Изобретение относится к оборудованию для переработки пластмасс и может быть использовано для изготовления тонкостенных полузакрытых профилей и термопластичных материалов путем экструзии в химической промышленности.
Цель изобретения - расширение технологических возможностей линии за счет обеспечения формования тонкостенных полузакрытых профилей с загнутой нижней кромкой.
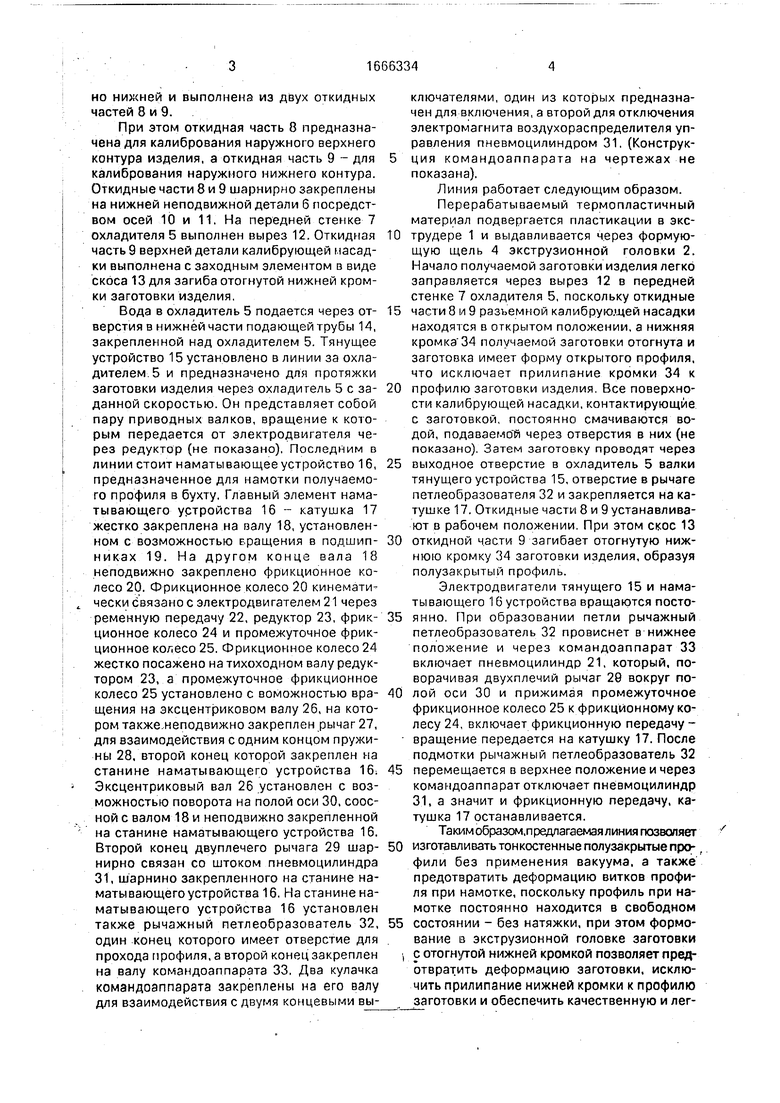
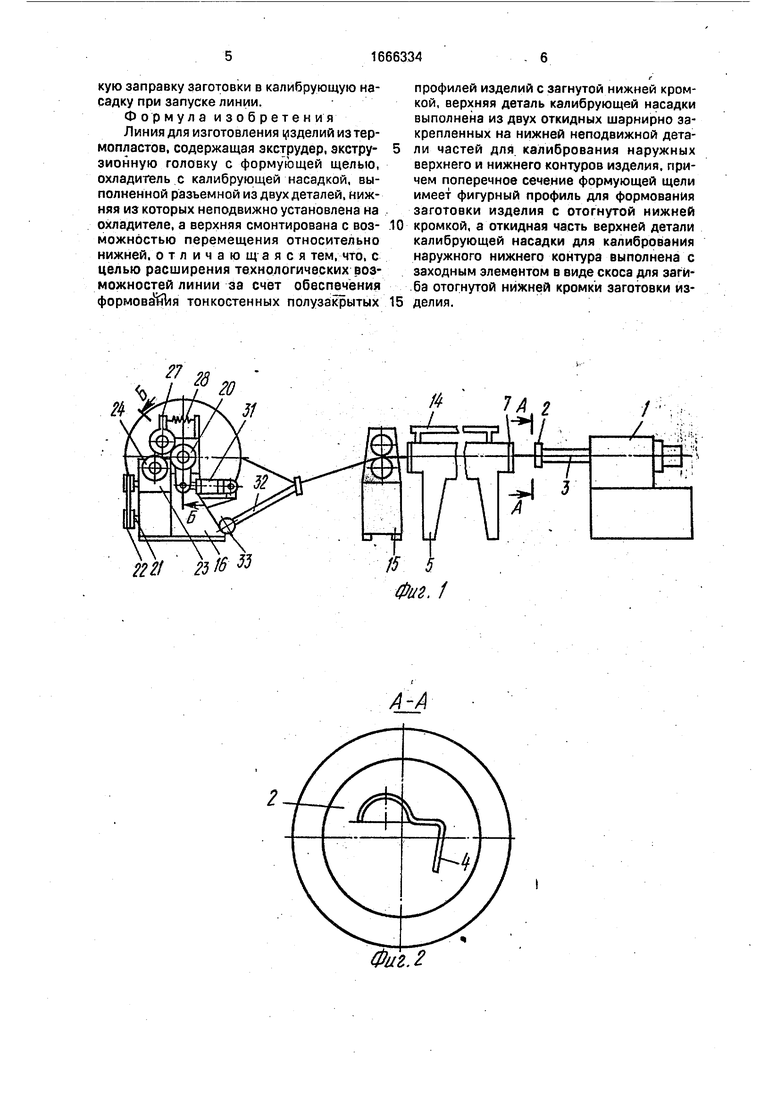
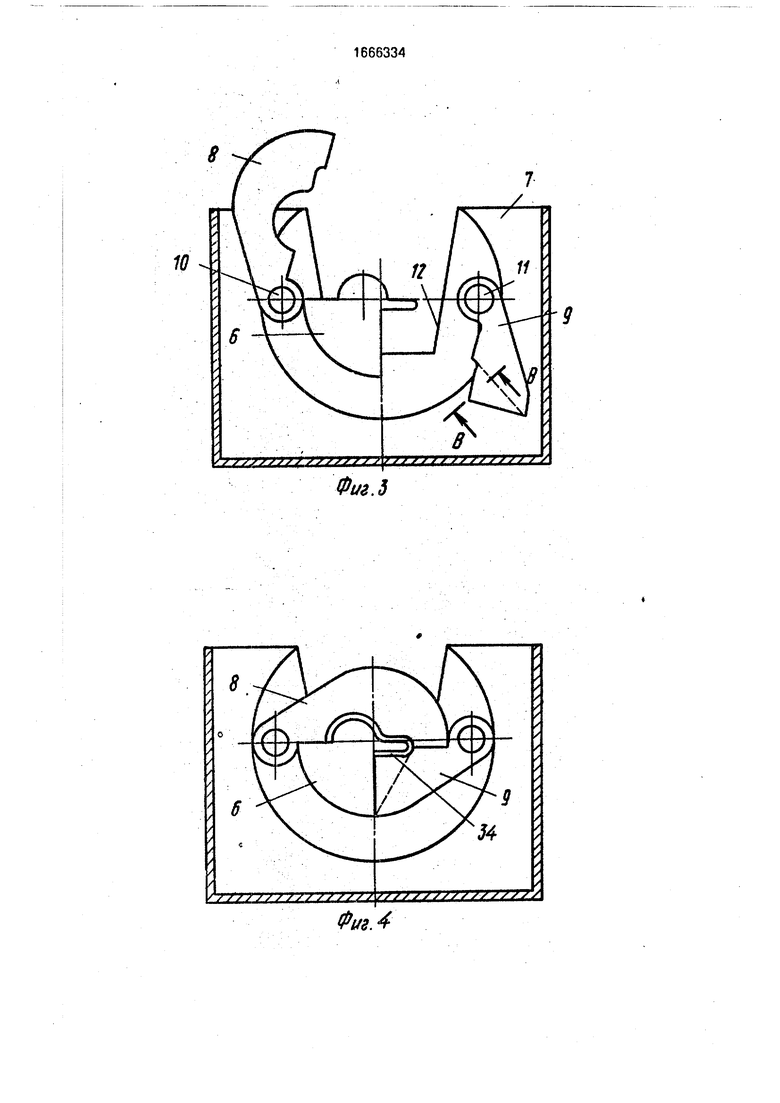
На фиг.1 схематически показано расположение обрудования линии; на фиг.2 - разрез А-А на фиг.1; на фиг.З и 4 - калибрующая насадка охладителя в открытом и рабочем положении (вид изнутри ванны охладителя);
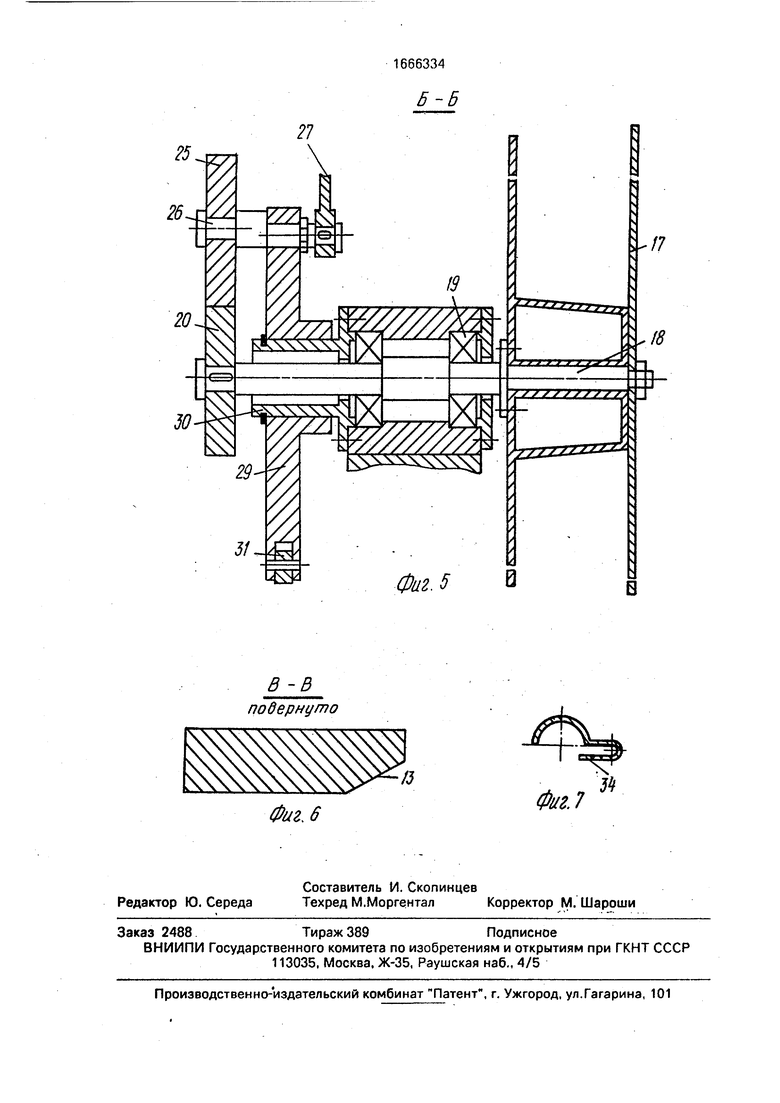
на фиг.5 - разрез Б-Б на фиг 1; на фиг.б - разрез В-В на фиг.З; на фиг,7 - профиль изделия, поперечный разрез.
Линия для изготовления изделий из термопластов содержит экструдер 1, экструзионную головку 2 с переходником 3 и формующей щелью 4, поперечное сечение которой имеет фигурный профиль для формования заготовки изделия с отогнутой нижней кромкой. Охладитель 5 снабжен резьемной калибрующей насадкой, выполненной из двух деталей. Нижняя деталь б неподвижно закреплена на передней стенке 7 охладителя 5, а верхняя смонтирована с возможностью перемещения относительО
о
ON CJ GJ
но нижней и выполнена из двух откидных частей 8 и 9.
При этом откидная часть 8 предназначена для калибрования наружного верхнего контура изделия, а откидная часть 9 - для калибрования наружного нижнего контура. Откидные части 8 и 9 шарнирно закреплены на нижней неподвижной детали 6 посредством осей 10 и 11. На передней стенке 7 охладителя 5 выполнен вырез 12. Откидная часть 9 верхней детали калибрующей насадки выполнена с заходным элементом в виде скоса 13 для загиба отогнутой нижней кромки заготовки изделия.
Вода в охладитель 5 подается через отверстия в нижней части подающей трубы 14, закрепленной над охладителем 5. Тянущее устройство 15 установлено в линии за охладителем 5 и предназначено для протяжки заготовки изделия через охладитель 5 с заданной скоростью. Он представляет собой пару приводных валков, вращение к которым передается от электродвигателя через редуктор (не показано). Последним в линии стоит наматывающее устройство 16, предназначенное для намотки получаемого профиля в бухту. Главный элемент наматывающего устройства 16 - катушка 17 жестко закреплена на валу 18, установленном с возможностью вращения в подшипниках 19. На другом конце вала 18 неподвижно закреплено фрикционное колесо 20. Фрикционное колесо 20 кинемати- чески связано с электродвигателем 21 через ременную передачу 22, редуктор 23, фрикционное колесо 24 и промежуточное фрикционное колесо 25. Фрикционное колесо 24 жестко посажено на тихоходном валу редуктором 23, а промежуточное фрикционное колесо 25 установлено с воможностью вращения на эксцентриковом валу 26, на котором также неподвижно закреплен рычаг 27, для взаимодействия с одним концом пружины 28, второй конец которой закреплен на станине наматывающего устройства 16. Эксцентриковый вал 26 установлен с возможностью поворота на полой оси 30, соос- ной с валом 18 и неподвижно закрепленной на станине наматывающего устройства 16. Второй конец двуплечего рычага 29 шарнирно связан со штоком пневмоцилиндра 31, шарнино закрепленного на станине наматывающего устройства 16, На станине наматывающего устройства 16 установлен также рычажный петлеобразователь 32, один конец которого имеет отверстие для прохода профиля, а второй конец закреплен на валу командоаппарата 33, Два кулачка командоаппарата закреплены на его валу для взаимодействия с двумя концевыми выключателями, один из которых предназначен для включения, а второй для отключения электромагнита воздухораспределителя управления пневмоцилиндром 31. (Конструкция командоаппарата на чертежах не показана).
Линия работает следующим образом. Перерабатываемый термопластичный материал подвергается пластикации в экс0 трудере 1 и выдавливается через формующую щель 4 экструзионной головки 2. Начало получаемой заготовки изделия легко заправляется через вырез 12 в передней стенке 7 охладителя 5, поскольку откидные
5 части 8 и 9 разъемной калибрующей насадки находятся в открытом положении, а нижняя кромка 34 получаемой заготовки отогнута и заготовка имеет форму открытого профиля, что исключает прилипание кромки 34 к
0 профилю заготовки изделия. Все поверхности калибрующей насадки, контактирующие с заготовкой, постоянно смачиваются водой, подаваемой через отверстия в них (не показано). Затем заготовку проводят через
5 выходное отверстие в охладитель 5 валки тянущего устройства 15, отверстие в рычаге петлеобразователя 32 и закрепляется на катушке 17. Откидные части 8 и 9 устанавливают в рабочем положении. При этом скос 13
0 откидной части 9 загибает отогнутую нижнюю кромку 34 заготовки изделия, образуя полузакрытый профиль.
Электродвигатели тянущего 15 и наматывающего 16 устройства вращаются посто5 янно, При образовании петли рычажный петлеобразователь 32 провиснет в нижнее положение и через командоаппарат 33 включает пневмоцилиндр 21, который, поворачивая двухплечий рычаг 29 вокруг по0 лой оси 30 и прижимая промежуточное фрикционное колесо 25 к фрикционному колесу 24, включает фрикционную передачу- вращение передается на катушку 17. После подмотки рычажный петлеобразователь 32
5 перемещается в верхнее положение и через командоаппарат отключает пневмоцилиндр 31, а значит и фрикционную передачу, катушка 17 останавливается.
Таким образом.предлагаемая линия позволяет /
0 изготавливать тонкостенные полузакрытые про- г фили без применения вакуума, а также предотвратить деформацию витков профиля при намотке, поскольку профиль при намотке постоянно находится в свободном
5 состоянии - без натяжки, при этом формование в экструзионной головке заготовки ( с отогнутой нижней кромкой позволяет предотвратить деформацию заготовки, исключить прилипание нижней кромки к профилю заготовки и обеспечить качественную и легкую заправку заготовки в калибрующую насадку при запуске линии.
Формула изобретения Линия для изготовления изделий из термопластов, содержащая зкструдер, экстру- зионную головку с формующей щелью, охладитель с калибрующей насадкой, выполненной разъемной из двух деталей, нижняя из которых неподвижно установлена на охладителе, а верхняя смонтирована с возможностью перемещения относительно нижней, отличающаяся тем, что, с целью расширения технологических возможностей линии за счет обеспечения формованная тонкостенных полузакрытых
0
профилей изделий с загнутой нижней кромкой, верхняя деталь калибрующей насадки выполнена из двух откидных шарнирно закрепленных на нижней неподвижной детали частей для калибрования наружных верхнего и нижнего контуров изделия, причем поперечное сечение формующей щели имеет фигурный профиль для формования заготовки изделия с отогнутой нижней кромкой, а откидная часть верхней детали калибрующей насадки для калибрования наружного нижнего контура выполнена с заходным элементом в виде скоса для загиба отогнутой нижней кромки заготовки изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая роторная установка для формования полых полимерных изделий | 1988 |
|
SU1537562A1 |
| ЛИНИЯ ДЛЯ ПРИГОТОВЛЕНИЯ ЭКСТРУДИРОВАННОГО ПРОДУКТА | 2003 |
|
RU2259152C1 |
| СПОСОБ ПРОИЗВОДСТВА ЯЧЕИСТОГО ПОЛОТНА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2599303C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ТРУБ С ЦВЕТНЫМИ ПОЛОСАМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2176596C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ ИЗДЕЛИЙ МЕТОДОМ ЭКСТРУЗИИ | 2003 |
|
RU2233742C1 |
| Устройство для изготовления труб с участками различного диаметра | 1971 |
|
SU442647A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛИРОВАННОЙ ГИБКОЙ ТРУБЫ | 2010 |
|
RU2494870C1 |
| ФРОНТАЛЬНАЯ ДОЖДЕВАЛЬНАЯ МАШИНА С ТОРЦЕВОЙ ПОДАЧЕЙ ВОДЫ ПО ГИБКОМУ ШЛАНГУ | 2019 |
|
RU2769403C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ МАГНЕТРОННЫМ РАСПЫЛЕНИЕМ И ДЕРЖАТЕЛЬ ПОДЛОЖЕК НА ЕГО ОСНОВЕ | 2012 |
|
RU2539487C2 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ | 2001 |
|
RU2203753C2 |
Изобретение относится к оборудованию для переработки пластмасс. Оно м.б. использовано в химической промышленности. Цель изобретения - расширение технологических возможностей линии за счет обеспечения формования тонкостенных полузакрытых профилей с загнутой нижней кромкой. Для этого линия содержит экструдер и экструзионную головку с формующей щелью для формования заготовки изделия с отогнутой нижней кромкой. Калибрующая насадка выполнена из двух деталей. Нижняя деталь установлена неподвижно на охладителе, верхняя - с возможностью перемещения относительно нижней и выполнена из двух откидных на шарнирах частей. Одна из них имеет заходный скос для загиба отогнутой нижней кромки заготовки изделия. При работе линии формуется заготовка изделия с отогнутой нижней кромкой. Она заправляется в калибрующую насадку при открытых откидных частях. Затем закрываемой откидной частью нижняя кромка заготовки загибается. Это исключает прилипание нижней кромки к профилю заготовки и облегчает пуск линии. 7 ил.
Т
2221 К $ Я
/ ,
/
,)- {
Фиг. 1
Фиг. 2
е щ
01
8
«Ж9991
25
J/
ЧЈР
В -В
повернуто
Фиг. 6
6-6
/7
Фиг. 5
Фиг. 7
| Завгородний В.К | |||
| Оборудование для переработки пластмасс | |||
| М.: Машиностроение, 1976, с.149 | |||
| Способ приготовления кирпичей для футеровки печей, служащих для получения сернистого натрия из серно-натриевой соли | 1921 |
|
SU154A1 |
| 0 |
|
SU413055A1 | |
| Солесос | 1922 |
|
SU29A1 |
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
