1
1302451
Изобретение относится к оборудова- Iнию для изготовления жгутов для электрической взаимосвязи .между радиоэлементами радиоэлектронных устройств.
Цель изобретения - расширение эксплуатационных возможностей путем раскладки проводов с увеличенным количеством концов.
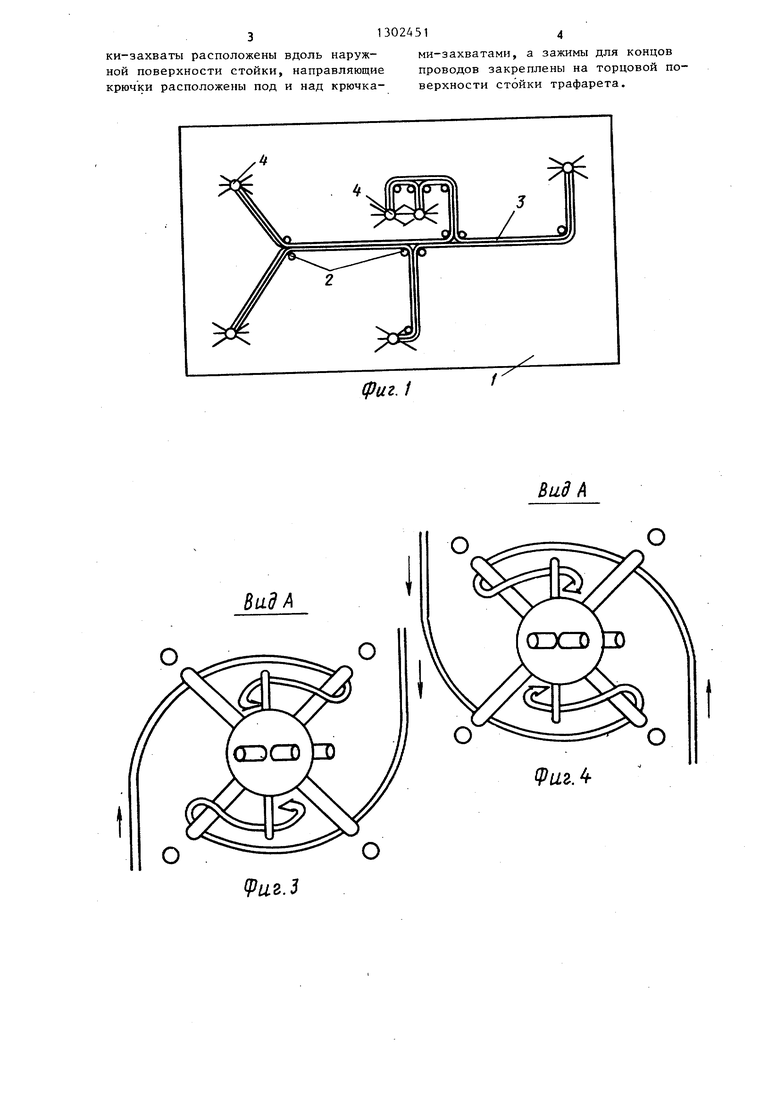
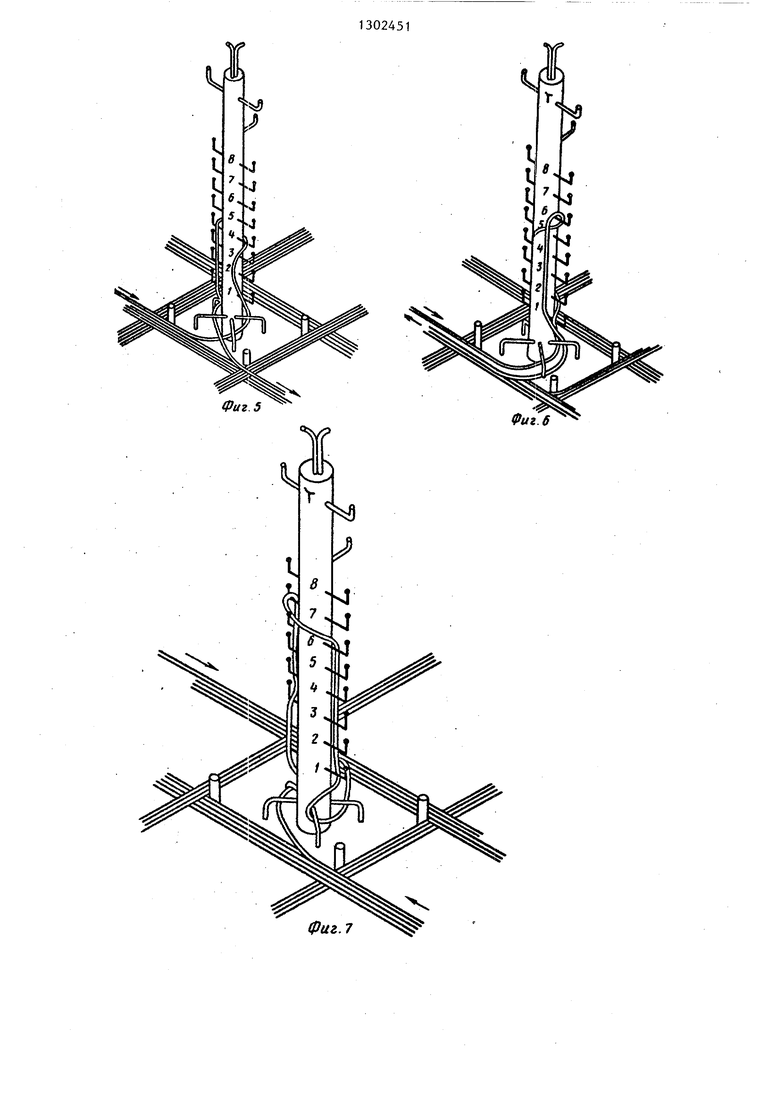
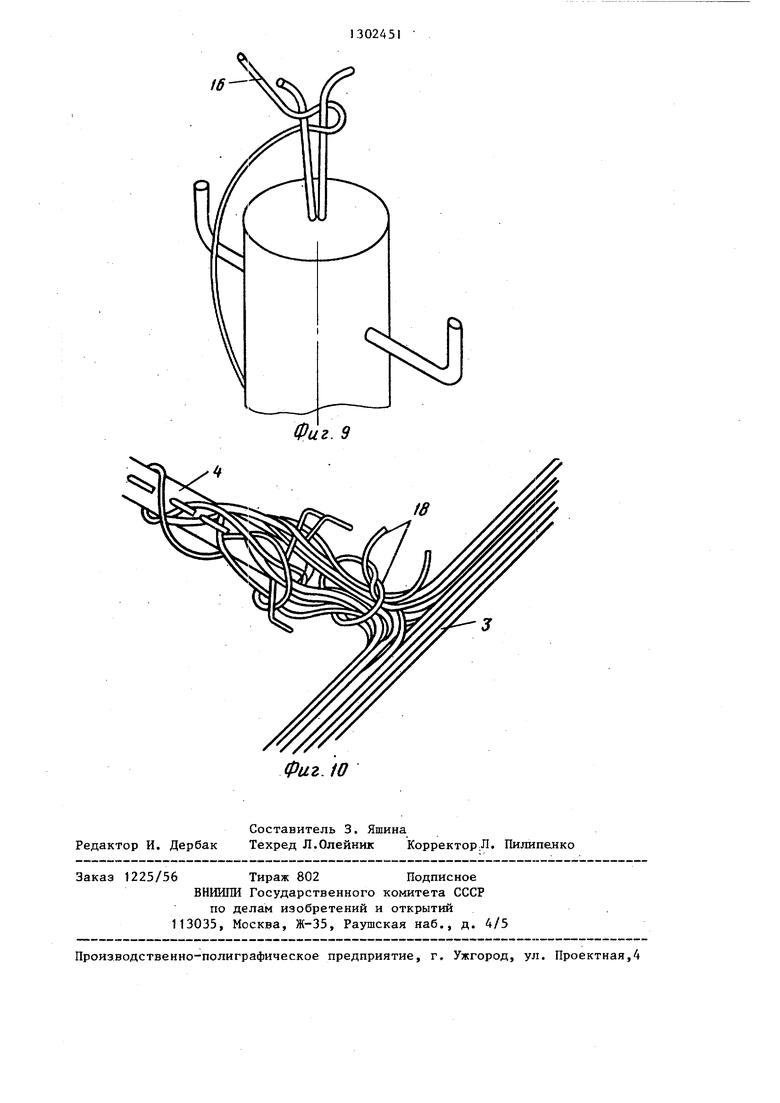
На фиг.1 изображено взаимное расположение элементов при раскладке проводов на шаблоне; на фиг.2 - маркировочный съемный трафарету на фиг. 3 и 4 - вид А на фиг.2 со схемой следования электромонтажного провода к крючкам-захватам; на фиг. 5-8 - примеры крепления и маркировки провода на стойке трафаретаJ на фиг.9 - крепление конца или начала провода в зажиме; на фиг.10 - часть жгута с закрепленной стойкой трафарета.
Шаблон содержит основание 1, на котором закреплены монтажные штыри 2 изменения направления трассы раскладки провода 3 и съемные трафареты 4 в виде стоек, расположенных в местах заделки концов проводов.
Каждая стойка трафарета 4 имеет посадочную поверхность 5 (фиг.2).
В нижней части каждой стойки трафарета 4 расположены направляющие крючки 6 и 7 для направления трассы укладки проводо в при следовании его к стойке и при удалении от нее в ствол жгута. На цилиндрической поверхности 8 расположены крючки-захваты 9 и 10 технологической (на период раскладки проводов) маркировки с ярусной (на определенных уровнях высоты стойки) последовательностью.
На расстоянии 11 расположены направляющие крючки 12 технологических переходов 13 (фиг.8) провода от одной стойки трафарета 4 к другой без разделения на отдельные отрезки при выполнении раскладки провода одной марки и поперечного сечения.
На торцовой поверхности стойки трафарета 4 размещены зажимы 14с отогнутыми пружинными элементами 15, которые удерживают конды 16 тех про- вЬдов, которые отличаются друг от друга маркой или поперечным сечением токопрЪводящей жилы. На верху стойки расположены дополнительные направляющие крючки 17. Провода крепят нит- 55 раскладки проводов с увеличенным кой 18.количеством концов, каждый съемный
трафарет выполнен в виде стойки с крючками-захватами и направляющими крючками для проводо-в, причем крючРаскладку осуществляют непрерывным проводом по массивам скреплением начала и конца каждого массива в зажимах 14 в промежутках между элементами 15.
По программе полой укладочной иглой (не показана) провод 3 направляется по цилиндрической поверхности 8 стойки от зажима 14 до крючка-захвата 9 маркировки,начала укладки первого по последовательности в массиве провода. При этом укладка ведется таКИМ образом, чтобы выход провода с крючка 9 соответствовал следованию трассы и направлению в стволах раскладываемого жгута. В натяжку с прилеганием к стойке провод от крючказахвата 9 перемещается полой укладочной иглой на уровни соответствующих направляющих крючков 6 и 7 следования в ствол жгута (фиг.З и 4).
Далее по трассе укладки между монтажными штырями 2 укладочная полая игла направляет провод до стойки,на которой должен быть расположен и технологически маркирован конец провода, проводит через соответствующие
направляющие крючки 6 и 7, но уже не следования в ствол, а выхода из ствола к крючку-захвату 10 стойки конца провода. Обогнув цилиндрическую поверхность и крючок-захват 10,
полая игла перемещается на уровень крючка-захвата начала укладки очередной по последовательности в программе раскладки проводов в жгут. Для варианта нечетности концов и
начал на стойке трафарета предусмотрены направляющие крючки 12, с которых укладочная игла выполняет проводом технологические проходы 13 .между маркировкой стойки с нечетным
числом концов начал. Конец последней нечетной ветви провода, как и начало первой, закрепляется в зажиме 14.
После раскладки всех проводов выполняют вязку стволов и ответвлений
и крепление стоек к жгуту ниткой 18.
Формула изобретения
Шаблон для раскладки проводов в жгут, содержаш 1й основание, на кото- ром расположены монтажные штьфи,съемные трафареты с маркировкой и зажимы для концов проводов, отличаю- щ и и с я тем, что, с целью расширения эксплуатационных возможностей пуки-захваты расположены вдоль наружной поверхности стойки, направляющие крючки расположены под и над крючками-захватами, а зажимы для концов проводов закреплены на торцовой поверхности стойки трафарета.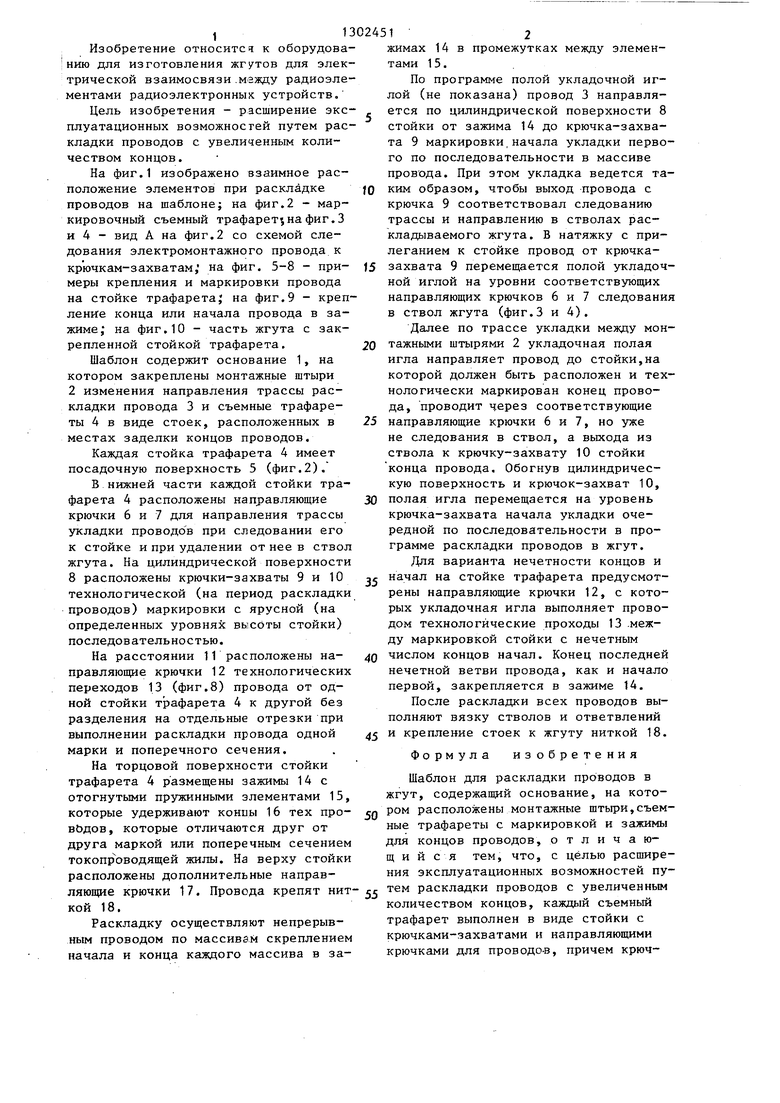
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для раскладки проводов в жгут | 1988 |
|
SU1672598A1 |
| Способ крепления концов проводов при их раскладке в жгут на шаблоне | 1988 |
|
SU1699032A1 |
| Способ изготовления жгутов из электромонтажных проводов | 1984 |
|
SU1267642A1 |
| Устройство для изготовления жгутов преимущественно с несущей перфорированной панелью | 1987 |
|
SU1466034A1 |
| Жгут и шаблон для раскладки проводов в жгут | 1986 |
|
SU1496020A1 |
| Шаблон для изготовления жгутов проводов | 1985 |
|
SU1354252A1 |
| Устройство для раскладки проводов в жгут | 1984 |
|
SU1580608A1 |
| Шаблон для изготовления жгутов проводов | 1982 |
|
SU1049987A1 |
| Устройство для раскладки проводов в жгут | 1989 |
|
SU1691996A1 |
| Съемный маркировочный трафарет шаблона для раскладки проводов в жгут | 1989 |
|
SU1725432A1 |

Изобретение относится к оборудованию для изготовления жгутов (Ж). Цель изобретения - расширение эксплуатационных возможностей. Шаблон для раскладки проводов в Ж содержит основание с монтажными штырями для изменения направления трассы раскладки проводов и съемными трафаретами (СТ), расположенными в местах заделки концов проводов. Цель достигается тем. что каждый СТ выполнен в виде стойки с крючками 6 и 7 для направления трассы укладки проводов при следовании его к стойке и при удалении от нее в ствол Ж, на поверхности 8 расположены крючки-захваты (КЗ) 9 и 10 с технологической ярусной маркировкой, над КЗ 9 и 10 -направляющие 1срючки 12 и 17, а на торцовой поверхности - зажимы 14 с отогнутыми пружинными элементами.Шаблон обеспечивает возможность изготовления сборочных единиц Ж с увеличенной плотностью расположения электрической взаимосвязи на единице поверхности изделия и позволяет изготавливать Ж с шагом {Расположения концов, равным шагу расположения контактов на печатных платах, т.е. при шаге 1,25 и 0,625 мм. 10 ил. с Л /У: 00 о N3 СП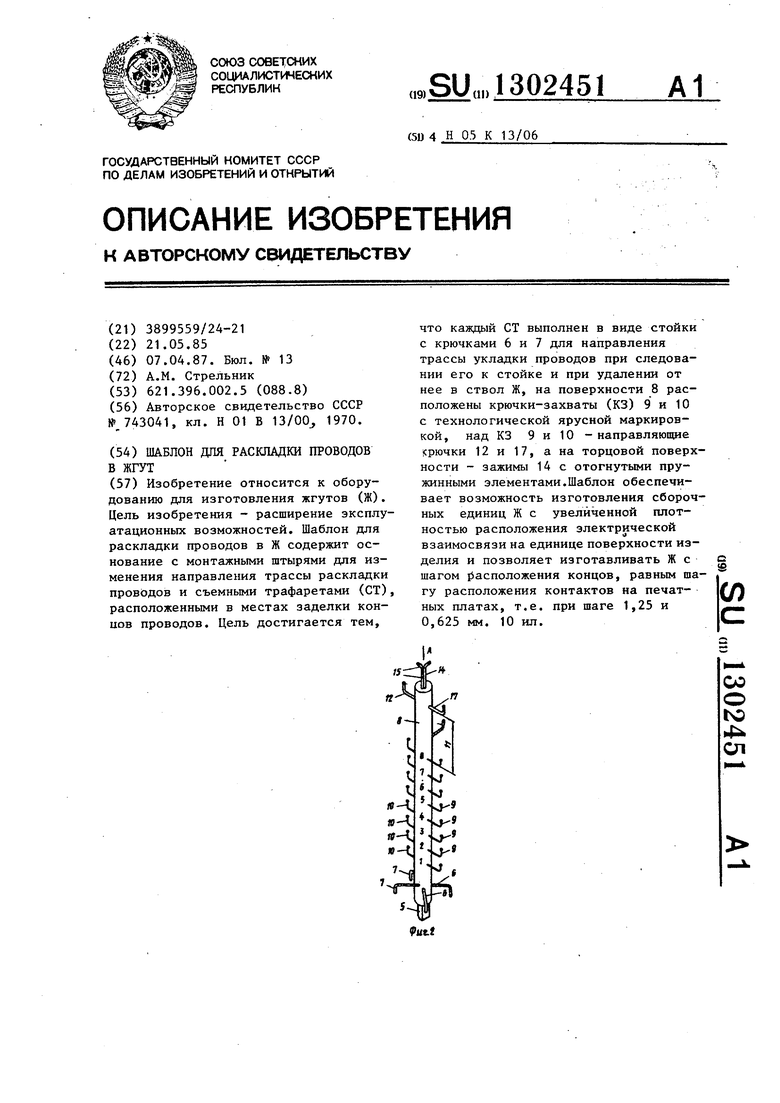
(риг. /
О
Фиъ.7
фиг. 8
16
Фиг. 9
Фиг.Ю
Составитель 3. Яшина Редактор И. Дербак Техред Л.Олейник Корректор Л. Пилипедко
Заказ 1225/56 Тираж 802 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная,4
| Устройство для прокладки проводов на шаблоне | 1977 |
|
SU743041A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
