Изобретение относится к обработке поверхностно-пластическим деформированием и может быть использовано для выглаживания протяженных поверхностей деталей типа валов.
Известно устройство для алмазного выглаживания деталей, выполненное в виде кольца, на котором установлены оппозитно держатель с выглаживателем, и упор. Кольцо связано с пинолью и при работе совершает возвратно-поступательное движение, вызываемое биением поверхности детали.
Недостатком устройства является то, что при выглаживании длинномерных деталей на рабочей поверхности алмазной сферы выглаживателя изнашивается лишь та часть, которая непосредственно находится в контакте с обрабатываемой поверхностью
детали, в результате чего не полностью используется рабочая поверхность алмазной сферы, что ведет к снижению стойкости инструмента.
Известно устройство, содержащее корпус, алмазный выглаживатель, установленный в державке на валу, подпружиненный в осевом направлении и связанный с механизмом вращения.
Недостаток устройства - недостаточная стойкость инструмента при обработке длинномерных деталей.
Целью изобретения является повышение стойкости инструмента при обработке длинномерных деталей.
Поставленная цель достигается тем, что в предлагаемом устройстве, содержащем корпус, алмазный выглаживатель, установVI
ю о
00
ел
ленный в державке на валу и подпружиненный в осевом направлении, оно снабжено кинематически связанным с державкой механизмом асинхронного дискретного поворота выглаживателя и механизмом торможения, причем оба механизма кинематически связаны между собой.
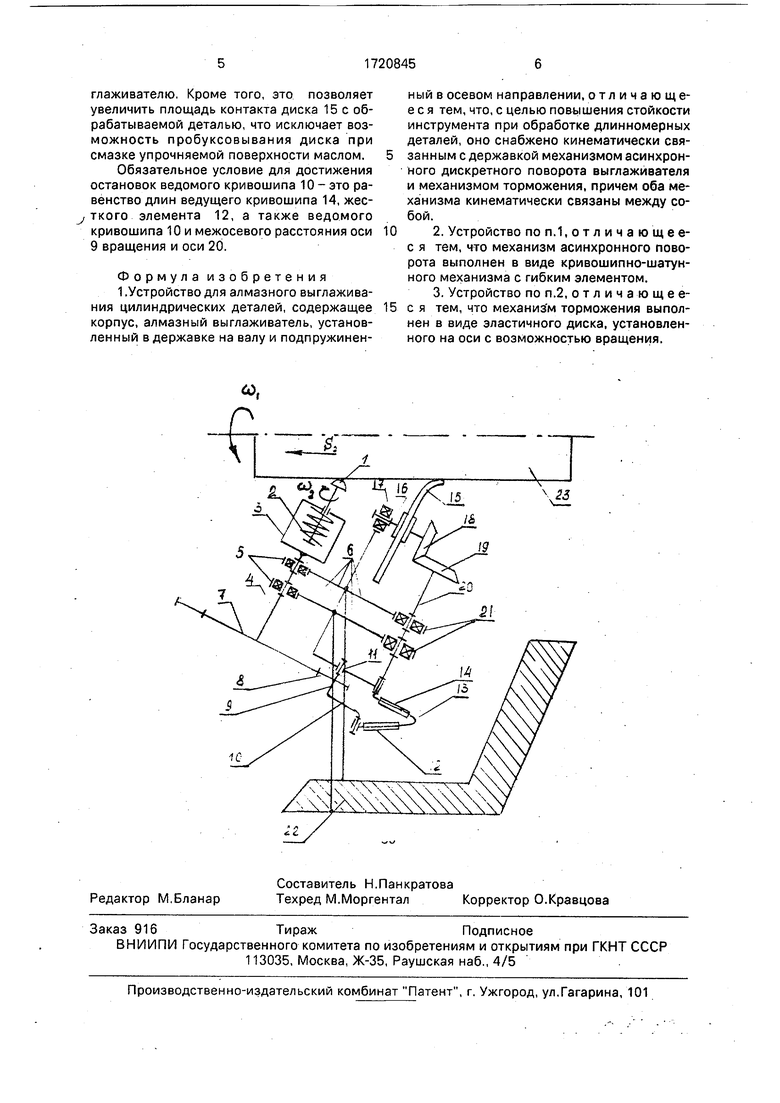
На чертеже изображена структурная схема предлагаемого устройства.
Устройство содержит алмазный выгла- живатель 1, подпружиненный упругим элементом 2, установленным в корпусе 3, который укреплен на валу 4. Последний расположен в радиально-упорных подшипниках 5, установленных в державке 6. Механизм асинхронного дискретного поворота выполнен в виде кривошипно-шатунного механизма и содержит ведомую шестерню 7, установленную на валу 4, находящуюся в зацеплении с ведущей шестерней 8, закрепленной на оси 9 ведомого кривошипа 10. Ось 9 расположена в подшипнике 11, закрепленном в державке 6. С ведомым кривошипом 10 связан жесткий элемент 12, соединенный гибким элементом 13 с ведущим кривошипом 14. Механизм торможения выполнен в виде эластичного диска 15, закрепленного на оси 16, установленной в подшипнике 17, расположенном в державке 6.
Механизм торможения кинематически связан с механизмом асинхронного поворота выглаживателя с помощью конической шестерни 18, установленной на оси 16, на- , ходящейся в зацеплении с конической шес- терней 19, закрепленной на оси 20, установленной в подшипниках 21,закреп- ленных на державке 6, Ось 20 связана с ведущим кривошипом 14. Державка 6 крепится на оправке 22, предназначенной для установки устройства в резцедержателе станка (не показан). Алмазный выглажива- тель 1 и эластичный диск 15 находятся в соприкосновении с обрабатываемой деталью 23.
Устройство работает следующим образом.
Включают привод станка, в результате чего приводят во вращение деталь 23, после чего приводят в соприкосновение с деталью 23 алмазный выглаживатель 1 и эластичный диск 15. Размещение оси симметрии алмаз- I ной сферы выглаживателя 1 под углом 60- 80° к оси симметрии цилиндрической детали обусловлено гем, что в этом случае в контакте с упрочняемой поверхностью находится значительная часть рабочей поверхности алмазной сферы выглаживателя при вращении последнего. При этом пружину 2 сжимают так, чтобы обеспечить необходимое усилие выглаживания. Вращение детали 23 передается через эластичный диск 15, коническое зубчатое зацепление 18-20 на ведущий кривошип 14.
При вращении кривошипа 14 движение
через гибкий элемент 13 и жесткий элемент 12 передается на кривошип 10, который совершает полный оборот за полоборота кривошипа 14. Вторую половину оборота кривошип 14 совершает совместно
0 с элементом 12, не передавая движения на ведомый кривошип 10. Связанная жестко с кривошипом 10 шестерня 8 дискретно вращает ведомую шестерню 7, а следовательно, и корпус 3 с алмазным выглаживателем
5 1. Подбор зубьев шестерни 7 и 8 обеспечивает достижение между ними иррационального передаточного отношения, что гарантирует постоянную смену точек контакта с обрабатываемой деталью 23 выгла0 живателя 1 на режимах остановки последнего. В устройстве в качестве подшипников 5 и 21 используют радиально- упорные подшипники.
Дискретное вращение выглаживателя с
5 постоянной сменой точек контакта с обрабатываемой деталью ведет к равномерному износу всей рабочей поверхности алмазной сферы, в результате чего увеличивается стойкость выглаживателя. Это позволяет
0 выглаживать длинномерные цилиндрические детали без остановки процесса упрочнения и замены изношенного инструмента. Необходимость дискретного вращения выглаживателя объясняется тем, что в этом
5 случае сохраняется схема упрочнения поверхностного слоя, свойственная алмазному выглаживанию. При непрерывном вращении выглаживателя процесс упрочнения поверхностного слоя приближается к
0 процессу обкатывания, что повышает уровень шероховатости упрочняемой поверхности.
Регулирование частоты дискретного вращения и угла дискретного поворота вы5 глаживателя обеспечивается выбором передаточных отношений зубчатых зацеплений устройства. При изменении диаметра упрочняемой цилиндрической поверхности редуктор устройства обеспечивает постоян0 ство угла дискретного поворота выглаживателя,
Установка на устройстве эластичного диска 15, выполненного, например, из полиуретана, обусловлена тем, что при колеба5 нии диаметра упрочняемой детали (при обработке фасонных поверхностей) постоянно обеспечивается контакт диска 15 с упрочняемой поверхностью, в результате чего движение вращения детали сообщается через передаточный механизм алмазному вы
глаживателю, Кроме того, это позволяет увеличить площадь контакта диска 15 с обрабатываемой деталью, что исключает возможность пробуксовывания диска при смазке упрочняемой поверхности маслом.
Обязательное условие для достижения остановок ведомого кривошипа 10 - это равенство длин ведущего кривошипа 14, жесткого элемента 12, а также ведомого кривошипа 10 и межосевого расстояния оси 9 вращения и оси 20.
Формула изобретения 1 .Устройство для алмазного выглаживания цилиндрических деталей, содержащее корпус, алмазный выглаживатель, установленный в державке на валу и подпружинен0
5
ный в осевом направлении, отл и ч а ю ще- е с я тем, что, с целью повышения стойкости инструмента при обработке длинномерных деталей, оно снабжено кинематически связанным с державкой механизмом асинхронного дискретного поворота выглаживателя и механизмом торможения, причем оба механизма кинематически связаны между собой.
2.Устройство по п.1,отл и ч а ющее- с я тем, что механизм асинхронного поворота выполнен в виде кривошипно-шатун- ного механизма с гибким элементом.
3.Устройство по п.2, отличаю щее- с я тем, что механиз м торможения выполнен в виде эластичного диска, установленного на оси с возможностью вращения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для алмазного выглаживания отверстий в деталях | 1990 |
|
SU1754426A1 |
| Устройство для алмазного выглаживания | 1977 |
|
SU975361A1 |
| Способ обработки деталей алмазным выглаживанием | 1987 |
|
SU1459903A1 |
| Устройство для чистовой обработки отверстий | 1989 |
|
SU1646814A1 |
| СПОСОБ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ВЫГЛАЖИВАНИЕМ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2013 |
|
RU2571011C2 |
| Устройство для обработки внутренних торцовых поверхностей корпусных деталей | 1986 |
|
SU1466914A1 |
| Устройство для алмазного выглаживания | 1983 |
|
SU1235705A1 |
| Устройство для алмазного выглаживания деталей | 1986 |
|
SU1409444A1 |
| Способ алмазного выглаживания | 1978 |
|
SU795908A2 |
| ИНСТРУМЕНТ ДЛЯ ВЫГЛАЖИВАНИЯ | 1991 |
|
RU2014985C1 |
Изобретение относится к обработке деталей поверхностно-пластическим деформированием и может быть использовано для выглаживания протяженных поверхностей 2. типа валов. Цель изобретения - повышение стойкости выглаживающего инструмента при обработке длинномерных цилиндрических деталей за счет асинхронного дискретного поворота алмазного выглаживателя. Устройство содержит выглаживатель, подпружиненный упругим элементом, установленным в корпусе, который укреплен на оси. Оси сообщается дискретное вращательное движение через шестерни от двухзвенного кривошипно-шатунного механизма, состоящего из ведущего и ведомого кривошипов. Двухзвенный кривошипно-шатунный механизм приводит в движение через ось и эластичный диск от вращающейся детали. Это позволяет увеличить протяженность пути выглаживания при сохранении постоянным уровня шероховатости и тангенциальной силы выглаживания. 2 з.п. ф-лы, 1 ил.
23
| Одинцов Л.Г | |||
| Упрочнение и отделка деталей поверхностным пластическим деформированием | |||
| - М.: Машиностроение,,1987, с | |||
| Стиральная машина для войлоков | 1922 |
|
SU210A1 |
| Способ закалки пил | 1915 |
|
SU140A1 |
