1
Изобретение относится к обработке еталлов давлением.,
Цель изобретения - повьшхение прозводительности процесса прессования а счет удаления оправки из пресс- зделия во время холостого хода.
На чертеже изображена установка ля гидромеханического прессования полых изделий, продольный разрез.
Способ гидромеханического прессования полых изделий включает выдавлиг вание изделий усилием прессования через очко матрицы с одновременным формированием: внутренней полости с помощью подвижной в осевом направлении оправки и снятии изделия с оправки.. Выдавливание, изделий усилием прессования осуществляют через окно подвижной матрицы.
Установка для осуществления способа содержит контейнер 1 высокого давленияi шток 2, матрицу 3 и оправку 4, установленную со стороны торца контейнера 1. При этом установка снабжена верхней подвижной плитой 5 с направляющими втулками, 6 и скрепленной стойками 7 с верхней плитой 5 подпружиненной траверсой 8 с закрепленными тягами 9, установленными в направляющих втулках 6 верхней плиты 5. Шток 2 выполнен полым, закрепленным на верхней плите 5, матрица 3, установлена на торце штока 2, а оправка 4 установлена на траверсе В. Тяги 9 скреплены с траверсой 8, подпружиненной пружинами tO, гайками t1. Установка содержит регу лируемый .обратный клапан 12 и уплот
нение 13, установленное между оправкой 4 и корпусом контейнера 1.
Установка работает следующим образом.
Обратный клапан 12 в зависимости, от материала заготовки и степени деформации на определенное давление рабочей жидкости в контейнере 1, а
с помощью гаек 11 и тяги 9 регулируют ход траверсы на заданную длину заготовки Т4. Затем в контейнер 1 на оправку 4 устанавливают полую заготовку Т4 и заливают рабочую жидкость.
При. движении верхней плиты 5 с полым, штоком 2 вниз матрица 3, установленная на торце штока 2, достигает заходной части заготовки 14. Происходит уплоткение верхней части заготовки
в матрице, а нижнего торца заготовки - в.конической расточке дна контейнера, t. При дальнейшем, движении матрицы 3 со штоком 2 вниз давление жидкости в контейнере достигает величинь, заданной клапаном 12. Нижний торец направляющей втулки 6, жестко связанной с верхней плитой 5, подходит.к траэерсе 8 и через гайки tt передает давление на траверсу 8.
После зтого начинается деформа,ция заготовки t4 по основному диаметру при пост.ояшюм давлении жидкости в контейнере } Излишняя рабочая жидкость сливается через клапан t2.
Оправка, 4, устан:овлеш1ая со стороны нижнего .торца, контейнера t, начинает перемеда,ться со скоростью матрицы 3, тдк ка оправка посредством травер сы S, тяги, 9, напра,вляюще1 втулки 6,
верхней подвижной плиты 5 и штока 2
14
киьгематически связана с матрицей 3. По окончании процесса выдавливания за счет сил трения между матрицей 3, пресс-изделием и оправкой 4 вместе со штоком 2 и матрицей 3 начинают двигаться вверх пресс-изделие с оправкой 4 и траверсой 8 до тех пор, пока траверса 8 не достигнет торца контейнера 1. После этого движение траверсы 8 и оправки 4 прекращается, а изделие, продолжая вместе с матрицей и штоком двигаться вверх, снимав ется с оправки 4. С целью ограничения торцового давления на заготовку в начальный период деформирования, когда давление жидкости в контейнере мало и есть возможность потери устойчивости заготовки, заходная часть последней выполнена меньшего диамет- ра, благодаря чему степень деформации в начальный период не превышает 3%,
Таким образом, за счет того, что оправка установлена со стороны нижнего торца контейнера и кинематически через регулируемое звено связана с подвижной оправкой, изобретение позтате чего повышается производительность процесса прессования.
Формула изобретения
0
п
5
5
1.Способ гидромеханического прессования полых изделий, заключающийся в вьщавливании изделий усГилием прессования через очко матрицы с одновременным формированием внутренней полости с помощью подвижной в осевом направлении оправки и ..последующем снятии изделия с оправки, отличающийся тем, что,
с цел-ью повышения производительности процесса прессования за счет удаления оправки из пресс-изделия .во время холостого хода, выдавливание изделий усилием прессования осуществляют через очко подвижной матрицы.
2.Установка для гидромеханического прессования полых изделий, со- . держащая контейнер высокого давления, шток, матрицу и оправку, установленную со стороны нижнего торца контейнера., отличающаяся тем, что, с целью повьш1ения производительности процесса прессования за счет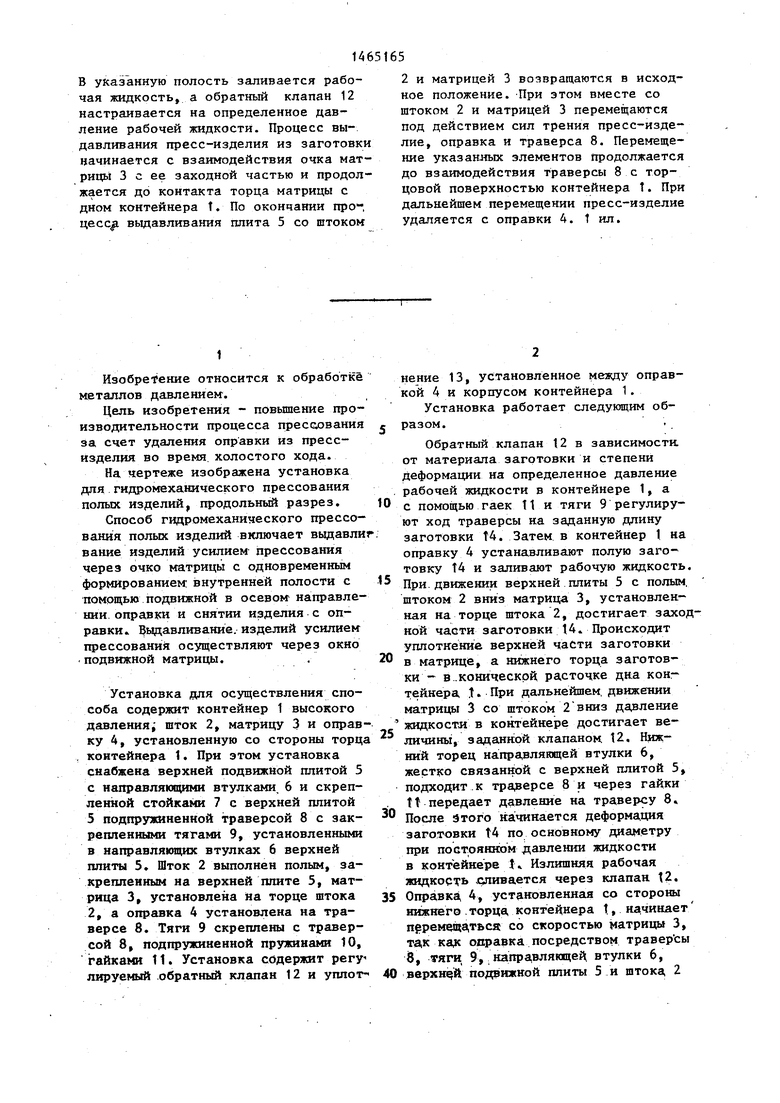
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для деформации труб | 1991 |
|
SU1773526A1 |
| УСТРОЙСТВО ДЛЯ ГИДРОМЕХАНИЧЕСКОГО ФОРМООБРАЗОВАНИЯ ИЗДЕЛИЯ | 1994 |
|
RU2096107C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ С ВНУТРЕННИМ ПРОФИЛЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2074042C1 |
| Устройство для гидростатического прессования полых изделий | 1987 |
|
SU1479194A1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1996 |
|
RU2096108C1 |
| Устройство для изготовления прессованием кольцевых изделий | 1971 |
|
SU442865A1 |
| Устройство для выдавливания длинномерных изделий | 1990 |
|
SU1810155A1 |
| Способ изготовления изделий с внутренним винтовым рельефом и устройство для его осуществления | 1989 |
|
SU1690941A1 |
| Устройство для обратного гидромеханического прессования | 1987 |
|
SU1484396A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МЕТАЛЛОВ | 2012 |
|
RU2486980C1 |
Изобретение относится к обработке металлов давлением. Цель - повышение производительности процесса прессования за счет удаления оправляй из пресс-изделия во время холостого хода. Полая заготовка устанавливается на оправку 4 в полость контейнера 1..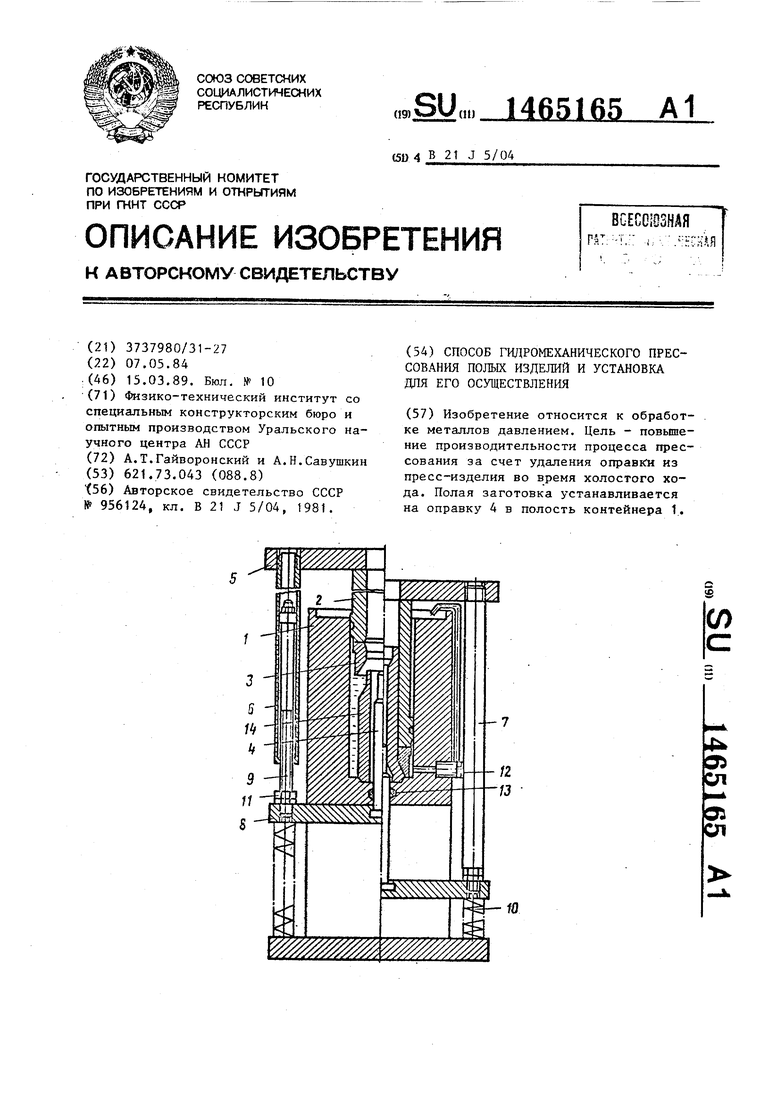
аоляет формировать внутренний профиль 30 удалегшя оправки из пресс-изделия
изделия на относительно короткой, калибрующем участке оправки, улучшая тем самым: условия съема пресс-изделия с оправки во время холостого хода. Кроме того, регулируется ход траверсы на заданную длину заготовки, а также по мере износа рабочего участка оправки в процессе прессования осуществляется формирование внутреннего профиля изделия на другом не из-4Q оправка установлена на нижней пли- ношённом участке оправки, в резуль- те.
5
во время холостого хода, она снабжена верхней подвижной плитой с на- ( правляющими втулками с скрепленной стойками с верхней плитой подпружиненной нижней плитой с закрепленными тягами, установленными в направляющих втулках верхней плиты, шток выполнен полым, закрепленным на верхней плите, матрица установлена на торце штока.
| Способ гидромеханического прессования полых изделий | 1981 |
|
SU956124A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
