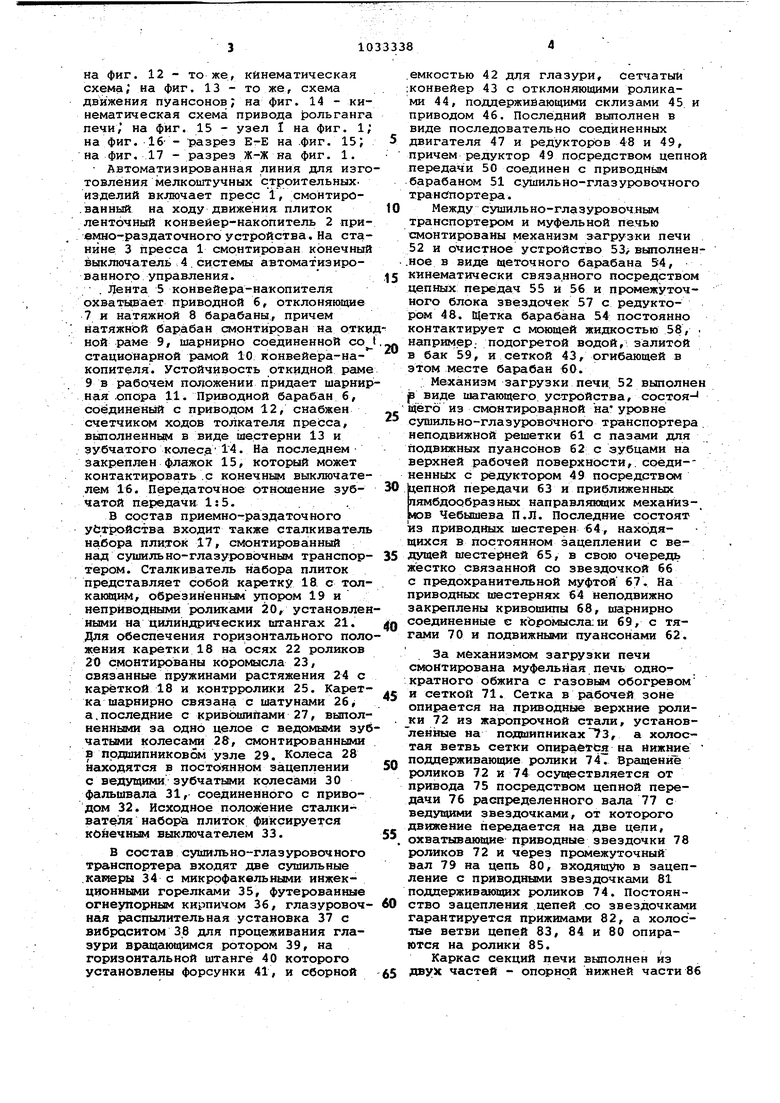
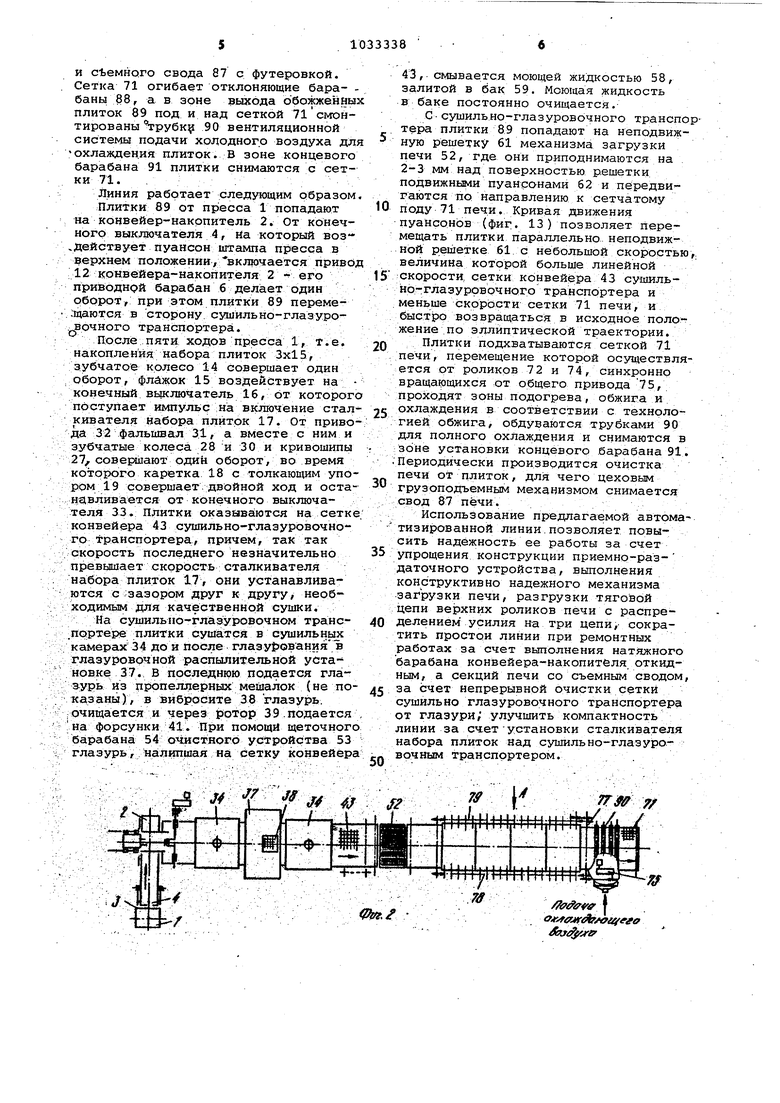
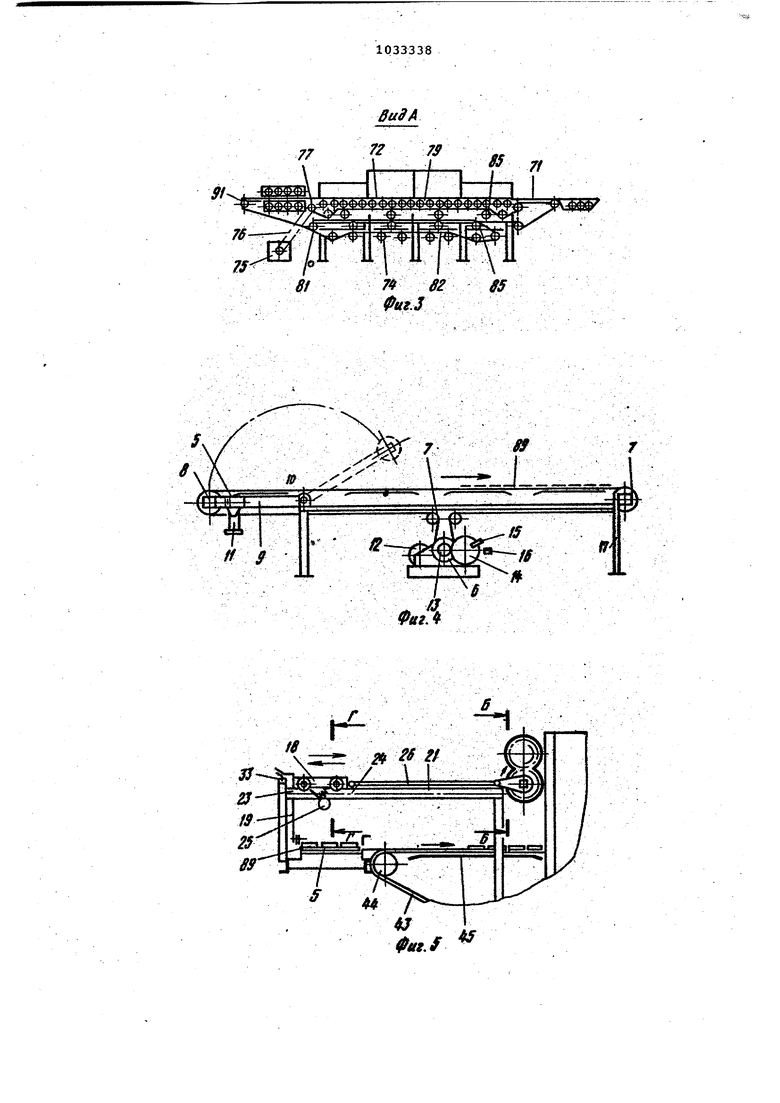
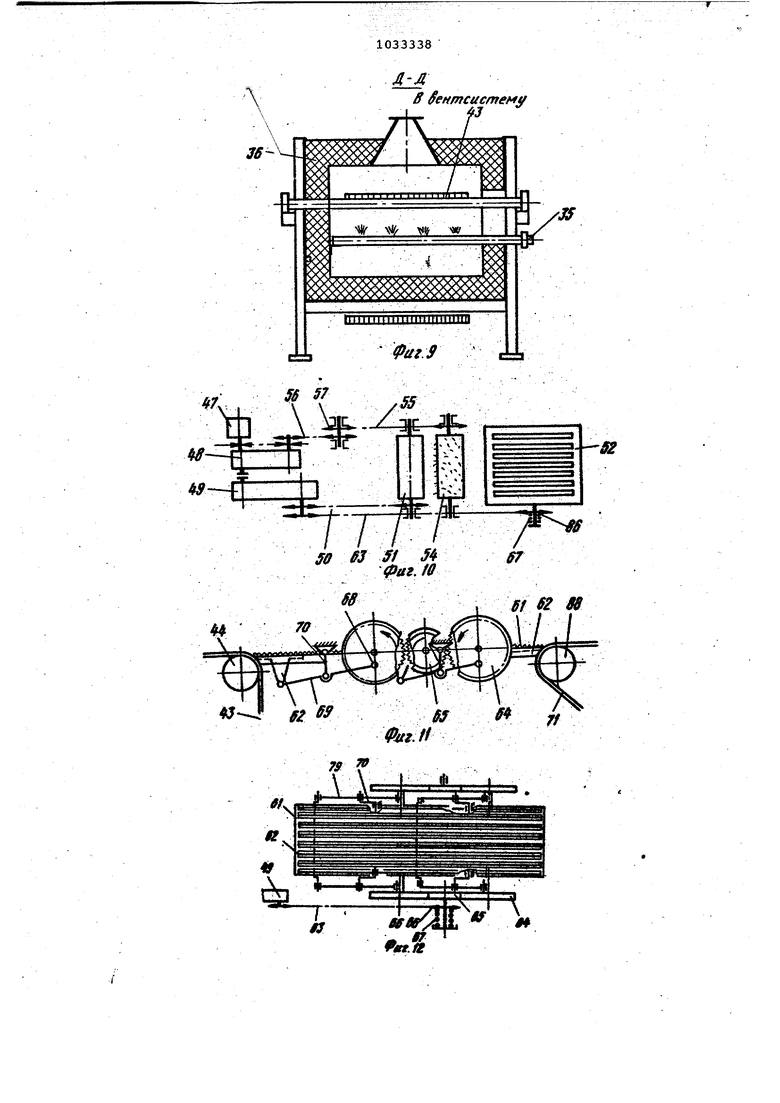
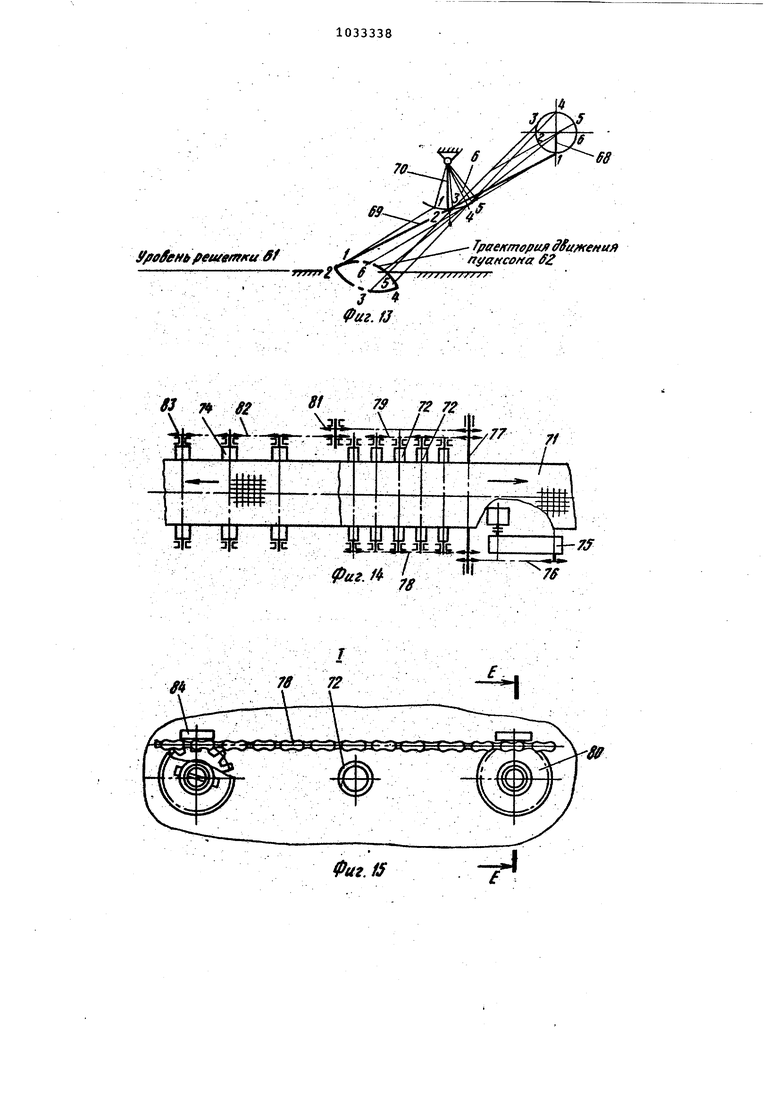
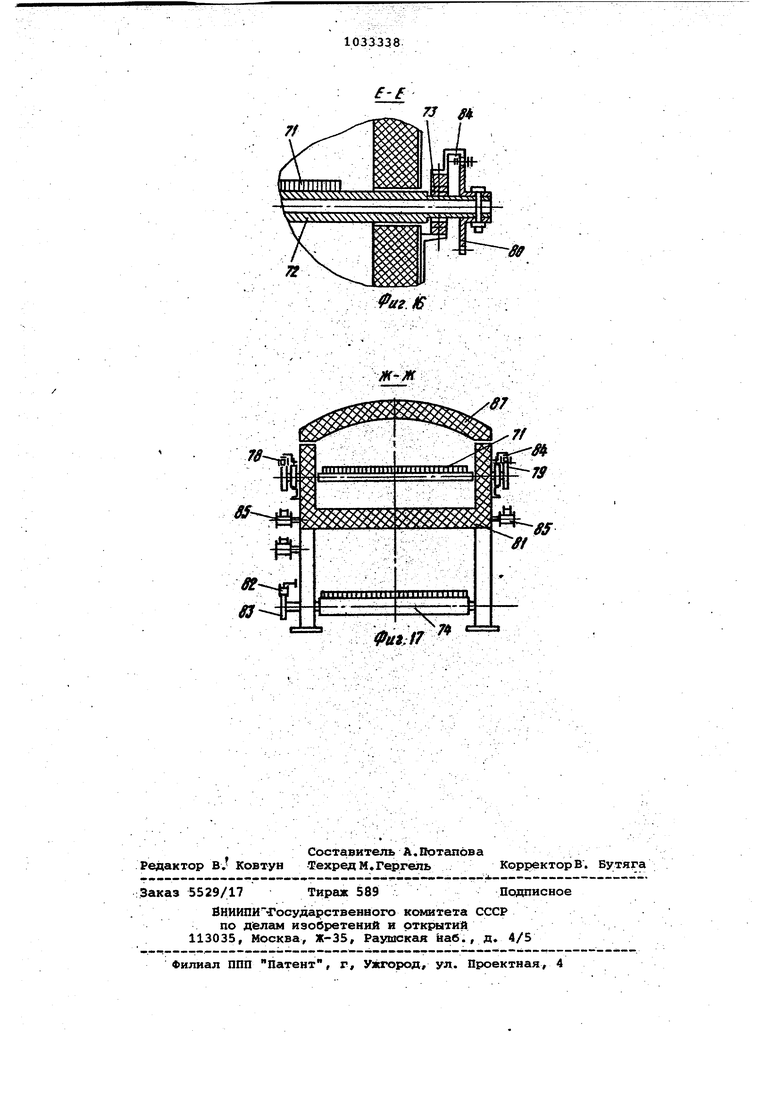
Изобретение относится к промышленности стоительных материалов и может быть использовано при производстве коврово-моэаичных облицовочных плитсЛ. Известна автоматизированная конвейерная линия для производства керамических плиток размером 46x46x4 мм состоящая из трех приемно-раздаточнь устройств .. из которых одно - эезерв .ное, двух сушил, гла уровочной установ;си и газовой обжиговой дечи tlJv Наиболее близкой к предлагаемой ,является поточная .линия для производ ства коврово-мозаичных фасадных глазурованных плиток, содержащая пресс, смонтированный по ходу движения плиток, поперечный ленточный конвейер-. вакопитель раздаточного устройства, инематически связанный со сталкиватёлем набора плиток, сушильно-глазуровочный транспортер с приводным сет чатым койвейером, сушилами, вочной распылительной установкой и .приводным рольгангом, и муфельную печь с сетчатым подом и приводными верхними и неприводными поддерживающими роликами, и узел охлаждения пли . ток f:2l. . ; Однако в этих линиях компоновка сталкивателя набора плиток с торца сушильно-глазуровочного конвейера затрудняет обслуживание конвейера-на копителя и требует лишнюю производственную площадь подлине цеха., а выполненный в виде цельной конструкции конвейер-накопи ель затрудняет обслужива ние штампа пресса, Приемно-раздаточное устройство также сложно конструктив но, так как в состав его привода входят две одйооборотные муфты, реле счета прессований пресса и сложная система зубчатых передач, что снижает надежнооть работы этого узла линии. Для очистки сетки сушильно-глазуровочного транспортера от гЛазури приходится прерывать технологический процесс; ненадежен в работе и рольганг, при помощи которого плитки подаются к печи, особенно при изготовлении мелкоразмерных плиток 46x46x4 мм, так как при этом диаметр роликов не должен превышать 20мм а при ширине конвейера более 1 м ролик под собственны/ весом прогибаются и плитки заклинившот между ними. Кроме того принятая в прототипе конструкции рольганга требует весьма точного монтажа роликов по высоте и параллельно друг другу, так как даже при .незначительных отклонениях от этих величин нарушается многорядность потока плитол, они нагромождаются одна на другую и т.д. ПРИВОД роликов печи одной цепью, учитывая большие нагрузки на нее при вращении верхних роликов, смонти рованных на под1иипниках скольжения, при высокой температуре обжига вызывает рывки, разрывы цепи, плитка расходится на сетке отсутствие привода нижних, поддерживающих сетку роликов, часто вызывает пробуксовку верхних, ведующих роликов, что также отрица-. тельно сказывается на эксплуатационной надежности линии. Трудоемок процесс очистки печи от плиток, в местах разрыва полотна сетки или падения плитки по сторонам сетки, эта работа выполняется вручную через специальные окна в футеровке печи. Все вышеуказанные недостатки снижают надежность линии в работе, усложняют ее обслуживание, требуют для установки линии значительных производственных площадей. . Цель изобретения - повышение эксплуатационной надежности линии. Цель достигается тем, что автоматизированная линия для изготовления мелкоштучных строительных изделий, преимуществе.нно облицовочных керамических плиток, в которой по ходу технологического п.роцесса смонтированы пресс,приемно-раздаточное устройство с конвейером-накопителем и сталкивателем набора плиток, сушильно-глазуровочный транспортер с приводным сетчатЕлм конвейером, муфельная печь с подвижным сетчатым подом и узел охлаждения плиток, снабжена механизмом загрузки печи, установленным между сушильно-глазуровочным транспортером и муфельной печью и состоящим из неподвижной решетки, {установленной на уровне сушильно-глазуровочного транспортера, и подвижных пуансонов с зубцами, кинематически связанных с-приводом сетчатого конвейера посредством шарнирно-рычажг/ ного механизма, а конвейер-накопитель приемно-раздаточного устройства выполнен с откидным наТяжным барабаном. При этом сталкиватель набора плиток установлен над сушильно-глазуровочным транспортером и выполнен в виде каретки с толкающим упором, соединенной посредством кривошипношатунного механизма и зубчатых .передач с приводным валом. На фиг. 1 изображена предлагаемая линия, вид сбоку; на фиг. 2 - то же вид в.плане; на фиг. 3 - вид А на фиг. 2, на фиг. 4 - конвейер-накопитель, на фиг. 5 - с алкиватель набора. плиток приемно-раздаточного устройства, вид c6oKi; на фиг. 6 - разрез Б-Б на фиг. 5; на фиг. 7 разрез В-В на фиг. 6/ на фиг. 8 - разрез Г-Г на фиг. 5} на фиг. 9 - разрез Д-Д на фиг. 1; на фиг. 10 - кинематическая схема привода сушильно-глазуровочного трансЬортера; на фиг. 11 механизм разрузки печи, вид сбоку; на фиг. 12 - то же, кинематическая схема; на фиг. 13 - то же, схема движения пуансонов; на фиг. 14 - кинематическая схема привода рольганга печи, на фиг. 15 - узел I на фиг. 1 на фиг. 16- - разрез Е-Е на .фиг. 15; на фиг. 17 - разрез Ж-Ж на фиг. 1. Автоматизированная линия для изго товления мелкоштучных строительных, изделий включает пресс 1, смонтиро.ванный на ходу движения плиток ленточный конвейер-накопитель 2 приемно-раздаточного устройства. На станине 3 пресса 1 смонтирован конечный выключатель 4.системы автоматизированного управления. . Лента 5 конвейера-накопителя охватывает приводной 6, отклоняюищие 7 и натяжной 8 барабаны., причем натяжной барабан смонтирован на отки ной раме 9, шарнирно соединенной co стационарной рамой 10 конвейера-накопителя. Устойчивость откидной раме 9 в рабочем положении придает шарнир ная опора 11. Приводной барабан 6, соёдиненьзй с приводом 12, снабжен счетчиком ходов толкателя пресса, выполненным в виде шестерни 13 и зубчатого колеса14. На последнем закреплен флажок 15, который может контактировать .с конечным выключателем 16. Передаточное отношение зубчатой передачи 1:5. В состав приемно-раздаточного устройства входит также сталкиватель набора плиток 17, смонтированный над сушильно-глазуровочным транспор тером. Сталкиватель набора плиток представляет собой каретку 18 с толкакицим, обрезиненным упором 19 и непрйводными роликами 20, установлен ными на цилиндрических штангах 21. Для обеспечения горизонтального поло жения каретки 18 на осях 22 роликов 2t смонтированы корокшзсла 23, связанные пружинами растяжения 24 с кареткой 18 и контрролики 25. Каретка шарнирно связана с шатунами 26,; а,последние с кривошипами 27, выполненными за одно целое с ведомыми зу чатыми колесами 28, смонтированными в подшипниковом узле 29. Колеса 28 находятся в постоянном зацеплении с ведущими зубчатыми колесами 30 фальшвала 31, соединенного с приводом 32. Исходное положение сталкивателя набора плиток фиксируется конечным выключателем 33. В состав сушильно-глазуровочного транспортера входят две сушильные .камеры 34 с микрофакельными инжекционньзми горелками 35, футерованшяе огнеупорным кирпичом 36/ глазуровоч ная распылительная установка 37 с виброситом 38 для процеживания глазури вращсшидимся ротором 39, на горизонтальной штанге 40 которого установлены форсунки 41, и сборной .емкостью 42 для глазури, сетчатый :конвейер 43 с отклоняющими роликами 44, поддерживающими склизами 45. и приводом 46. Последний выполнен в виде последовательно соединенных двигателя 47 и редукторов 48 и 49, причем редуктор 49 по.средством цепной передачи 50 соединен с приводным барабаном 51 сушильно-глазуровочного транспортера. Между сушильно-глазуровочным транспортером и муфельной печью 1смонтированы механизм загрузки печи 52 и очистное устройство 53 выполнен.ное в виде щеточного барабана 5-4, кинематически СВЯЗАННОГО посредством вдапных передач 55 и 56 и промежуточного блока звездочек 57 с редуктором 48. Щетка барабана 54 постоянно контактирует с моющей жидкостью 58, . например, подогретой водой, залитой в бак 59, и сеткой 43, огибающей в этом месте барабан 60.. Механизм загрузки печи. 52 выполнен р Бкде шагающего устройства, состоя- щёго из смонтированной на уровне сушильно-глазуровочного транспортера неподвижной решетки 61 с пазами для подвижных пуансонов 62 с зубцами на верхней рабочей поверхности, соеди-неннЕЛх с редуктором 49 посредствсм Ьепной передачи 63 и приближенных пямбдообразных направляющих механ из мов Чебышева П.Л. Последние состоят из приводных шестерен 64, находящихся в постоянном зацеплении с ведущей шестерней 65, в свою очередь . жестко связанной со звездочкой 66 с предохранительной муфтой 67. На приводных шестернях 64 неподвижно закреплены кривошипы 68, шарнирно соединенные с кЪромысла:ш 69, с тягами 70 и подвижными пуансонами 62. За механизме загрузки печи смонтирована муфель н;ая печь однократного обжига с газовьвл обогревом и сеткой 71. Сетка в рабочей зоне опирается на приводные верхние ролики 72 из жаропрочной стали, установленйые на подшипниках 73, а холостая ветвь сетки опирается на нижние поддерживающие ролики 74. Вращений роликов 72 и 74 осуществляется от привода 75 посредством цепной передачи 76 распределенного вала 77 с ведущими звездочками, от которого движение передается на две цепи, охватывающие приводные звездочки 78 роликов 72 и через промежуточный вал 79 на цепь 80, входящую в зацепление с приводными звездочками 81 подцерживсшицих роликов 74. Постоянство зацепления цепей со звездочками гарантируется прижимами 82, а холостые ветви цепей 83, 84 и 80 опираются на ролики 85. Каркас секций печи выполнен из двух частей - опорной нижней части 86 и с-Ьемно.го свода 87 с футеровкой. Сетка 71 огибает отклоняющие бара- баны 88, а в зоне выхода обозкженны плиток 89 под и над сеткой 71смонтированы грубк 90 вентиляционной системы подачи холодного воздуха дл охлаждения плиток. В зоне концевого барабана 91 плитки снимаются с сетки- 71. . . ; ; : . . , . Линия работает следующим образом Плитки 89 от пресса 1 попадают на конвейер-накопитель 2. От конечного выключателя 4, йа который воз,действует пуансон штампа пресса в верхнем положении, включается приво 12 конвейера-накопителя 2 - его приводнрй барабан б делает один оборот/ при этом плитки 89 переме.:щаются в сторону, сушильно-глазуро.рчного транспортера. После пяти ходовпресса 1, т.е. накопления набора плиток 3x15, зубчатое колесо 14 совершает один оборот, флаясок 15 воздействует на конечный вьрслючатель 1б, от которог поступает импульс ;на включение стал кивателя набора плитрк 17. От приво да 32 фальйшал 3.1, а вместе с ним и зубчатые колеса 28 и 30 и кривошипы 27, совершают один оборот, во время которого каретка 18с толкающим упо ром 19 совершает.двойной ход и оста Н 1вливается от конечного выключателя 33. Плитки оказываются на сетк конвейера 43 сушильно-глазуровочного транспортера, причем, так так .скорость последнего незначительно превышает скорость:Сталкивателя : набора плиток 17, они устанавливаются с зазором друг к другу, необходимым для качественной сушки. На сушильпо-глазуровочном транспортере плитки сушатся в сушильных камерах 34 до и после глазу&ованияЪ глазуровочной распылительной установке 37. В последнюю подается глааурь из пЕ10пелл ерных; мейалок (не по казаны), в вибросите 38 глазурь, -очищается и через ротор 39.подается на форсунки 41. При помощи щеточног барабана 54 очистного устройства 53 глазурь г налипшая на сетку конвейер f f Т. I |11/. I 43, смывается моющей жидкостью 58, залитой в бак 59. Моющая жидкость в баке постоянно очищается. Ссушильно-глазуровочного транспортера плитки 89 попадают на неподвижную решетку 61 механизма загрузки печи 52, где они приподнимаются на 2-3 мм над поверхностью решетки подвижными пуансонами 62 и передвигаются по направлению к сетчатому поду 71 печи. Кривая движения пуансонов (фиг. 13 ) позволяет перемещать плитки параллельно неподвижной решетке 61 с небольшой скоростью, величина которой больше линейной скорости, сетки конвейера 43 сушильно-глазуррвочногр транспортера и меньше скорости сетки 71 печи, и быстро воз вращаться в исходное поло:жение по эллиптической траектории. Плитки подхватываются сеткой 71 печи, перемещение которой осуществляется от роликов 72 и 74, синхронно вращающихся от общего привода 75, проходят зоны подогрева, обжига и охлаждения в соответствии с технологией обжига, обдуваются труёками 90 для полного охлаждения и снимаются в зоне установки концевого .барабана 91. Периодически производится очистка печи ОТ плиток, для чего цеховым грузоподъемным механизмом снимается свод 87 печи. Использование предлагаемой автоматизированной линии.позволяет повысить надежность ее работы за счет упрощения конструкции приемно-раздаточного устройства, выполнения конструктивно надежного механизма загрузки печи, разгрузки тяговой цепи верхних роликов печи с распределением усилия на три цепи,- сократить простои линии при ремонтных работах за счет выполнения натяжного барабана конвейера-накопителя откидным, а секций печи со съемным сводом, за счет непрерывной очистки сетки сушильно глазуровочного транспортера от глазури; улучшить компактность линии за счет-установки сталкивателя набора плиток над сушильно-глазуровочным транспортером. . 7ТУ& 7/ /Tffffff ff O fMTO fififfffO
75
71
П вг S5 Фиг 5
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для производства керамических плиток | 1986 |
|
SU1321589A1 |
| Установка для производства керамических облицовочных плиток | 1976 |
|
SU612802A1 |
| Установка для производства керамических плиток | 1980 |
|
SU897528A1 |
| Линия для производства керамической плитки | 1985 |
|
SU1284837A1 |
| Линия наклейки керамических плиток в ковры | 1988 |
|
SU1512772A1 |
| УСТРОЙСТВА, СИСТЕМА И СПОСОБЫ ФОРМОВАНИЯ ПРЕССОВАННЫХ ИЗДЕЛИЙ И ПРЕССОВАННЫЕ ИЗДЕЛИЯ, ПОЛУЧЕННЫЕ ПРЕССОВАНИЕМ С ПОМОЩЬЮ ЭТИХ УСТРОЙСТВ И СПОСОБОВ | 2011 |
|
RU2603146C2 |
| Автоматическая линия для изготовления и укладки строительных изделий на сушильные вагонетки | 1985 |
|
SU1247295A1 |
| Линия наклейки ковров из керамических плиток | 1985 |
|
SU1296422A1 |
| Автоматическая линия для изготовления строительных изделий | 1979 |
|
SU893555A2 |
| Установка для набора плиток в ковры | 1980 |
|
SU973369A1 |
1. ABTOMATИЗИPOBAHHAЯ ЛИНИ ДЛЯ ИЗГОТОВЛЕНИЯ МЕЛКОШУЧНЫХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ, преимущественно Облицовочных керамических плиток, в которой по ходу технологического . процесса смонтированы пресс, приемно -Ipasдаточное устройство с конвейером накопителем и сталкивателем набора nvfjfo плиток, сушильно-глазуровочный транс портер с приводным сетчатым конвейером, муфельная печь с подвижным сетчатым подом и узел охлаждения плиток о т л и ч а ю щ а я с я тем, что, с целью повышения эксплуатационной надежности линии, она снабжен механизмом загрузки печи, установленным между сушильно-глазуроьочным -транспортером и муфельной печью и состоящим из неподвижной решетки, установленной, на уровне сушильно-глазуровочного транспортера, и подвижных пуансонов с зубцами,tкинематически связанных с приводом сетчатого конвейера посредством шарнирно-рычажного механизма, а конвейер-накопитель приемно разда Тбчного устройства выполнен с откидным натяжным барабаном, 2. Авторматическая линия по п. 1, от л и ч а ю ,щ а я с я тем, что сталкиватель набора плиток установлен над :сушильно-глаэуровочным транспортером и выполнен в виде каретки с толкающим упором, соединенной посредством кривошипно-шатунного механизма и зубчатых передач с приводным валом. 
бб .
ft
г-г
21
гу
13
иг.8
56 57
i2S9
ft.
л-л
8 ентсистему
Г
( yflff cHb f etffefffffufff . , ffff j TpaetfrnffpuA fffamfftuA /ryaffco/fa ff2
77
7t
7
7/
тг
w
73 St.
&г is
87
Фиг;97
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| м в год | |||
| Проспект ЦНЙИТЭстроймаша ,19-77 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Ма;щины и оборудование дляпро изводства керамических плиток и силикатных изделий | |||
| Каталсэг-справочник, М., ЦНИИТЭстроймаш, 1977, с | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
