1
Изобретение относится к машиностроению и может быть использовано для упрочнения деталей машин поверхностным пластическим деформированием.
Целью изобретения является повышение производительности обработки за счет увеличения подачи инструмента.
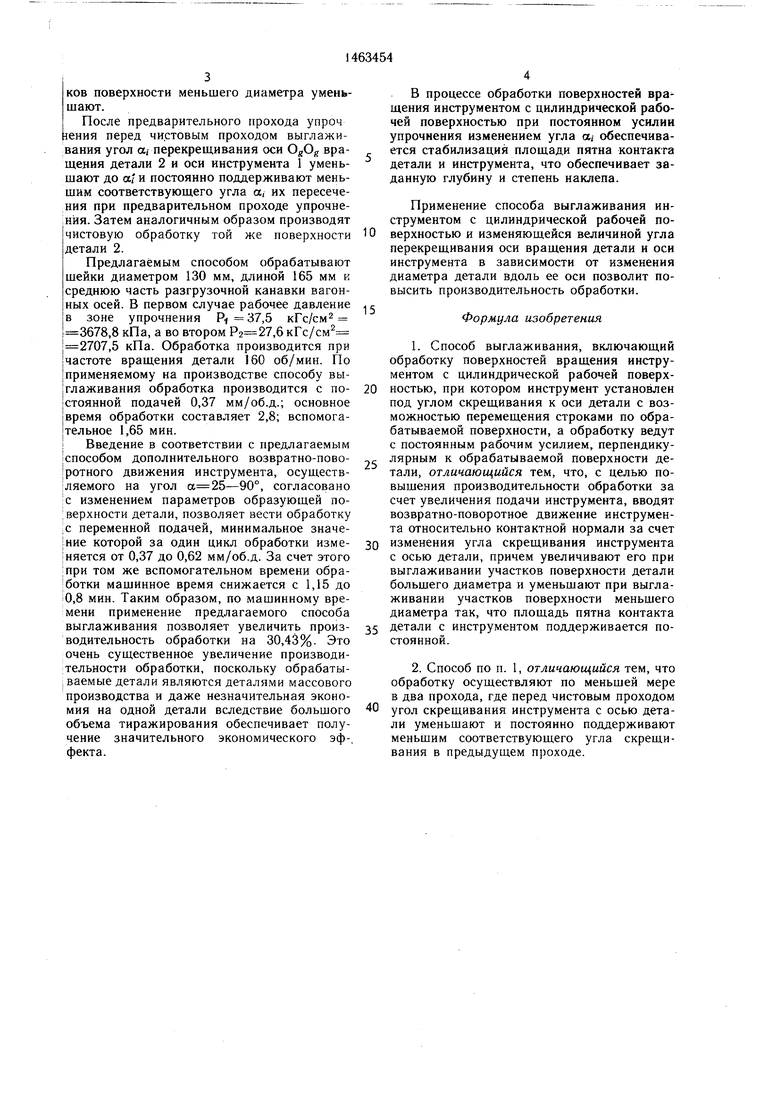
На фиг. 1 показана схема предварительного прохода выглаживания нецилиндрической поверхности вращения; на фиг. 2 - схема чистового прохода выглаживания нецилиндрической поверхности вращения.
Способ выглаживания деталей реализуется так.
В начале цикла обработки инструмент 1 с цилиндрической рабочей поверхностью устанавливают под углом а,- к оси вращения OgOg детали 2 и вводят в контакт с ней в точке К, предварительно придав детали 2
движение Bi вращения вокруг своей оси. Затем прижимают инструмент к детали с рабочим усилием Р в точке К их касания. Усилие упрочнения Р направлено перпендикулярно плоскости чертежа. После этого производят выглаживание поверхностного слоя, перемещая инструмент 1 строками 3 с подачей S относительно обрабатываемой поверхности детали 2. При перемещении инструмента вдоль оси детали постоянно изменяют угол а, перекрещивания оси инструмента 1 к оси вращения детали 2 дополнительно введенным возвратно-поворотным движением ni. Движение ni осуществляют вокруг контактной нормали (контактная нормаль, проходящая через точку К перпендикулярно упрочняемой поверхности, не показана) таким образом, что при выглаживании участков поверхности детали 2 большего диаметра угол а, увеличивают, а при выглаживании участОд00 4ib
ков поверхности меньшего диаметра уменьшают.
После предварительного прохода упроч 1ения перед чистовым проходом выглаживания угол а/перекрещивания оси OgOg вращения детали 2 и оси инструмента 1 уменьшают до а/ и постоянно поддерживают меньшим соответствующего угла а, их пересечения при предварительном проходе упронне- :Нйя. Затем аналогичным образом производят чистовую обработку той же поверхности детали 2.
Предлагаемым способом обрабатывают шейки диаметром 130 мм, длиной 165 мм и среднюю часть разгрузочной канавки вагон- |ных осей. В первом случае рабочее давление IB зоне упрочнения PI 37,5 кГс/см ,8 кПа, а во втором ,6 кГс/см : ,5 кПа. Обработка производится при |частоте вращения детали 160 об/мин. По применяемому на производстве способу вы- |глаживания обработка производится с по- |стоянной подачей 0,37 мм/об.д.; основное 1время обработки составляет 2,8; вспомога- |тельное 1,65 мин.
I Введение в соответствии с предлагаемым |Способом дополнительного возвратно-пово- ipoTHoro движения инструмента, осуществ- |ляемого на угол а 25-90°, согласовано ic изменением параметров образующей по- ;верхности детали, позволяет вести обработку с переменной подачей, минимальное значе- :ние которой за один обработки изме- |няется от 0,37 до 0,62 мм/об.д. За счет этого ;при том же вспомогательном времени обра- |ботки машинное время снижается с 1,15 до :0,8 мин. Таким образом, по машинному времени применение предлагаемого способа выглаживания позволяет увеличить производительность обработки на 30,43%. Это очень существенное увеличение производительности обработки, поскольку обрабаты- I ваемые детали являются деталями массового производства и даже незначительная экономия на одной детали вследствие большого объема тиражирования обеспечивает получение значительного экономического эф-, фекта.
В процессе обработки поверхностей вращения инструментом с цилиндрической рабочей поверхностью при постоянном усилии упрочнения изменением угла а, обеспечивается стабилизация площади пятна контакта детали и инструмента, что обеспечивает заданную глубину и степень наклепа.
Применение способа выглаживания инструментом с цилиндрической рабочей по- верхностью и изменяющейся величиной угла перекрещивания оси вращения детали и оси инструмента в зависимости от изменения диаметра детали вдоль ее оси позволит повысить производительность обработки.
Формула изобретения
1. Способ выглаживания, включающий обработку поверхностей вращения инструментом с цилиндрической рабочей поверх0 ностью, при котором инструмент установлен под углом скрещивания к оси детали с возможностью перемещения строками по обрабатываемой поверхности, а обработку ведут с постоянным рабочим усилием, перпендикус лярным к обрабатываемой поверхности детали, отличающийся тем, что, с целью повышения производительности обработки за счет увеличения подачи инструмента, вводят возвратно-поворотное движение инструмента относительно контактной нормали за счет
0 изменения угла скрещивания инструмента с осью детали, причем увеличивают его при выглаживании участков поверхности детали большего диаметра и уменьшают при выглаживании участков поверхности меньшего диаметра так, что площадь пятна контакта
5 детали с инструментом поддерживается постоянной.
2. Способ по п. 1, отличающийся тем, что обработку осуществляют по меньшей мере в два прохода, где перед чистовым проходом угол скрещивания инструмента с осью детали уменьшают и постоянно поддерживают меньшим соответствующего угла скрещивания в предыдущем проходе.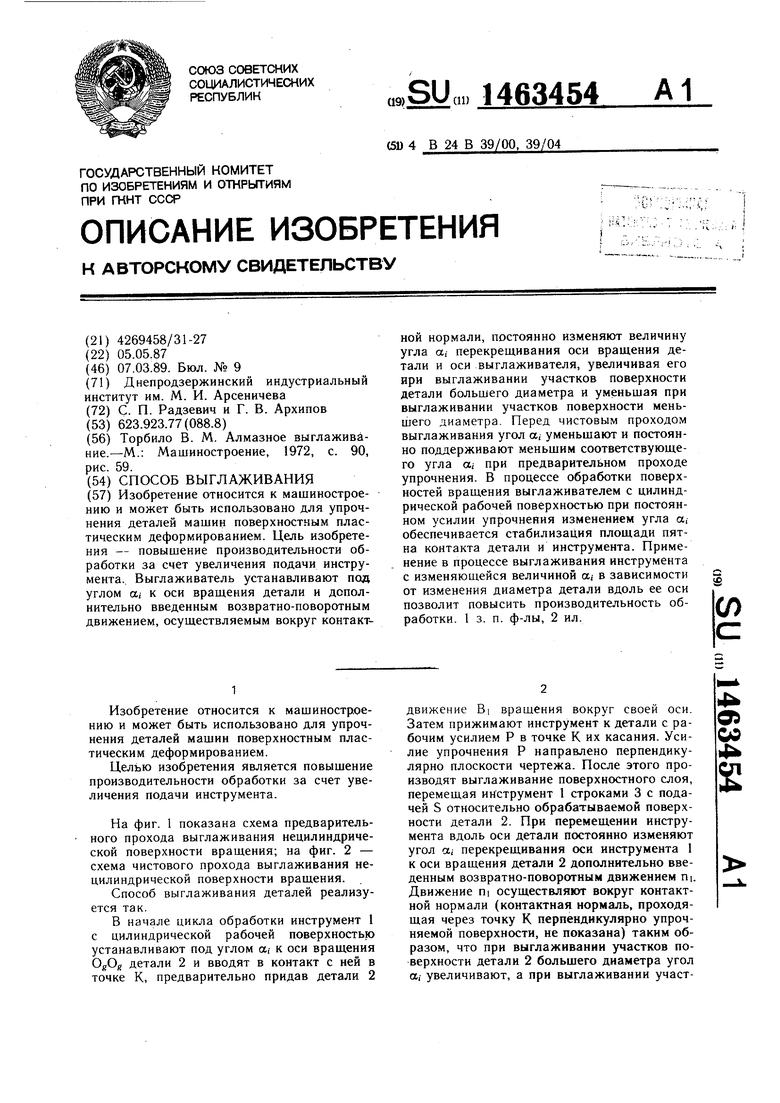
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ НАНОРЕЛЬЕФА НА ПОВЕРХНОСТЯХ ДЕТАЛЕЙ ДВУХПЕРЕХОДНЫМ ВЫГЛАЖИВАНИЕМ | 2010 |
|
RU2458778C2 |
| Устройство для вибрационного выглаживания цилиндрических деталей | 1976 |
|
SU703317A1 |
| Способ чистовой обработки цилиндрических зубчатых колес | 1986 |
|
SU1355387A1 |
| СПОСОБ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ВЫГЛАЖИВАНИЕМ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2016 |
|
RU2666396C2 |
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ВЫГЛАЖИВАНИЕМ | 2010 |
|
RU2458777C2 |
| Устройство для алмазного выглаживания цилиндрических деталей | 1988 |
|
SU1720845A1 |
| ИНСТРУМЕНТ ДЛЯ ВЫГЛАЖИВАНИЯ | 1991 |
|
RU2014985C1 |
| СПОСОБ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ВЫГЛАЖИВАНИЕМ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2013 |
|
RU2571011C2 |
| УСТРОЙСТВО ДЛЯ РОТАЦИОННОГО ВЫГЛАЖИВАНИЯ ЦИЛИНДРИЧЕСКИХ ОБОЛОЧЕК | 2008 |
|
RU2393039C1 |
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ВЫГЛАЖИВАНИЕМ | 2023 |
|
RU2806646C1 |
Изобретение относится к машиностроению и может быть использовано для упрочнения деталей машин поверхностным пластическим деформированием. Цель изобретения - повышение производительности обработки за счет увеличения подачи инструмента., Выглаживатель устанавливают под углом а/ к оси враш,ения детали и дополнительно введенным возвратно-поворотным движением, осуществляемым вокруг контактной нормали, постоянно изменяют величину угла а, перекреш,ивания оси вращения детали и оси выглаживателя, увеличивая его ири выглаживании участков поверхности детали большего диаметра и уменьшая при выглаживании участков поверхности меньшего диаметра. Перед чистовым проходом выглаживания угол а; уменьшают и постоянно поддерживают меньщим соответствующего угла a.i при предварительном проходе упрочнения. В процессе обработки поверхностей враш,ения выглаживателем с цилиндрической рабочей поверхностью при постоянном усилии упрочнения изменением угла а, обеспечивается стабилизация площади пятна контакта детали и инструмента. Применение в процессе выглаживания инструмента с изменяющейся величиной а, в зависимости от изменения диаметра детали вдоль ее оси позволит повысить производительность обработки. 1 3. п. ф-лы, 2 ил. (С (Л
fpae.i
| Торбило В | |||
| М | |||
| Алмазное выглаживание.-М.: Машиностроение, 1972, с | |||
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
