вок, их деформации и ухудшает качество готовых изделий.
Целью иастоящего изобретения является иовышение иадежности работы путем удобства укладки, съема тестовых заготовок и фиксации иоложения люлек ири передаче их с одиой ветки коивейера на другую; уменьшеиие габаритов агрегата.
Поставлеиная цель достигается тем, что агрегат снабжеи устройствами фиксации положеиия люлек на прямолинейных участках конвейера, поворотных звездочках коивейера и участках загрузки и разгрузки тестовых заготовок, механизмом для очистки рабочей иоверхиости люлек, каждая люлька выиолиена в виде тележки с плоской рабочей иоверхностью, осп катков которой расположены в одной горизонтальной плоскости с осью шарнирной подвески люльки и осью цепей коивейера, а разгрузочное присиособление выполнено в виде ленточного транспортера, расположенного над рабочей поверхностью люльки, и снабжено прижимным эластичным валком, установленным в зоне приемного конца транспортера с возможностью перемещения в вертикальной илоскости.
Устройства фиксации положеикя люльки на прямолинейных участках выполнены в виде пластин, устаиовлеиных в каркасе агрегата расстойки с возможностью взаимодействия с катками люлек.
Устройства фиксации положения люлек на поворотных звездочках выполнены в виде неподвижного копира с радиусом кривизны, равным радиусу кривизны окружности впадин поворотной звездочки, и подвижного зубчатого диска с числом зубьев, равным числу зубьев поворотной звездочки, при этом оси копира и зубчатого диска расположены параллельно и симметрично оси поворотиой звездочки с возможностью одновременного взаимодействия со всеми катками каждой люльки. Устройства фиксации на участках загрузки и разгрузки тестовых заготовок нредставляют собой неподвижные копнры - полукольца, установленные коакснально концевым поворотным звездочкам.
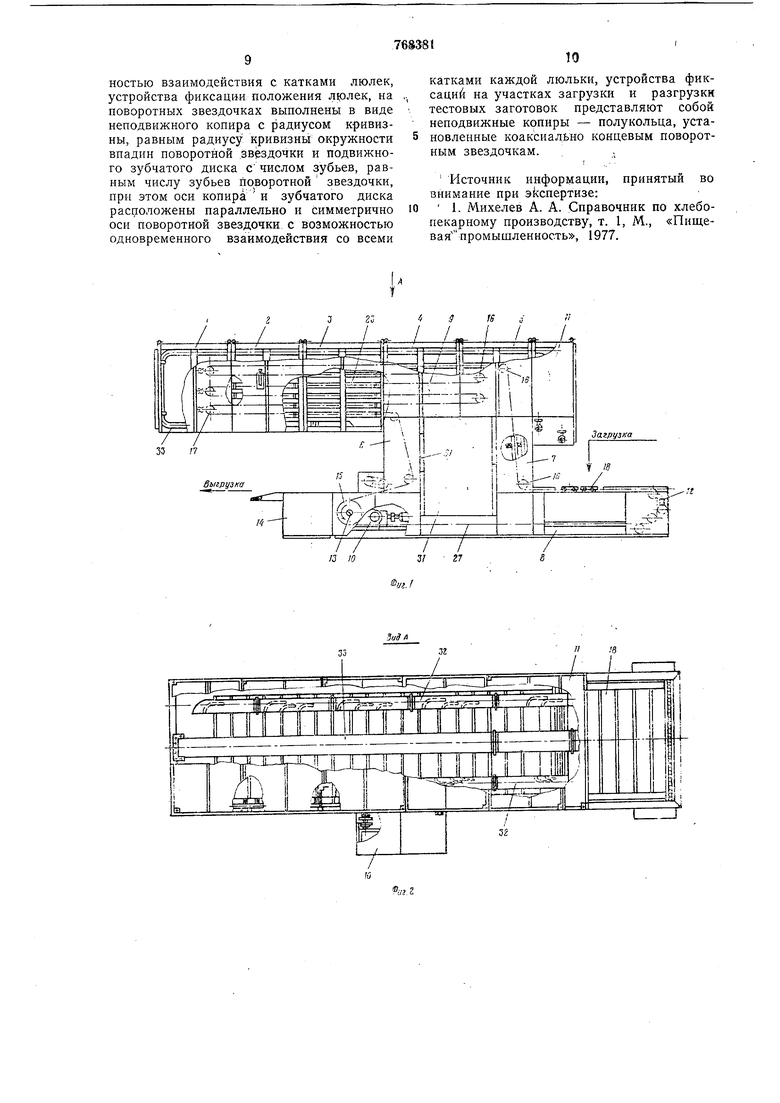
На фиг, 1 показан предлагаемый агрегат, вид сиеред:;; иа фиг, 2 - то же, вид сверху; иа фиг, 3 - расстойная люлька, вид спереди; на фиг. 4 - расстойная люлька, вид слева; на фиг, 5 - вертикальный участок конвейера расстойки, вид спереди; на фиг. 6 - вертикальный участок конвейера расстойки, вид слева; на фиг, 7 - поворотная звездочка конвейера расстойки, вид спереди; на фиг. 8 - иоворотиая звездочка конвейера расстойки, вид слева; на фиг. 9 - натяжная звездочка конвейера расстойки, вид спереди; на фиг, 10 - натяжйая звездочка конвейера расстойки, вид слева; на фиг, И - участок съема и пересадкн расстоявшпхся тестовых заготовок; на фиг, 12 - участок чистки и смазки расстойных люлек.
Агрегат (фиг. 1, 2) состоит из секций 1-8, образуюших теплоизолированиую камеру, Биутри которой смонтирован бесконечный многоярусный цеииой люлечный конвейер 9. Агрегат включает в себя привод 10, систему // создания н автоматического поддержания микроклимата в камере расстойки, устройство 12 для чистки и смазки люлек, приводиой вал 13 и мехаиизм 14 разгрузки расстойных люлек,
Люлечный конвейер 9 состоит из двух параллельных бесконечных тяговых пластинчатых втулочно-катковых ценей, охватывающих нрнводиые 15, поворотные 16 и натяжные 17 звездочки, и шариирио-подвещенных к параллельным ветвям конвейера плоских люлек 18.
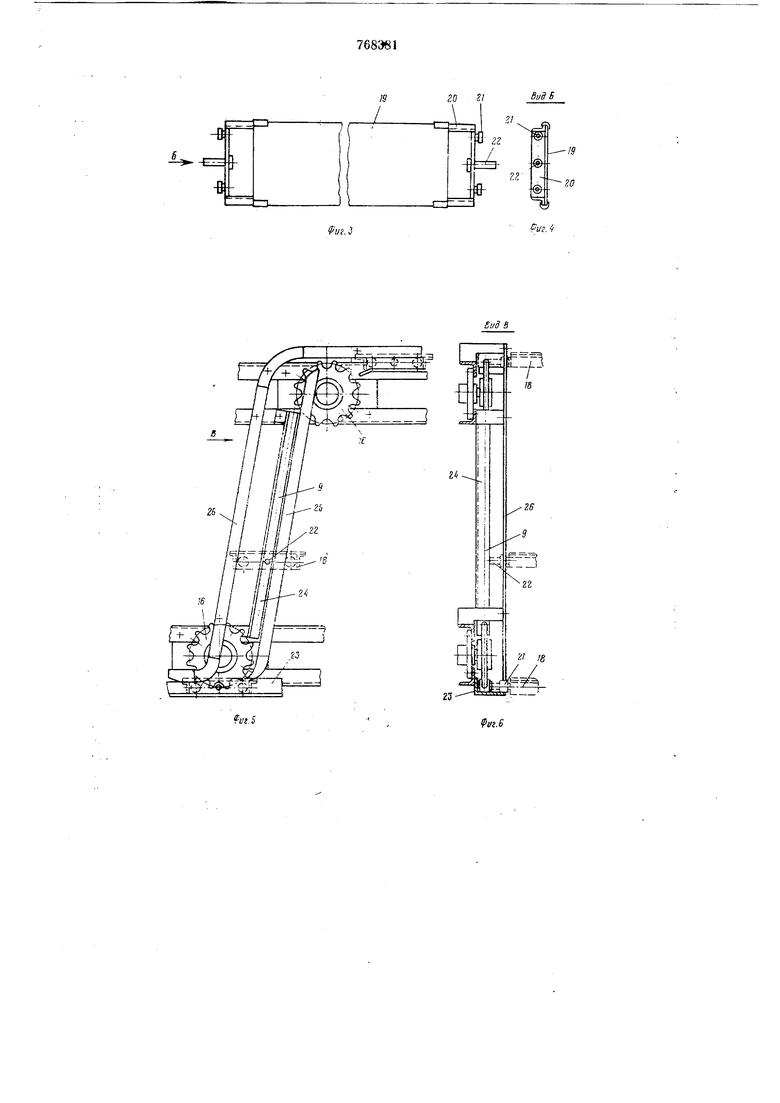
Каждая расстойная люлька 18 (фиг, 3, 4) выполнена в виде тележкн с жестко закреилениой на ней плоской рабочей поверхностью 19, имеющей жесткую раму 20, снабженную катками 21. Шарнирная подвеска люльки к цеиям коивейера 9 выполнена в точке 22, лежащей в плоскости рабочей поверхности люльки, либо в непосредственной близости от нее. Плоская рабочая поверхиость 19 люльки выполиена из фанеры, металла, пластика, либо другого материала.
Точк подвески 22 люльки 18 являются центрами поворота ее вокруг шарниров цепи конвейера расстойки 9.
На горизонтальных участках конвейера 9 (фиг. 5, 6) под цепи и катки люлек 18 установлены направляющие 23, выиолпениые из yrOvTKa, а наклонные н вертнкальиые участки цепи конвейера 9 заключены в направляющие 24, выполненные из щвеллера, н под люльки на этих участках установлены копнры 25 и 26 в виде иаправляющих пластин. Конфигурацня всех копнров повторяет траекторню движения конвейера расстойки ,на этих участках.
Копиры установлены на каркасе агрегата на расстоянии, равном расстоянию от иодвески 22 люльки в цепях конвейера расстойки до поверхности соответствующих катков люльки.
Концевые, поворотные и приводиые звездочки конвейера (фиг. 11, 12) на выходе и входе холостой ветви 27 снабжены копирами-полукольцами 28, 29 и 30, которые коаксиальио закреплены по отношению к указанным звездочкам на каркасе агрегата расстойки.
Для натяжения цепей и регулировки положения загружаемых и разгружаемых люлек 18 (фиг. 1) предусмотрены три пары натяжиых звездочек 17, з становленных в концевой горизонтальной секции /.
Сквозной проход 31 между секциями в своей нижней части пргшоднят для свободного размещения холостой ветви 57 конвейера 9 с люльками 18.
Система 11 создания и автоматического поддержания микроклимата (фиг. 1, 2) связана с горизонтальной частью теплоизолированной камеры расстойки, состоящей из секций 1-5 и двух подающих воздуховодов 32, и одним заборным воздуховодом 33.
В приводе агрегата расстойки имеется механизм регулирования продолжительности расстойки.
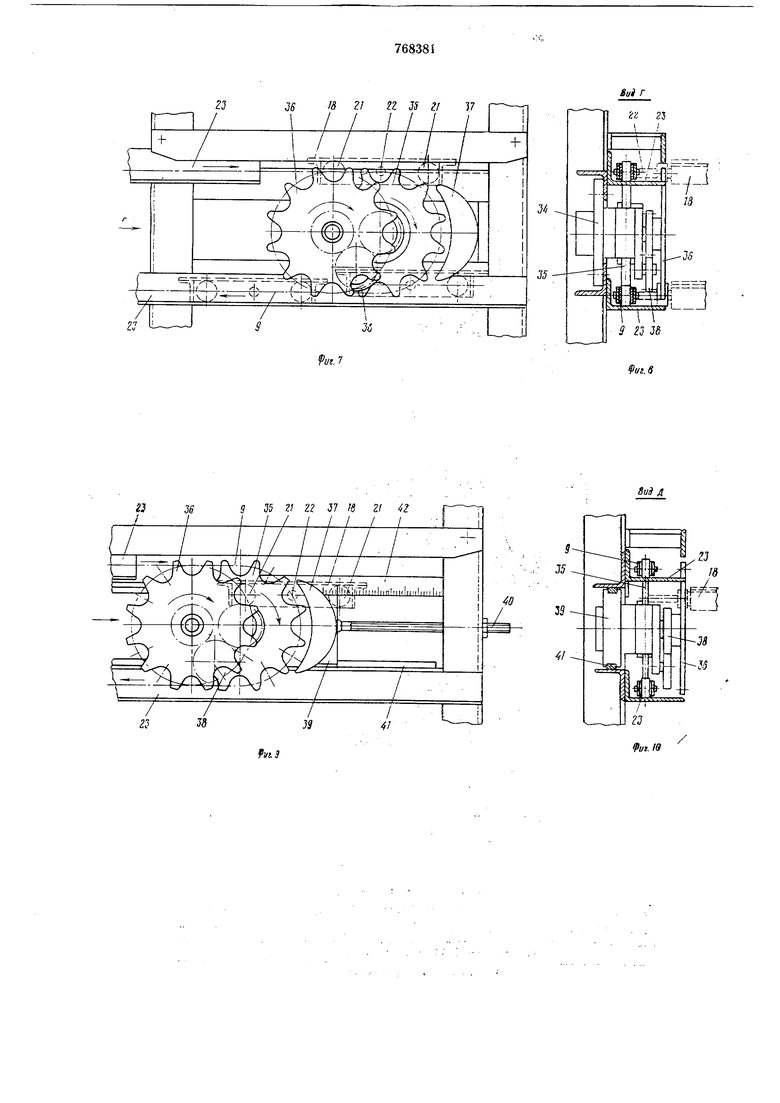
Поворотные звездочки 16 на горизонтальных участках конвейера расстойки 9 (фиг. 7) состоят из кронщтейна 34, на котором смонтированы звездочки 35, подвижной зубчатый диск 36 и неподвижный дуговой копир 57. Неподвижный дуговой копир 37 имеет радиус кривизны, равный разнице между радиусом делительной окружности поворотной звездочки и радиусом катка люльки. Подвижной зубчатый диск 36 имеет число зубьев равное числу зубьев поворотной звездочки 35 конвейера 9.
Синхронный привод подвижного зубчатого диска 36 осуществляется от поворотной звездочки 35 посредством приводного устройства 38, которое представляет собой зубчатую передачу с паразитной щестерней.
Дуговой копир 37 установлен на одной горизонтальной оси с поворотной звездочкой 35 со смещением по отношению к делительной окружности звездочки на расстояние, равное расстоянию от оси подвески люльки до внутренней поверхности катков люльки.
Зубчатый диск 36 установлен также на одной горизонтальной оси с поворотной звездочкой 35 со смещением по отношению к делительной окружности звездочки на расстояние, равное расстоянию от оси подвески люльки до оси катков люльки. В натяжной звездочке 17 (фиг. 9) звездочка 35, подвижной зубчатый диск 36, неподвижный дуговой копир 37 подсоединены к приводному устройству 38 и закреплены на кронщтейне 39, который с помощью винта 40 может перемещаться по направляющим 41. Положение натяжной звездочки относительно каркаса агрегата определяется градуированной шкалой 42 и фиксируется контргайкой, установленной на винте 40.
Перемещение кронщтейна 39 с установленными на нем поворотной звездочкой 35, зубчатым диском 36 и неподвижным 37 копирами обеспечивает постоянство их взаимного расположения.
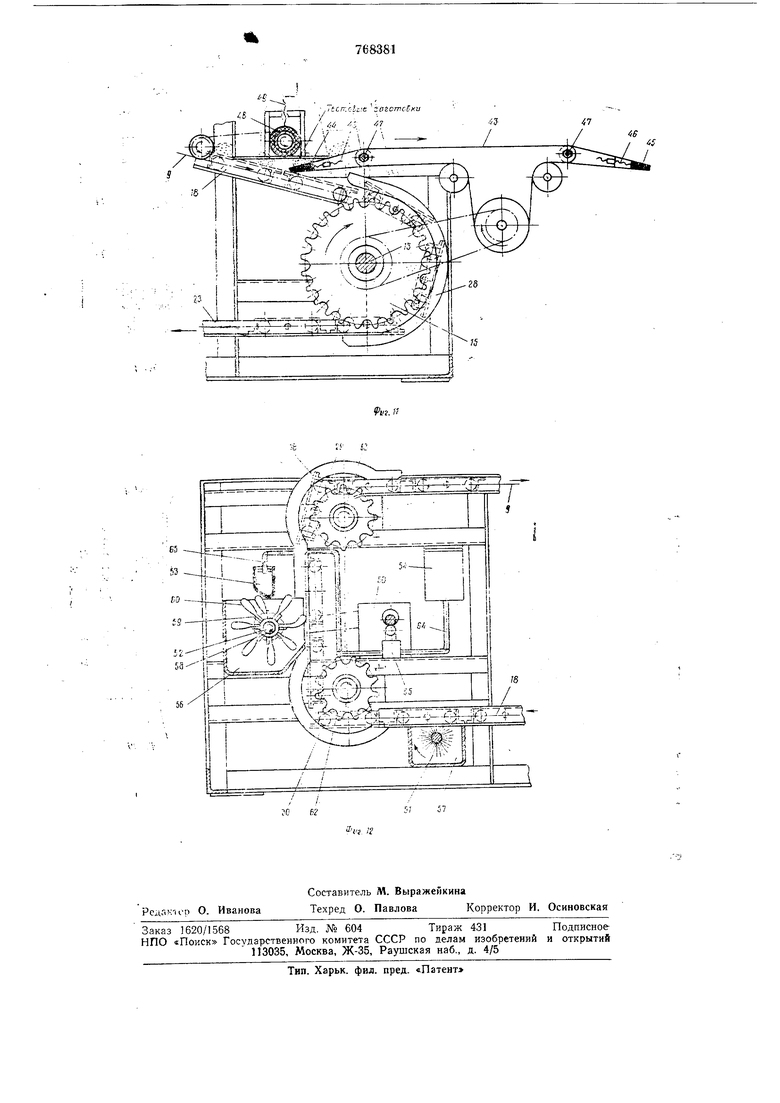
Механизм разгрузки люлек и пересадки тестовых заготовок 14 (фиг. 11) представляет собой ленточный транспортер 43 с «набегающим 44 и «сбегающим 45 носками минимального радиуса кривизны. «Набегающий 44 и «сбегающий 45 носки имеют устройства 46, 47 для регулировки горизонтального и вертикального положения последних. Для предотвращения опрокидывания и деформации заготовок при пересадке
с люлек имеется эластичный валок 48.
Валок 48 имеет винты 49 для установки определенного положения валка в вертикальной плоскости.
Лента снимающего транспортера 43, конвейер расстойки 9 и эластичный валок 48 выполнены с возможностью одновременного приведения в движение с равной по величине и направлению линейной скоростью посредством цепных передач от приводной
звездочки 15 конвейера расстойки 9.
Устройство 12 чистки и смазки люлек (фиг. 12) состоит из индивидуального привода 50, очистной щетки 51, смазывающего ротора 52, тканевого резервуара
53, бака для масла 54, насоса 55, сборника 56 для излишков масла и сборника 57 отходов.
Смазывающий ротор представляет собой вал 58, к которому привареиы шесть радлальных планок 59, к планкам крепятся лопасти 60 из бельтинга.
В каркасе агрегата, в проходе 31 (фиг. 1), предусмотрен проем 61, благодаря которому можно производить ручную отделку расстоявшихся заготовок перед их посадкой в печь жидкими и сыпучими материалами, а также производить при необходимостинадрезку заготовок и проверять качество расстойки.
Работа агрегата расстойки осуществляется следующим образом. Сформованные и уложенные любым из известных способов на люльки 18 (фиг. 1) тестовые заготовки
в процессе шагового перемещения конвейера 9, поступают в вертикальную секцию 7 и далее по наклонному участку трассы в теплоизолированную камеру.
Во время движения конвейера 9 катки
21 люльки 18, взаимодействуя с копирами 25 и 26, повторяющими траекторию движения конвейера, сохраняют фиксированное горизонтальное положение люльки 18.
в камеру расстойки (фиг. 2) в систему // создания и автоматического поддержания микроклимата подается по воздухово. дам 32 воздух заданной температуры и относительной влажности. Забор воздуха из
камеры осуществляется воздуховодом 33. В процессе последующего перемещения (фиг. ) люльки проходят натяжные /7 и поворотные 16 звездочки конвейера 9. При этом первые катки люлек 18 по ее движению взаимодействуют с дуговыми неподвижными копирами 37 (фиг. 7), а вторые катки взаимодействуют с подвижным зубчатым диском 36 и люлька 18 сохраняет горизонтальное положение при переходе с
ветви-на ветвь.
.Подвижной зубчатый диск 36 приводится в синхронное вращение с звездочкой 35 посредством приводного устройства. 55.
Пройдя весь путь непосредственной расстойки.в теплоизолированной камере тестоBbie заготовки на люльках 18 опускаются по наклонным участкам к механизму 14 разгрузки (фиг. 1). . ,
С плоской рабочей поверхности расстойнь1х люлек 18 (фиг. 11-) расстоявшиеся тестовые заготовки мягко снимаются «набегаюп1им носком 44 ленточного транспортера 43 без деформации и сдвига заготовок.. Эластичный валок 48 предотвращает опрокидывание и деформацию заготовок.
Освобожденная от заготовок расстойная люлька уходит под ленту транспортера 43.
Расстойные люльки 18, ленточный транспо.ртер 43 и валок 48 движутся с постоян. ной линейной скоростью. Положение .носков 44,45 транспортера относительно 1юльки и приемной поверхности осуществляется устройствами регулировки 46, 47. Положение .эластичного валка 48 относительно люльки в вертикальной плоскости осуществляется с помощью винтов 49.
Освободившиеся от тестовых заготовок люл.ьки на приводной звездочке 15, взаимодействуя катками с коаксиально., расположенным копир.ом 28, поворачиваются вокруг осей на 180° и по холостой ветви 27 конвейера 9 поступают к механизму чисткни.смазки 12 (фиг. 1)..Очистная щетка 51 (ф.иг. 12), вращаясь, очищает поверхность расстойной люльки 18 и далее люльки, поворачиваясь на концевой поворотной звездочке 62 на 90°, поступают к смазывающему ротору 52.
. .При вращении смазывающий, ротор 52 качается лопастями 60 тканевого резервуара 53 и переносит ими просочившееся масло .через стенки тканевого резервуара 53 на расстойную поверхность вертикально расположенной в этом месте люльки 18.
Подача масла из бака 54 в тканевой резервуар 63 осуществляется при помощи насоса 55 и маслопроводов 64, 65.
Насос 55, смазывающий ротор 52 и очистная щетка 51 приводятся в движение от ..индивидуального привода 50. . .Механизм чистки и . смазки 12 может работ.ать периодически.. ..
. Далее очищенные и смазанные, расстойнь1е люльки 18, поворачиваясь на 90°. на концевой поворотной звездочке 63, поступаю.Т; на позицию загрузки и цикл, повторяется. .. ............ ;.....,. .
.Регулирование продолжительности расстойки осуществляется пропуском чарти люле.к 18 незагруженными посредством Icполйительного механизма. ,;.:,., ., ... . Црименёние в хлебопекарной, .промышленности агрегата для расстойки .тестр.вых заготовок с плоскими люльками .лрзврлит:
-уменьшить габариты и металлоемкость агрегатов расстойки вследствие увеличения параллельных ветвей конвейера в камере расстойки;
- уменьшить стоимость изготовления, упростить эксплуатацию и ремонт расстойки вследствие расширения ассортимента расстаиваемых изделий и унификации агрегатов.
- увеличить надежность и долговечность работы агрегатов расстойки ;вследствие фиксированного положения люльки на всех участках трассы конвейера; . - увеличить производительность агрегатов расстойк1Г вследствие применения системы микроклимата и автоматического поддержания его в камере расстойки;
-улучшить качество готовых изделий вследствие исключения деформации расстоявшихся тестовых заготовок при пересадке иа под печи;
-уменьшить расход хлебных ресурсов вследствие применеиия смазки жидким жиром плоской рабочей поверхности .
ФорМула изобретения
1.Агрегат для расстойки тестовых заготовок, содержащий теплоизоляционную
камеру, расположенный внутри нее многовитковый цепной конвейер с порядно за крепленными к его осям посредством шарнирных подвесок люльками для тестовых заготовок, механизм регулирования продолжительности расстойки, загрузочное и разгрузочное приспособления, отличающийся тем, что, с целью повыщения надежности работы путем удобств укладки, съема тестовых заготовок и фиксации положения люлек при их передаче с одной ветви конвейера на другую, а также шения габаритов и металлоемкости, агрегат снабжен устройствами фиксации положения люлек на прямолинейных участках
конвейера, поворотных звездочках и участках загрузки и разгрузки тестовых заготовок и механизмом для очистки рабочей поверхности люльки, каждая люлька выполнена в виде тележки с плоской рабочей
иоверхностью, оси катков которой расположены в одной горизонтальной плоскости с осью шарнирной подвески люльки и осью цепей конвейера, а разгрузочное приспособление выполнено в виде ленточного
транспортера, расположенного над рабочей поверхностью люльки, и снабжено прижимным эластичным -валком, установленным в зоне приемного конца транспортера с возможностью перемещения в вертикальной
плоскости. . . .: -.2.Агрегат по п. 1, отличающийся тем, что устройства фиксации положения люльки на прямолинейных участках выполнены в внде плоскортей, установленных
в, каркасе агре.гата расстойки с-возможностью взаимодействия с катками люлек, устройства фиксации положения , на поворотных звездочках выполнены в виде неподвижного копира с радиусом кривизны, равным радиусу кривизны окружности впадин поворотной звёздочки и подвижного зубчатого диска Счислом зубьев, равным числу зубьев по воротной звездочки, при этом оси копира и зубчатого диска расположены параллельно и симметрично оси поворотной звездочки с возможностью одновременного взаимодействия со всеми
катками каждой люльки, устройства фиксаций на участках загрузки и разгрузки тестовых заготовок представляют собой неподвижные копиры - полукольца, установлеиные коаксиально концевым поворотным звездочкам.
Источник информации, принятый во внимание при эйспертизе: 1. Михелев А. А. Справочник по хлебопекарному производству, т. 1, М., «Пищевая промышленность, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| Расстойный агрегат для продольно ориентированных тестовых заготовок | 1985 |
|
SU1391564A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БАРАНОЧНЫХ ИЗДЕЛИЙ | 1965 |
|
SU214451A1 |
| Расстойно-печной агрегат | 1975 |
|
SU552053A1 |
| Линия для выработки хлебобулочных изделий | 1978 |
|
SU921489A1 |
| РАССТОЙНО-ПЕЧНОЙ АГРЕГАТ | 2004 |
|
RU2262848C1 |
| УСТРОЙСТВО для ПЕРЕСАДКИ ТЕСТОВЫХ ЗАГОТОВОК | 1966 |
|
SU186913A1 |
| СПОСОБ РАССТОЙКИ ТЕСТОВЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2108040C1 |
| Люлечный конвейер расстойного шкафа | 1986 |
|
SU1329734A1 |
| ВЫРАБОТКИ МЕЛКОШТУЧНЫХ БУЛОЧНЫХ И СДОБНЫХ ИЗДЕЛИЙ | 1972 |
|
SU343677A1 |
| Линия для производства формового хлеба | 1980 |
|
SU938878A1 |
Фиг. J
fw.5
иг. i
fim
ipvi.S
23
jff « 2/ гг jf г/
I / / / / /
L
,J .,- -f 7 I I /1тЛ r /Tf-
игЛ
a зе 9 S5 2 гг J7 « 2/ г
/ / / / / / /
и5
Sui г
a 23
+
Id
34
-J5
35
f J JS
fe.e
,ZJ
/
Й
, I
-J5
Л1
-j
Fil
fj
/
ftfj. /(
ггггг За &
ч, г 14
РГ
| , Д---.1-
С(
rf- irV&iijaiJ
4, i. 1
ri.
ft- ,. -у
; I -- Lji,.
55
I /,
/6
