Известны туннельные печи для скоростного обжига фарфора, фаянса и других керамических изделий при температурах до 1400°, муфельные или газопламенные, с цепным конвейером, защищенным огнеупорными и теплоизоляционными блоками.
Описываемое изобретение относится к печам такого же типа и имеет целью предотвращение выпадения блоков после растрескивания Это достигается тем, что они заключены в металлическую оболочку состоящую из листового металла или проволочной сетки или их сочетаний.
При температурах обжига 1050-1400° верхняя часть оболочки (в рабочем положении) защищена огнеупорными фасонными кирпичами (монолитными или сборными), закрепленными на оболочке с помощью «ласточкина хвоста и т. п. заделов в паз.
Кроме того, с целью охлаждения ходовых частей конвейера между его верхней (рабочей) и нижней (обратной) ветвями расположен металлический короб, в котором охлаждающий воздух движется в одном направлении с конвейером.
Для подачи продуктов горения в рабочее пространство печи через главный свод сверху и с боков под садку (в газопламенной печи) или в сводовые и стеновые муфельные каналы (в муфельной печи) одна или несколько TOvioK расположены на своде печи.
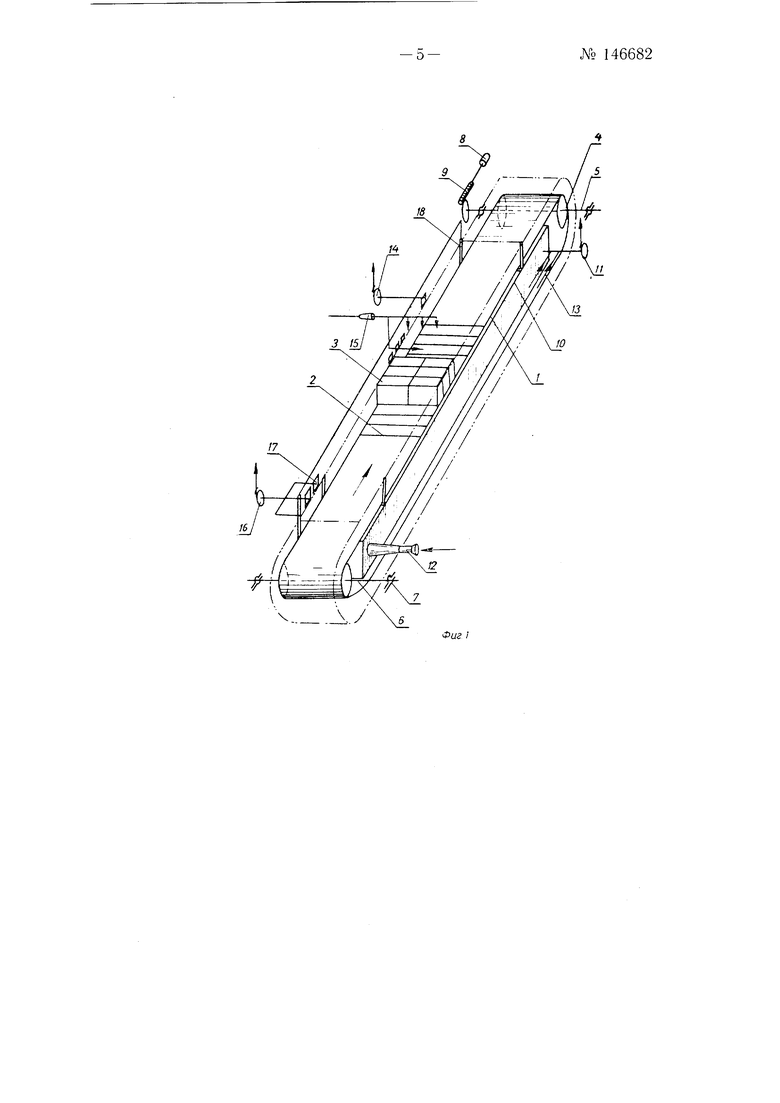
На фиг- 1 представлена схема печи с цепным конвейером; на фиг. 2 -конструкция изолирующих блоков в оболочке; на фи1г. 3 -конструкция оболочкц для печей с высокой рабочей температурой; на фиг. 4 -поперечное сечение топочной части печи с открытым пламенем для первого обжига фарфора.
Цепной конвейер выполнен в виде бесконтактного полотна состоящего из двух цепей /, связанных между собой поперечными балками
№146682-2(бимсами) 2, на которых монтируются термоизоляционные огнеупорные блоки 3 в стальной оболочке. Цепи / натянуты на звездочки 4, которые насажены на ведущий вал 5 у выхода печи и ведомый вал 6 - на входе печи, Валы 5 и 6 вращаются в подщипниках 7. Привод ведущего вала 5 осуществляется от электродвигателя 8 через червячную пару 9. Ведомый вал 6 со своими звездочками осуществляет нанравление и натяжение ценей.
Между верхней рабочей ветвью конвейера в печи и нижней ветвью обратного хода под печью размещен стальной короб 10, через который вентилятором 11 прогоняется охлаждающий воздух.
Направление движения воздущного потока в коробе 10 соответствует на-правлению движения конвейера, что при прочих равных условиях обеспечивает максимум теплопередачи, так как температура пиза конвейера увеличивается от входа печи к ее выходу.
В случае временного прекращения нодачи электроэнергии для предотвращения перегрева конвейера предусмотрено питание электродвигателя 8 от аккумуляторной батареи, а подача воздуха в короб 10 от парового инжектора 12.
К всасывающему отверстию вентилятора // подключены два воздущных канала 13 под каждой стеной печи, образованных балками, не сущими стены. Назначение этих каналов заключается в отведении тепла из рабочего пространства печи к низу цепного конвейера.
Через зону охлаждения помощи эксгаустера 14 просасывается воздух, поступающий через открытый выход печи. Толка с газовой горелкой./5 расположена вверху, над сводом печи, и подает продукты горения под садку обжигаемых изделий на конвейере через ряд окон в стенах, а также и сверху через свод.
Дымовые газы отсасываются из рабочего пространства печи дымососом 16 через окна 17. Вместе с тем через щель короба 10 дымосос 16 перехватывает наружный воздух, входящий в печь со стороны входа под действием разрежения, имеющегося по всей длине печи.
За окнами 17 по ходу конвейера предусмотрено вертикальное уплотнение 18, закрывающее зазоры между конвейером и стенками печи Этим устраняется возможность подсоса газовоздущной смеси окнами 17 через указанный зазор. Аналогичное уплотнение 18 предусмотрено и на выходе печи.
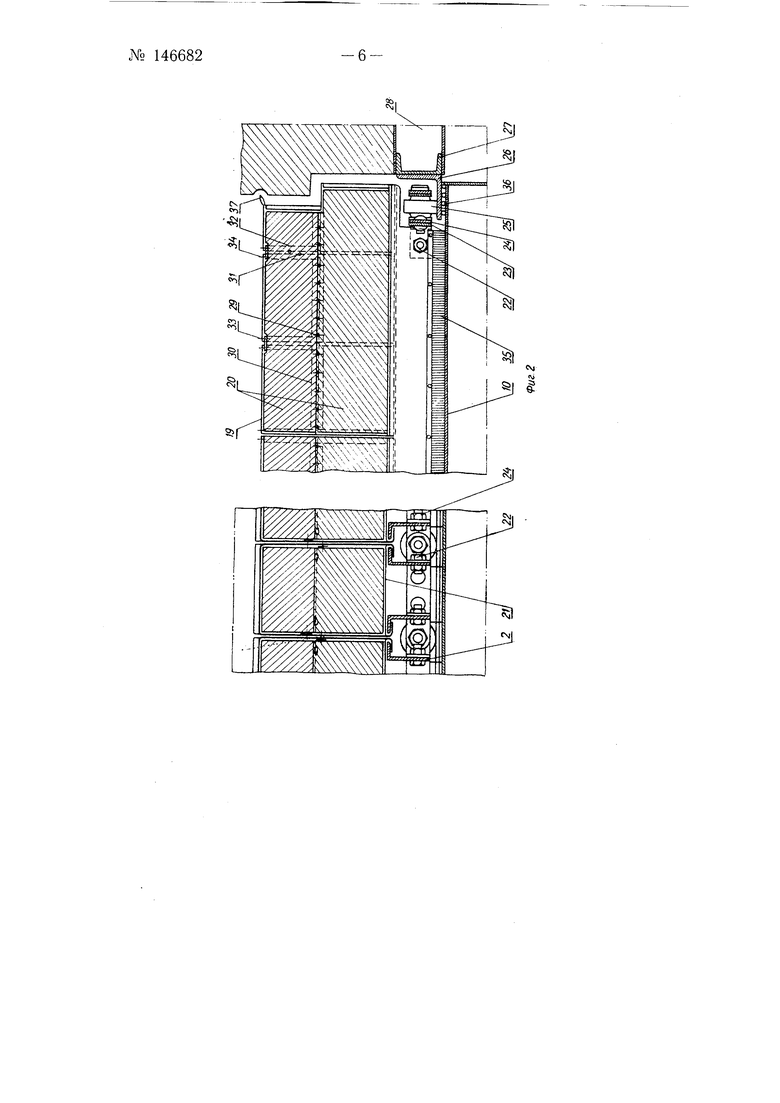
Конструкция блоков, изолирующих цепь конвейера с ее катками от перегрева (фиг. 2), состоит из жа-роупорной оболочки 19, например, из листовой стали, в которую заключены теплоизоляционные материалы 20, например кирпичи легковесного шамота, подбитые снизу шлаковой вагой и т. п. Оболочка 19 в нижней части приварена или приклепана к листу 21, имеющему загнутые края, образующие два паза. При помощи этих лазов собранный изолирующий блок надевается на бимсы 2 (фиг. 1). Последние посредством болтов 22 монтированы на скобах 23, прикрепленных к звеньям 24 цепи. Установкой сменных стальных прокладок между смежными плоскостями бимсов 2 и скоб 23 можно обеспечить фиксированную посадку оболочки 19 на бимсах 2.
Звенья 24 цепи конвейера снабжены катками 25, перемещающимися но направляющим 26, которые непосредственно закреплены на балках 27, несущих стены печи и охлажденных воздухом, движущимся в полости 28 от входного конца печи к ее выходу.
Так как после растрескивания теплоизоляционные материалы 20 могут распирать тонкую оболочку 19, имеющую значительную высоту, то для увеличения ее сопротивления распиранию вертикальные параллельные стенки на одном из промежуточных уровней стягиваются кусками проволоки 29, закрепленными на угольниках 30- Угольники 30,
смонтированные на оболочке 19, ограничивают свободу вертикальных перемещений вдоль стенок и иостепенного-накопления внизу наиболее мелких фракций треснувших огнеупоров при их истирании, которые могут вызвать дополнительный распор оболочки 19.
Во избежание коробления оболочки 9 последняя по длине снабжена двумя температурными вырезами 31, сверху до нижнего листа 21, который не рэзрезан. Вырезы 31 уплотнены подкладками 32 из листовой стали, которые рядом заклепок 33 соединены с оболочкой 19. Второй ряд заклепок 34 лишь удерживает подкладки 32 вплотную у оболочки 75, но дает возможность относительных перемещений подкладок 32 и оболочки 19 по вертикали.
Температурные вырезы 31 обеспечивают также и теплообмен между внутренним объемом оболочки 19 и окружаюш,ей средой при нагревании и охлаждении оболочки.
К Нижней кромке каждого бимса 2 по всей длине между направляющими 26 прикреплены металлические щетки 35, которые при движении конвейера скользят по верхней стенке охлаждающего короба 10 (фиг. 1) под конвейером. Для разобщения пространства под конвейером и наружного воздуха предусмотрено уплотнение 36 из асбестовых щнуров, укладываемого между направляющими 26 и коробом 10.
Щетки 35 служат для удаления с верхней плоскости охлаждающего короба 10 всех кусков обжигаемых изделий и растрескавщихся огнеупоров, упавщих на него из рабочего пространства печи, и преграждения прохождению горячего воздуха и дымовых газов под конвейером.
Вместе с тем наличие щеток способствует теплоотдаче от бимс 2 и листа 21, оболочки блоков конвейера к стенке охланчдающего короба 10.
Для уменьщения засорения направляющи.х 26 и уменьшения теплоотдачи лучеиспусканием из печи в зазоры между стенка.ми и оболочкой 19 верхние части оболочек снабжены экранами 37, параллельными стенкам печи.
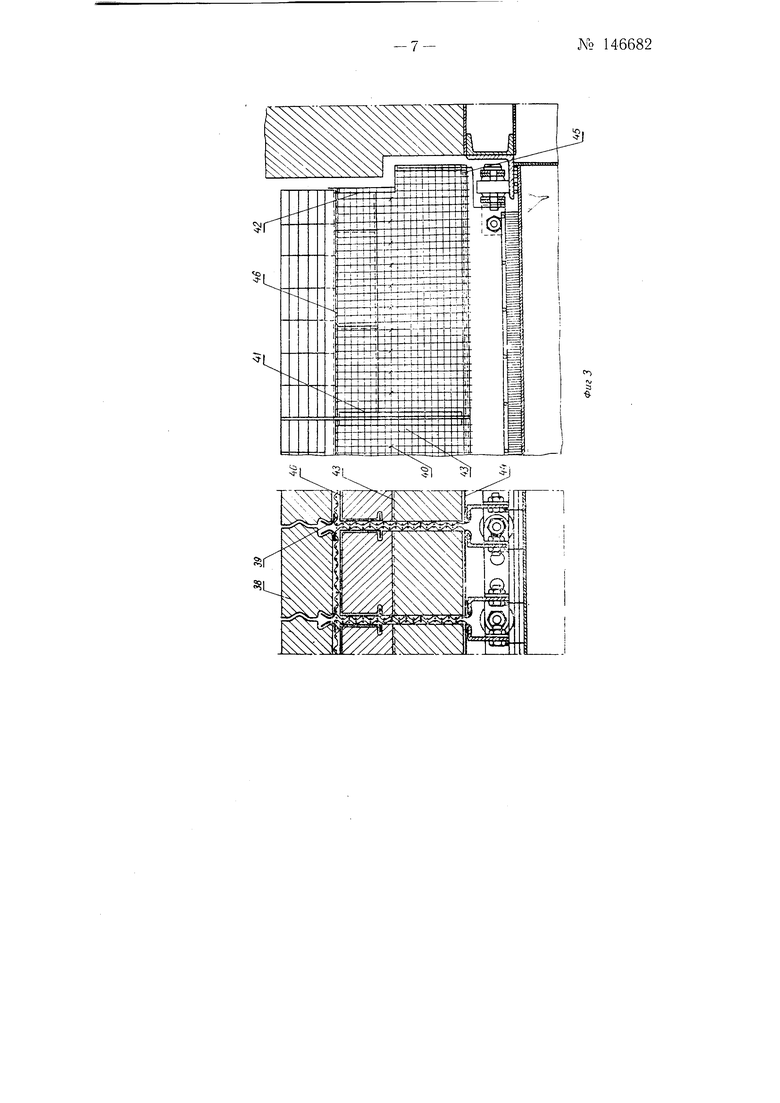
Для лечей с рабочей температурой, превышающей допустимую для металла оболочки 19, верхняя часть последней может быть защищена от действия высоких температур при помощи огнеупорных фасонных кирпичей из шамота, карборунда и т. п.
Закрепление таких кирпичей 38 на оболочке производится с помощью «ласточкина хвоста 39 из полос листовой стали, приваренных к оболочке (фиг. 3). Такое крепление при соответствующей конструкции бокового закрепления ряда кирпичей на металлической части 40 оболочки обеспечит сравнительно легкую замену треснувших кирпичей лри работе печи- Оболочка, как это показано на фиг. 3, может быть выполнена из проволочной сетки общего применения из стальной жаропрочной проволоки. Металлическая часть оболочки приварена к боковым вертикальным листам 41, 42, стянута отрезками проволоки 43 и закреплена на нижнем листе 44. Скольжение листа 44 вдоль бимсов исключено наличием стопора 45, который приварен к бимсу.
Конструкция сетчатой оболочки менее трудоемка в изготовлении и не подвержена значительному короблению. Для предотвращения вы- . сыпания через ее ячейки кусковой огнеупорной изоляции может быть применена подкладка 46 из листовой стали. Эта подкладка имеет температурные вырезы и соединена таким образом, что листы имеют некоторую свободу перемещений в направлении, перпендикулярном оси печи.
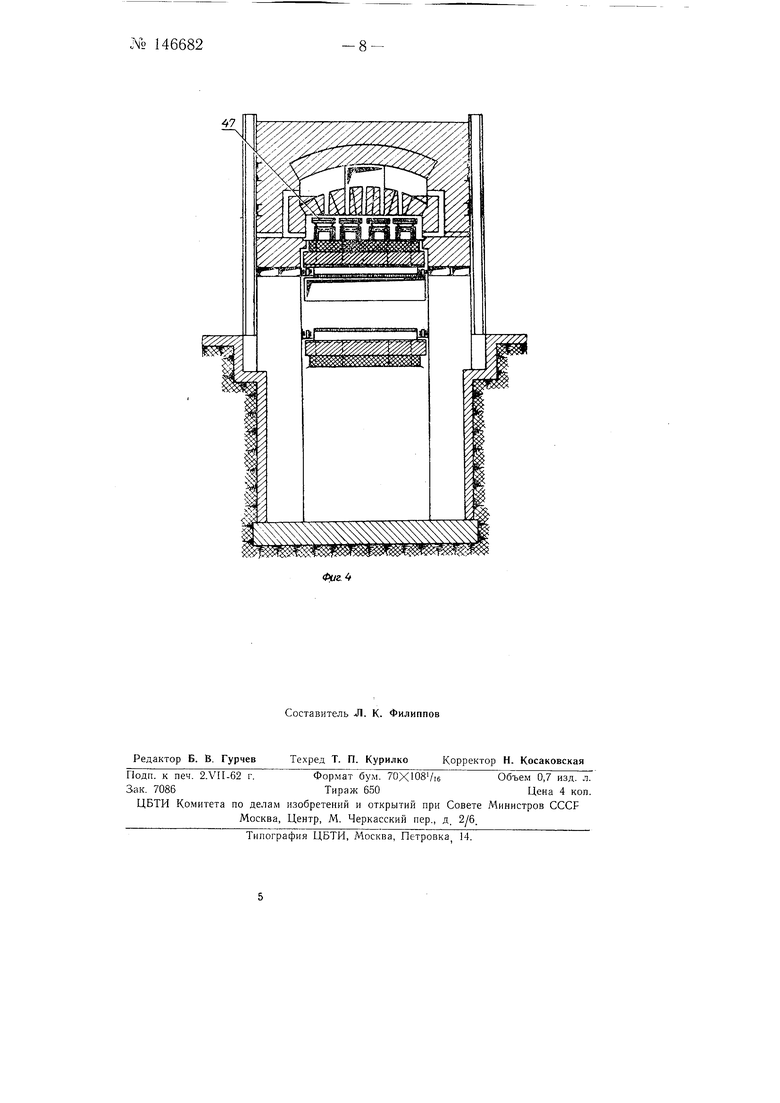
В рабочем пространстве печи с открытым пламенем на конвейере устанавливаются четыре стопки 47 по 5-6 глубоких тарелок на шамот-3-.V9 146682
№ 146682-4ных подставках. Коридор под печью используется для производства осмотров рабочих ловерхпостей конвейера, замену блоков и т. п.
В газопламенной иечи топка располагается на своде печи с выдачей продуктов горения в рабочее пространство через главный свод сверху и с боков под садку. В печах для вторичного обжига фарфора, в которых требуется окислительная, восстановительная и нейтральная среда, на различных участках устанавливаются три топки по одной на каждом участке, также на своде. В печи с окислительной или нейтральной атмосферой по всей длине нагревательной части печи, не имеющей промежуточных температурных выдержек, устанавливается одна топка.
В муфельной печи на своде устанавливается одна топка с выходом продуктов горения через сводовые и стеновые муфельные каналы.
Печь предлагаемой конструкции позволит повысить срок службы металлического цеипого конвейера и увеличить его размеры, что приведет к повышению производительности печи. Изобретение может быть использовано в керамическом производстве при изготовлении фарфоровых, фаянсовых и других керамических изделий.
Предмет и з о б ) е т е п и я
1.Туннельная печь для скоростного обжига фарфора, фаянса и других керамических изделий при температурах до 1400°, муфельная или газопламенная, с цепным конвейером, защищенным огнеупорными и теплоизоляционными блоками, отличающаяся тем, что, с целью предотвращения выпадения блоков после растрескивания, они заключены в металлическую оболочку, состоящую из листового металла или проволочной сетки, или их сочетаний.
2.Печь по п. 1, отличающаяся тем, что при температурах обжига 1050-1400°, верхняя часть оболочки (в рабочем положении) защиш,ена огнеунорными фасонными кирпичами (монолитными или сборными), закрепленнЕ ши па оболочке с помощью «ласточкина хвоста и т. п. заделов «в паз.
3.Печь по пп. 1 и 2, отличающаяся тем, что, с целью охлаждения ходовых частей конвейера, между его верхней (рабочей) и нижней (обратной) ветвями расположен металлический короб, в котором охлаждающий воздух движется в одном направлении с конвейером.
4.Печь по пп. 1, 2 и 3, отличающаяся тем, что одна или несколько топок расположены на своде печи для Подачи продуктов горения в рабочее пространство печи через главный свод сверху и с боков под садку (в газопламенной печи) или в сводовые и стеновые муфельные каналы (в муфельной печи).
47

| название | год | авторы | номер документа |
|---|---|---|---|
| Туннельная печь для обжига глазурованных фарфоровых изделий | 1956 |
|
SU109928A1 |
| КАМЕРНАЯ ТРАНСФОРМИРУЕМАЯ ЭЛЕКТРОПЕЧЬ "ПРЭТТИ" | 1996 |
|
RU2143091C1 |
| Печь для обжига мелкозернистых материалов в кипящем слое | 1958 |
|
SU116890A1 |
| Туннельная печь | 1984 |
|
SU1239495A1 |
| ВАГОНЕТКА ДЛЯ ТУННЕЛЬНОЙ ПЕЧИ | 2009 |
|
RU2403520C1 |
| ШАХТНО-ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА МЕТАЛЛА | 2009 |
|
RU2406953C1 |
| Двухванная отражательная печь с копильником для переплава алюминиевого лома | 2018 |
|
RU2697998C1 |
| МНОГОКАМЕРНАЯ ОБЖИГОВАЯ ПЕЧЬ | 2008 |
|
RU2398165C2 |
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА АЛЮМИНИЕВОГО ЛОМА | 2017 |
|
RU2649481C1 |
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА АЛЮМИНИЕВОГО ЛОМА | 2013 |
|
RU2529348C1 |