Изобретение относится к контрол но-сортировочной технике в машиностроении и может быть использовано для сортировки стержневых ступенча тых деталей. Известно устройство для сортиро ки стержневых деталей ступенчатой формы, содержащее механизм загрузки, емкость с калибрующими окнами установленную с возможностью повор та на 180° вокруг горизонтальной оси, и бункеры для рассортированны деталей СЦ. Недостсхтком такого устройства является невозможность сортировки многоступенчатых деталей с небольшими отличиями -ступеней по диаметЦелью изобретения является расширение технологических возможностей. Указанная цель достигается тем, tTO в устройстве для сортировки стержневых деталей ступенчатой фор мы,, содержащем механизм загрузки емкость с калибрующими окнами, установленную с возможностью поворота на 180° вокруг горизонтальной оси, и бункеры для рассортированны деталей, емкость содержит плиту с вертикальными каналами, смонтирова ный над ней ловитель с гнездами, подпружиненную пластину со сквозны ми отверстиями и продольными сквоз ными пазами, установленную в плите свободно с возможностью возвратнопоступательного перемещения в направлении, параллельном сквозным па зам, и закрепленную под плитой пл -тину с калибрующими пазами, при этом каналы плиты, отверстия подпр жиненной пластины и гнезда ловителя расположены соосно и ориентиро ны вдоль осей продольных калибрующих пазов и пазов в подпружиненной пластине. На фиг, 1 изображено устройство общий вид на фиг. 2 - сечение Л-Л на фиг. 1; на фиг, 3 - положение сортируемых деталей после их загруз ки в устройство; на фиг. 4 - разрез Б-Б на фиг. 3; на фиг. 5 и 6 - поло жение сортируемых деталей после их разделения. Устройство содержит плиту 1 с ка налами 2 и направляющими 3, ловител 4 с гнездами 5, направляющим пазом 6 и ограничителем 7, линейку 8. с ок нами 9, захватами 10, пазом 11, пластину 12 с калибрующими пазами 13 и пружину 14. Линейка 8 установлена в направляющем пазу 6 и имеет контакт с плоской пружиной 14. Окна 9 и захваты 10 смещены один относительно другого на в.еличину хода линейки В. Ловитель 4 имеет ограничитель 7 хода линейки 8. Гнезда 5 ловителя 4, захваты 10 линейки 8, каналы 2 плиты 1 и пазы 13 пластины 12 расположены соосно. Устройство работает следующим образом. В исходном положении устройства с помощью, например, группового захвата, который базируется на направляющие 3, детали 15 и 15сх через гнезда 5 ловителя 4, вводятся в каналы 2. После освобождения захватом детали 15 и ISo, под действием собственного веса занимают положения, соответствующие фиг. 3 и 4. Детали 15 под действием силы тяжести входят своим концом в пазы 13 до соприкосновения головки Г с захватами 10 линейки 8. Детали 15а под действием силы тяжести соприкасаются с пазами 13, а головки Г деталей 15а не касаются линейки В. Для .сортировки деталей 15 и 15 оператор нажимает на выступ Б линейки 8 и перемещает ее до упора. При этом окна 9 линейки В устанавливаются соосно каналами 2, а детали 15 под действием силы тяжести входят Глубже в пазы 13 до соприкоснове:ния поверхности Д с пластиной 12. Головки Г деталей 15 оказываются под линей сой 8. Затем линейку 8 отпускают. Под действием пружины 14 линейка 8 возвращается в исходное положение. При этом захваты 10 линейки 8 устанавливаются соосно каналам 2 плиты 1, т.е. захваты 10 удерживают детали 15. .Для выпуска отсортированных деталей 15 и 15О, из устройства его переворачивают на 180, и детали 15OL под действием силы тяжести выходят из каналов 2. Воздействием на выступ 3 линейки 8 вновь перемещают ее до упора. Окна 9 линейки 8 устанавливаются соосно каналам 2 плиты 1, детали 15 перестают, удерживаться захватами 10 и под действием силы тяжести выходят из каналов 2. Затем устройство вновь -загружается деталями.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для контроля и сортировки цилиндрических деталей | 1983 |
|
SU1148656A1 |
| Устройство для сортировки деталей по диаметру отверстия | 1979 |
|
SU902864A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1986 |
|
SU1333527A1 |
| Устройство для групповой загрузки деталей | 1978 |
|
SU753595A1 |
| Устройство для групповой загрузки деталей | 1973 |
|
SU450699A1 |
| Устройство для сборки резьбовых соединений | 1988 |
|
SU1512749A1 |
| Устройство для ориентации деталей | 1990 |
|
SU1757843A1 |
| Роторно-цепная линия | 1983 |
|
SU1151426A1 |
| Устройство для загрузки деталей | 1978 |
|
SU859106A1 |
| Автооператор | 1980 |
|
SU891328A1 |

УСТРОЙСТВО ДЛЯ СОРТИРОВКИ CTEP)KtlEBt,IX ДЕТАЛЕЙ СТУПЕНЧАТОП ФОРMJ, содержащее механизм загрузки, емкость с калибрующими окнами, установленную с возможностью поворота на 180° вокруг горизонтальной оси, и бункеры для рассортированных деталей, отличающеес я тем, что, с целью расширения технологических возможностей, емкость содержит плиту с вертикальными каналами, смонтированный над ней ловитель с гнездами, подпружиненную пластину со сквозныт- и отверстиями и продольными сквозньили пазами, установленную в плите свободно с возможностью возвратно-поступательного перемещения в направлении, параллельном скв.озныгл пазам, и закрепленную под плитой пластину с калибрующими пазами, при этом каналы плиты, отверстия подпружиненной пластины и гнезда ловителя располохены соосно и ориентированы вдоль осей продольных калибрующих пазов и пазов в подпружиненной плас- g тине. (Л з: X :АЭ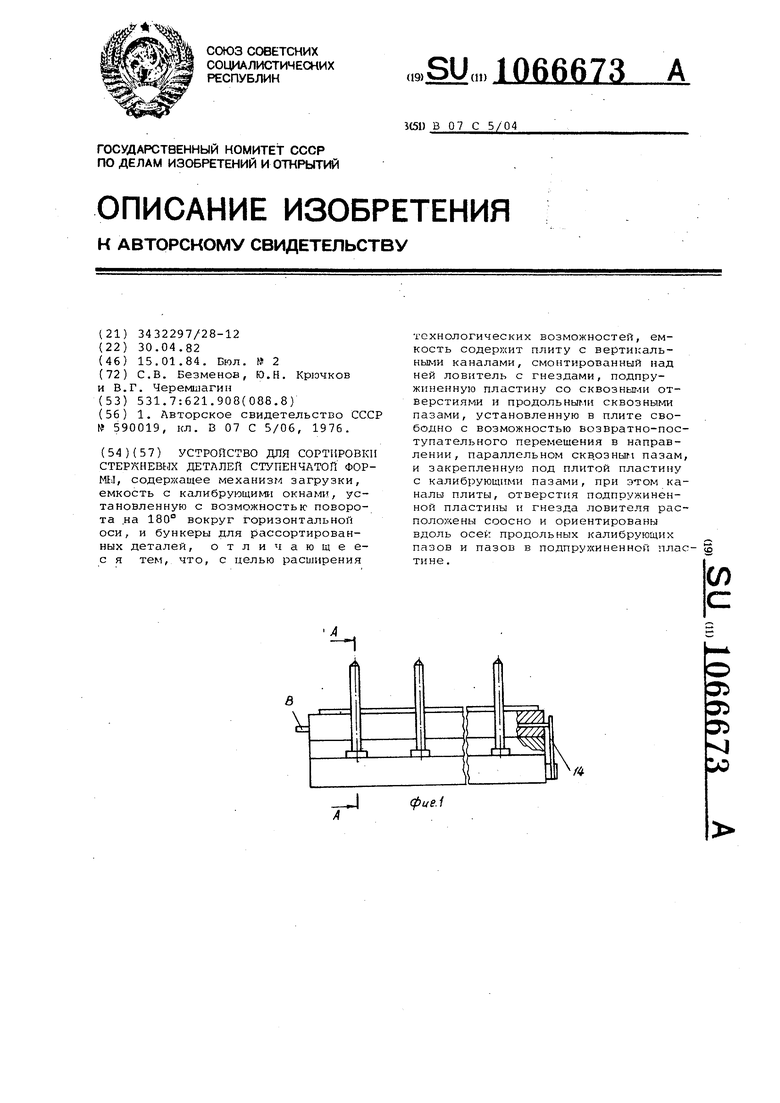
В-Б /5
(pus.5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автомат для сортировки гвоздей | 1976 |
|
SU590019A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
