. 1, -. ,
Изобретение относится к промышпен ности строительства и стройматериа - лов, стекольному производству, производству высоковольтных изоляторов, в частности к установкам для тепло- влажностной обработки стеклянных изоляторов.
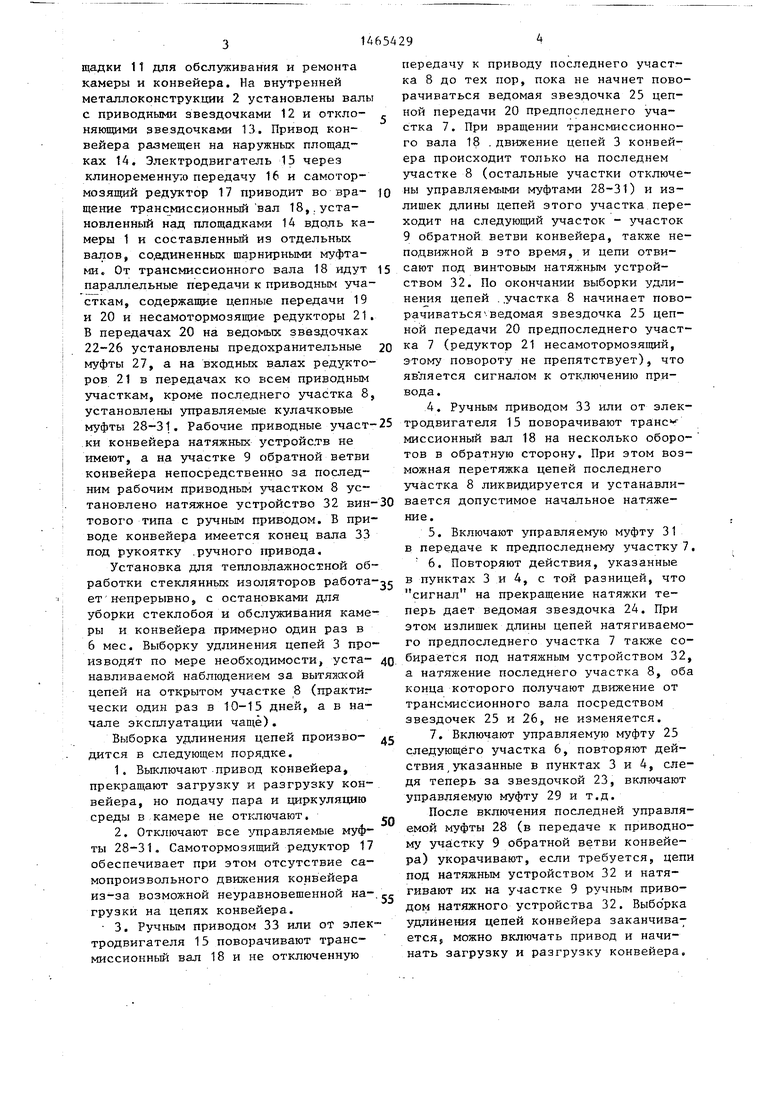
Цель изобретения - сокращение простоев при обслуживании путем обеспечения выборки удлинения цепей без от- к;почения подачи пара. .: На фиг.1 показана установка, попе- речное сечение; на фиг.2 и 3 - кине матическая схема конвейера. ,. Установка для тепловлажностнрй обработки представляет собой частич- но заглубленное ниже уровня пола цеха сооружение - камеру Л из бетона и/или кирпича, рнутри которой установлена металлоконструкция 2, несущая люлечный конвейер, на цепях 3 которого щарнирно подвешены лкшьки 4. Рабочая часть конвейера состоит из нескольких приводных участков одинаковой длины и конфигурации, из которых участки 5, 6 и 7 расположены внутри камеры 1, а конечный участок 8 - открытый, расположен вне камеры. На .этом участке изоляторы, прошедшие в камере тепловлажностную обработку, сохнут и остывают до цеховой температуры перед перегрузкой на испытания. Обратная ветвь 9 цепей 3 конвейера проходит по крыше камеры 1. Под конвейером внутри камеры установлены бункеры 10 с: затворами для сбора возможного боя (щ)и саморазрушении изоляторов) . Внутри камеры имеются пло4
Од
ЬЭ
UD
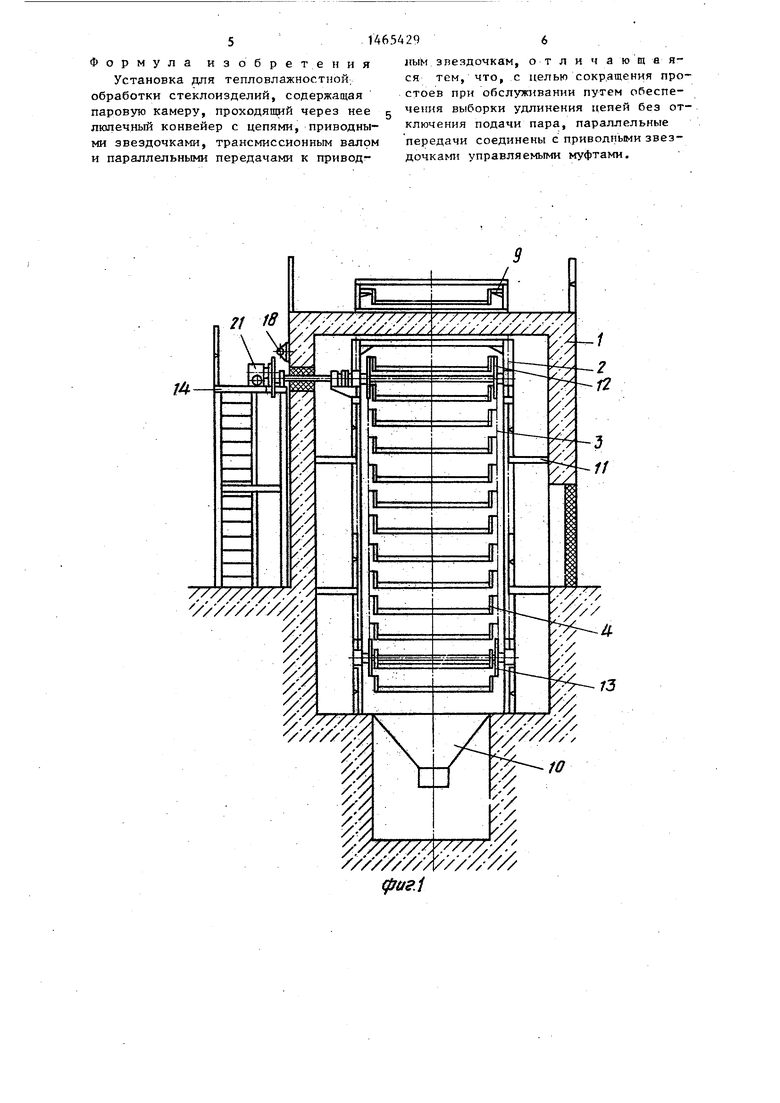
щадки 11 для обслуживания и ремонта камеры и конвейера. На внутренней металлоконструкции 2 установлены валы с приводными звездочками 12 и откло- няющими звездочками 13. Привод конвейера размещен на наружных площадках 14. Электродвигатель 15 через клиноременную передачу 16 и самотор- мозящнй редуктор 17 приводит во вра- щение трансмиссионный вал 18,.установленный над площадками 14 вдоль камеры 1 и составленный из отдельных валов, со,единенных шарнирными муфтами. От трансмиссионного вала 18 идут параллельные передачи к приводным участкам, содержащие цепные передачи 19 и 20 и несамотормозящие редукторы 21. В передачах 20 на ведомых звездочках 22-26 установлены предохранительные муфты 27, а на входных валах редукторов 21 в передачах ко всем приводным участкам, кроме последнего участка 8, установлены управляемые; кулачковые муфты 28-31. Рабочие приводные участки конвейера натяжных устройств не имеют, а на участке 9 обратной ветви конвейера непосредственно за последним рабочим приводным участком 8 установлено натяжное устройство 32 винтового типа с ручным щ)ивйдом. В приводе конвейера имеется конец вала 33 под рукоятку .ручного привода.
Установка для тепловлажносхной обработки стеклянных изоляторов работает н-епрерывно, с остановками для уборки стеклобоя и обслуживания камеры и конвейера примерно один раз в 6 мес. Выборку удлинения цепей 3 про- изводя:т по мере необходимости, уста- навливаемой наблюдением за вытяяжой цепей на открытом участке 8 (практиг чески один раз в 10-15 дней, а в начале эксплуатации чаще).
Выборка удлинения цепей произво- дится в следующем порядке.
1.Выключают привод конвейера, прекращают загрузку и разгрузку конвейера, но подачу пара и циркуляцию среды в камере не отключают.
2.Отключают все управляемью муфты 28-31, Самотормозящий редуктор 17 обеспечивает при этом отсутствие самопроизвольного движения конвейера из-за возможной неуравновешенной нагрузки на цепях конвейера,
3. Ручным приводом 33 или от электродвигателя 15 поворачивают трансмиссионный вал 18 и не отключенную
передачу к приводу последнего участка 8 до тех пор, пока не начнет поворачиваться ведомая звездочка 25 цепной передачи 20 предпоследнего участка 7, При вращении трансмиссионного вала 18 . движение цепей 3 конвейера происходит только на последнем участке 8 (остальные участки отключены управляемыми муфтами 28-31) и излишек длины цепей этого участка переходит на следуюш 1й участок - участок 9 обратной ветви конвейера, также неподвижной в это время, и цепи отвисают под винтовым натяжным устройством 32. По окончании выборки удлинения цепей . .участка 8 начинает поворачиваться , ведомая звездочка 25 цепной передачи 20 предпоследнего участка 7 (редуктор 21 несамотормозящий, этому повороту не препятствует), что является сигналом к отключению привода .
4.Ручным приводом 33 или от электродвигателя 15 поворачивают транс миссионный вал 18 на несколько оборо- тов в обратную сторону. При этом возможная перетяжка цепей последнего участка 8 ликвидируется и устанавливается допустимое начальное натяжение.
5.Включают управляемую муфту 31
в передаче к предпоследнему участку 7
6. Повторяют действия, указанные в пунктах 3 и 4, с той разницей, что сигнал на прекращение натяжки теперь дает ведомая звездочка 24. При этом излишек длины цепей натягиваемого предпоследнего участка 7 также собирается под натяжным устройством 32, а натяжение последнего участка 8, оба конца которого получают движение от трансмиссионного вала посредством звездочек 25 и 26, не изменяется.
7. Включают управляемую муфту 25 следующего участка 6, повторяют действия , указанные в пунктах 3 и 4, следя теперь за звездочкой 23, включают управляемую муфту 29 и т.д.
После включения последней управляемой муфты 28 (в передаче к приводному участку 9 обратной ветви конвейера) укорачивают, если требуется, цепи под натяжным устройством 32 и натягивают их на участке 9 ручным приводом натяжного устройства 32. Выбо рка удлинения цепей конвейера заканчива7 ется, можно включать привод и начинать загрузку и разгрузку конвейера.
Формула изобретения
Установка для тепловлажностиой, обработки стеклоизделий, содержащая паровую камеру, проходяпщй через нее люлечный конвейер с цепями, приводными звездочками, трансмиссионным валом и параллельными передачами к привод1465А296
лым зпездочкам, отличают а яся тем, что, с целью сокращения простоев при обслуживании путем обеспечения выборки удлинения цепей без отключения подачи пара, параллельные передачи соединены с приводными звездочками управляемыми муфтами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Передача с гибкой связью | 1980 |
|
SU894273A1 |
| Туннельная многоярусная печь | 1976 |
|
SU657225A1 |
| Автоматизированная линия для изготовления мелкоштучных строительных изделий | 1981 |
|
SU1033338A1 |
| Тележечный конвейер | 1980 |
|
SU918198A1 |
| Рабочее оборудование землеройной машины для разработки мерзлого грунта | 1987 |
|
SU1472582A1 |
| Люлечный конвейер | 1984 |
|
SU1188058A1 |
| Агрегат для расстойки тестовых заготовок | 1978 |
|
SU768381A1 |
| Установка для подготовки корпусов боеприпасов к снаряжению | 1970 |
|
SU1841253A1 |
| УСТРОЙСТВО ДЛЯ УСКОРЕННЫХ ИСПЫТАНИЙ СЕКЦИЙ МНОГООПОРНЫХ ДОЖДЕВАЛЬНЫХ МАШИН ФРОНТАЛЬНОГО И КРУГОВОГО ДЕЙСТВИЯ | 1997 |
|
RU2130175C1 |
| ЛЮЛЕЧНЫЙ ВЫСТУПООДНОЛЕНТОЧНЫЙ ЭЛЕВАТОР | 1994 |
|
RU2079425C1 |
Изобретение относится к промышленности строительства и страймате- риалов, в частности к установкам для тепловлажностной обработки стеклянных изоляторов. Цель изобретения - сокращение простоев при обслуживании путем обеспечения выборки удлинения цепей без отключения подачи пара. Для этого в установке в параллельных передачах люлечного конвейера применяют уп- равляемые муфты для выборки удлинения цепей на участках конвейера. Конвейер проходит через паровую камеру. с помощью муфт производится без входа в камеру и без отключения подачи пара. В связи с этим не приходится «тратить время на охлаждение и поеледукяций нагрев камеры 3 ил. с 0
19
П
I i s 3 -Or- с
. -t-
WMA.ifAnWXMf.Vyuwy
11 I I I
ШШу1
4)i/e J
w
ДГ J3
| Сушило конвейерное секционное, ТО СМК-216, Могйлевский завод Строка- машина, 1978. |
