром 2).
«
Од СО СО СП
ю
I Устройство работает следукнцим образом.
Устройство подключается к электропитанию и к сети сжатого воздуха. В прибор 17 из пневмосистемы поступает сжатый воздух. Сортируемые детали 22 загружаются в бункер 2, откуда по подающему лотку 3 они скатываются до упора в боковую поверхность держателя 4. В исходном положении {ползушка 6 находится в крайнем левом положении. Ось пневматического калиб- |ра 16 находится по высоте-на уровне,
1463352
приема отсортированных деталей получает этот сигнал и занимает соответствующее положение. В зтот момент
g пневмоцилиндр 21 поворачивает шторку 9 и деталь 22 под давлением воздуха, алходящего из пневматического калибра 16, сталкивается в механизм 7 и далее, через соответствующий сброс10 ной лоток 10, в емкость 11. Перемещение детали 22 по держателю 4 облегчается за счет подачи сжатого воз духа в камеру 18, откуда он по отверстиям 19 подается в угловой вырез
ответствующем расположению оси де- 15 24. После сброса проконтролированной
|гали 22 максимального диаметра, что исключает возможность прижатия дергали 22 к держателю 4. I В начале цикла отсекатель 12 по {сигналу командоаппарата (не показан) 1невмоцилиндром 13 перемещается IsBepx, поднимая первую деталь 22 и |зтсекая остальные.
I В тот момент, когда скос 23 от- |секателя 12 поравняется с угловым бырезом 24 держателя 4, деталь 22 |:катывается в угловой вырез 24. По- Ые этого ртсекатель 12 опускается Йа прежний уровень, а пневмоцилиндр 15 перемещает ползушку 6 вправо до ,tex пор, пока калибр 16 полностью йе войдет в деталь 22.
Деталь 22 удерживается от осево- tx смещения под воздействием контроль Його воздуха шторкой 9. Командоаппа- рат пропускает сигнал прибора 17, |)пределяющий группу, к которой отно- «Ьится данная деталь 22. Механизм 7
детали 22 все механизьы возвращаются в исходное положение.
Формула изобретения
20 Устройство дпя сортировки стеклянных цилиндрических деталей, содер жащее держатель сортируе№1х деталей, пневматический калибр, установленный с воз «эжностью возвратно-поступатель
25 кого перемещения внутри деталей, мех низм приема отсортированных деталей и пневмосистему, отличающееся .тем, что, с целью упрощения конструкции и повьгоения надежности,
30 оно снабжено отсекателем сортируем 1х деталей, имеющим скос с уклоном в ст рону держателя и упором в виде подвижной шторки, держатель выполнен в виде установочной призмы с угловым
35 вырезом и наклонными в направлении перемещения сортируемых деталей отверстиями, при этом шторка и отверстия соединемя с пневмосистемой.
приема отсортированных деталей получает этот сигнал и занимает соответствующее положение. В зтот момент
пневмоцилиндр 21 поворачивает шторку 9 и деталь 22 под давлением воздуха, алходящего из пневматического калибра 16, сталкивается в механизм 7 и далее, через соответствующий сбросной лоток 10, в емкость 11. Перемещение детали 22 по держателю 4 облегчается за счет подачи сжатого воздуха в камеру 18, откуда он по отверстиям 19 подается в угловой вырез
24. После сброса проконтролированной
24. После сброса проконтролированной
детали 22 все механизьы возвращаются в исходное положение.
Формула изобретения
Устройство дпя сортировки стеклянных цилиндрических деталей, содержащее держатель сортируе№1х деталей, пневматический калибр, установленный с воз «эжностью возвратно-поступателького перемещения внутри деталей, механизм приема отсортированных деталей и пневмосистему, отличающееся .тем, что, с целью упрощения конструкции и повьгоения надежности,
оно снабжено отсекателем сортируем 1х деталей, имеющим скос с уклоном в сторону держателя и упором в виде подвижной шторки, держатель выполнен в виде установочной призмы с угловым
вырезом и наклонными в направлении перемещения сортируемых деталей отверстиями, при этом шторка и отверстия соединемя с пневмосистемой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для селективной сортировки шариков | 1989 |
|
SU1694248A1 |
| АВТОМАТ ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ КОЛЕЦ ПОДШИПНИКОВ | 1991 |
|
RU2016673C1 |
| УСТРОЙСТВО ДЛЯ СОРТИРОВКИ ПЛОСКИХ ДЕТАЛЕЙ | 1992 |
|
RU2060841C1 |
| Устройство для сортировки цилиндрических деталей | 1979 |
|
SU782893A1 |
| Устройство для поштучной выдачидЕТАлЕй | 1979 |
|
SU841913A1 |
| Устройство для сортировки по линейным размерам стержневых изделий ступенчатой формы | 1986 |
|
SU1395388A1 |
| Устройство для сортировки деталей по диаметру отверстия | 1979 |
|
SU902864A1 |
| Устройство для сортировки и стопировки листового материала | 1985 |
|
SU1284913A1 |
| Линия для изготовления изделий из термопластов | 1989 |
|
SU1666334A1 |
| Устройство для сортировки стержневых деталей ступенчатой формы | 1982 |
|
SU1066673A1 |
Изобретение относится к.контрольно- сортировочной технике в машиностроении, в частности к устройствам для сортировки стеклянных цилиндрических деталей, и может быть использовано в различных отраслях промышленности, в том числе и в легкой проfe mneHHOCTH. Отсекатель по сигналу командоаппарата пневмоциливдром перемещается вверх, поднимая первую деталь и отсекая остальные. Затем, когда скос отсекателя поравняется с угловым вьфезом держателя, деталь скатывается в него, пневматический калибр вводится внутрь детали, которая удерживается от осевого смещения шторкой. Перемещение детали по держателю облегчается за счет подачи сжатого воздуха в камеру по наклонным в направлении перемещения детали отверстиям. Командоаппарат пропускает в камеру сигнал прибора, определяющ группу, к которой относится сортируемая деталь. Отсортированные детали поступают в механизм приема, 3 ил. i (Л
п ij
п ff
К-А
23
2tf
| МНОГОПОЗИЦИОННЫЙ ПОЛУАВТОМАТ ДЛЯ КОНТРОЛЯ | 0 |
|
SU254035A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
