1
Изобретение относится к обработке ме таллов давлением и может быть использова - но для упрочнения методом поверхностного пластического деформирования рабочих поверхностей зубьев цилиндрических колес с эвольвентным профилем.
Целью изобретения является расширение технологических возможностей за счет обеспечения возможности упрочнения модифицированных рабочих поверхностей зубьев цилиндрических колес.
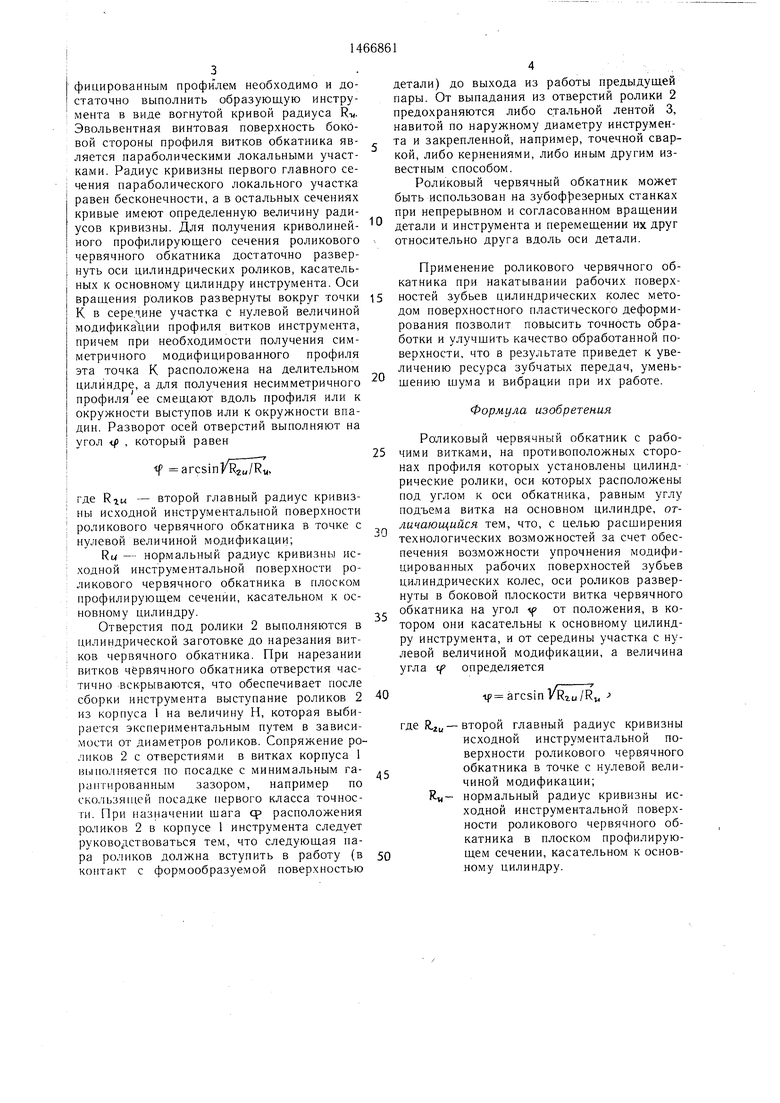
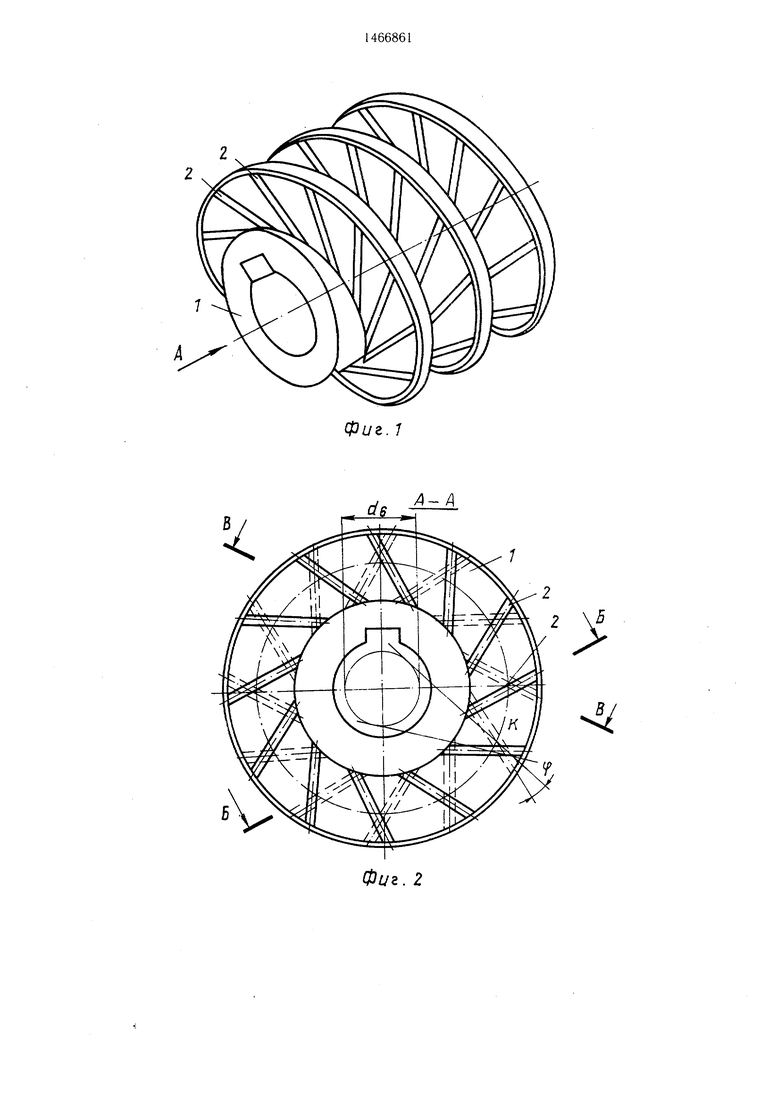
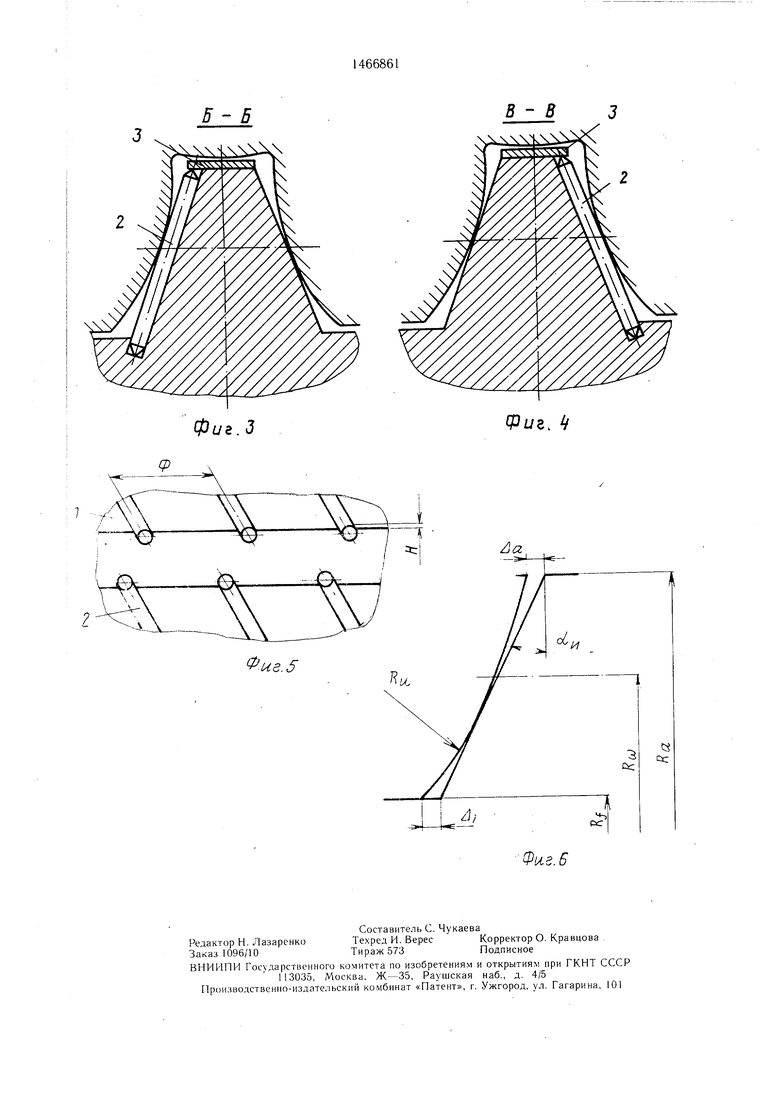
На фиг. 1 показан роликовый червячный обкатник, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 2; на фиг. 4 - сечение на фиг. 2; на фиг. 5 - фрагмент развертки цилиндрического сечения роликового червяч ного обкатника его наружным цилиндром, на фиг. 6 - фрагмент исходной инструментальной поверхности роликового червячного обкатника.
Роликовый червячный обкатник выполнен в виде однозаходного червяка и состоит из корпуса 1 с расположенными на противоположных боковых сторонах профиля его витков цилиндрическими накатными роликами 2 игольчатого типа. Цилиндрические ролики 2 установлены в отверстиях в корпусе 1, причем оси отверстий развернуты в боковой плоскости вспомогательной производящей рейки роликового червячного обкатника. Для профилирования зубьев колес с моди4
О5 05 СХ5 О5
I фицированным профилем необходимо и до- I статочно выполнить образующую инстру- мента в виде вогнутой кривой радиуса R-И. Эвольвентная винтовая поверхность боковой стороны профиля витков обкатника яв- ляется параболическими локальными участками. Радиус кривизны первого главного се- : чения параболического локального участка i равен бесконечности, а в остальных сечениях кривые имеют определенную величину ради 1 и
детали) до выхода из работы предыдущей пары. От выпадания из отверстий ролики 2 предохраняются либо стальной лентой 3, навитой по наружному диаметру инструмента и закрепленной, например, точечной сваркой, либо кернениями, либо иным другим известным способом.
Роликовый червячный обкатник может быть использован на зубофрезерных станках при непрерывном и согласованном вращении детали и инструмента и перемещении их друг
относительно друга вдоль оси детали.
Применение роликового червячного обкатника при накатывании рабочих поверхусов кривизны. Для получения криволинейного профилирующего сечения роликового червячного обкатника достаточно развернуть оси цилиндрических роликов, касательных к основному цилиндру инструмента. Оси вращения роликов развернуты вокруг точки 15 ностей зубьев цилиндрических колес мето- К в середине участка с нулевой величинойдом поверхностного пластического деформимодификаЪ.ии профиля витков инструмента,рования позволит повысить точность обрапричем при необходимости получения сим-ботки и улучшить качество обработанной пометричного модифицированного профиляверхности, что в результате приведет к увеэта точка К расположена на делительном цилиндре, а для получения несимметричного профиля ее смещают вдоль профиля или к окружности выступов или к окружности впадин. Разворот осей отверстий выполняют на угол f , который равен
личению ресурса зубчатых передач, уменьшению щума и вибрации при их работе.
Формула изобретения
f arcsinV JRK,
Роликовый червячный обкатник с рабочими витками, на противоположных сторонах профиля которых установлены цилиндрические ролики, оси которых расположены под углом к оси обкатника, равным углу подъема витка на основном цилиндре, от- .J личающийся тем, что, с целью расщирения технологических возможностей за счет обеспечения возможности упрочнения модифицированных рабочих поверхностей зубьев цилиндрических колес, оси роликов развернуты в боковой плоскости витка червячного обкатника на угол tp от положения, в котором они касательны к основному цилиндру инструмента, и от середины участка с нулевой величиной модификации, а величина угла tf определяется
где RIU - второй главный радиус кривизны исходной инструментальной поверхности роликового червячного обкатника в точке с нулевой величиной модификации;
RU - нормальный радиус кривизны исходной инструментальной поверхности роликового червячного обкатника в плоском профилирующем сечении, касательном к основному цилиндру.
Отверстия под ролики 2 выполняются в цилиндрической заготовке до нарезания витков червячного обкатника. При нарезании витков червячного обкатника отверстия частично вскрываются, что обеспечивает после сборки инструмента выступание роликов 2 из корпуса 1 на величину Н, которая выбирается экспериментальным путем в зависимости от диаметров роликов. Сопряжение роликов 2 с отверстиями в витках корпуса 1 выполняется по посадке с минимальным га- раптированным зазором, например по скользящей посадке первого класса точнос- ги. При наз11ачении шага ф расположения роликов 2 в корпусе 1 инструмента следует руководствоваться тем, что следующая пара роликов должна вступить в работу (в контакт с формообразуемой поверхностью
детали) до выхода из работы предыдущей пары. От выпадания из отверстий ролики 2 предохраняются либо стальной лентой 3, навитой по наружному диаметру инструмента и закрепленной, например, точечной сваркой, либо кернениями, либо иным другим известным способом.
Роликовый червячный обкатник может быть использован на зубофрезерных станках при непрерывном и согласованном вращении детали и инструмента и перемещении их друг
ностей зубьев цилиндрических колес мето- дом поверхностного пластического деформиотносительно друга вдоль оси детали.
Применение роликового червячного обкатника при накатывании рабочих поверхностей зубьев цилиндрических колес мето- дом поверхностного пластического деформиверхности, что в результате приведет к увеличению ресурса зубчатых передач, уменьшению щума и вибрации при их работе.
Формула изобретения
5
0 50
Роликовый червячный обкатник с рабочими витками, на противоположных сторонах профиля которых установлены цилиндрические ролики, оси которых расположены под углом к оси обкатника, равным углу подъема витка на основном цилиндре, от- J личающийся тем, что, с целью расщирения технологических возможностей за счет обеспечения возможности упрочнения модифицированных рабочих поверхностей зубьев цилиндрических колес, оси роликов развернуты в боковой плоскости витка червячного обкатника на угол tp от положения, в котором они касательны к основному цилиндру инструмента, и от середины участка с нулевой величиной модификации, а величина угла tf определяется
if arcsin
е R,iy-второй главный радиус кривизны исходной инструментальной поверхности роликового червячного обкатника в точке с нулевой величиной модификации; Я„- нормальный радиус кривизны исходной инструментальной поверхности роликового червячного обкатника в плоском профилирующем сечении, касательном к основному цилиндру.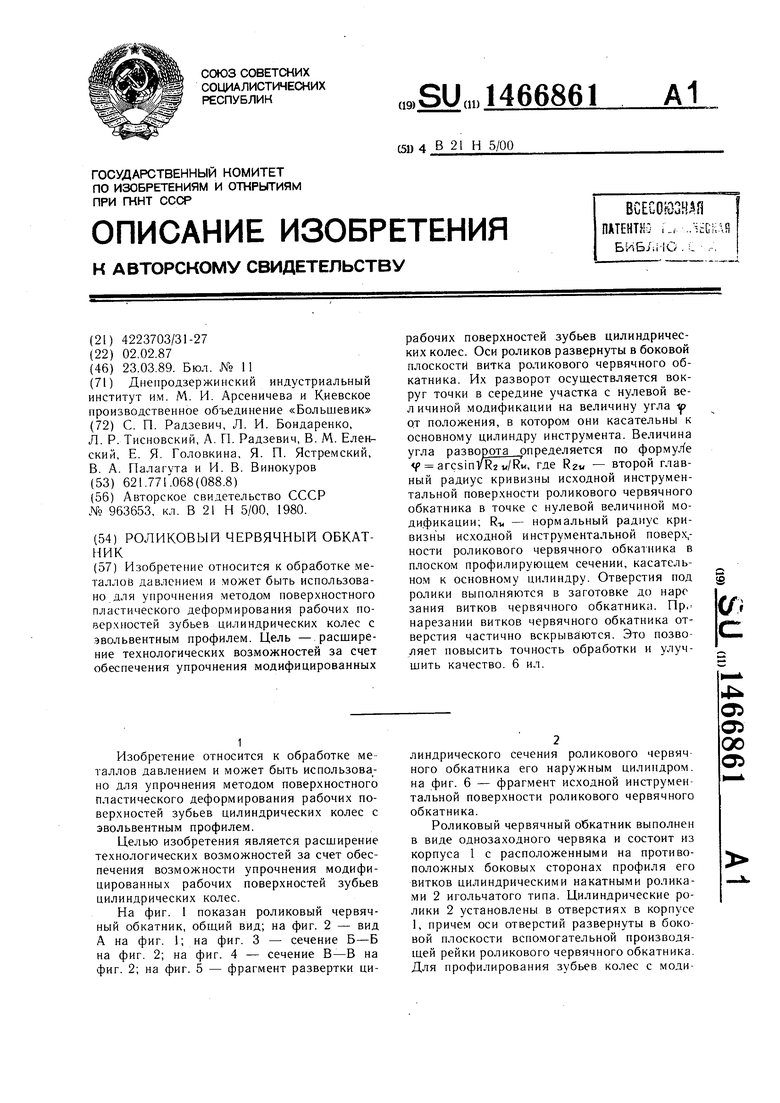
| название | год | авторы | номер документа |
|---|---|---|---|
| Роликовый червячный обкатник | 1980 |
|
SU963653A1 |
| Червячный обкатник | 1979 |
|
SU880589A1 |
| Конический червячный обкатник | 1980 |
|
SU980905A1 |
| Червячный обкатник | 1978 |
|
SU829280A1 |
| Червячный обкатник | 1979 |
|
SU795678A1 |
| Червячный обкатник | 1980 |
|
SU1016004A1 |
| Конический обкатник | 1983 |
|
SU1107943A2 |
| Конический червячный обкатник | 1979 |
|
SU880590A1 |
| Червячный обкатник | 1980 |
|
SU965582A1 |
| Инструмент для обкатки зубьев зубчатых колес | 1989 |
|
SU1754302A1 |
Изобретение относится к обработке металлов давлением и может быть использовано для упрочнения методом поверхностного пластического деформирования рабочих по- верх}1остей зубьев цилиндрических колес с эвольвентным профилем. Цель - расширение технологических возможностей за счет обеспечения упрочнения модифицированных рабочих поверхностей зубьев цилиндрических колес. Оси роликов развернуты в боковой плоскости витка роликового червячного об- катника. Их разворот осуществляется вокруг точки в середине участка с нулевой ве- личиной модификации на величину угла ip от положения, в котором они касательны к основному цилиндру инструмента. Величина угла разворота рпределяется по формуле f arcsinVR2w/R K, где Rzw - второй главный радиус кривизны исходной инструментальной поверхности роликового червячного обкатника в точке с нулевой величиной модификации; R-M - нормальный радиус кри- визн ы исходной инструментальной повер.х,- ности роликового червячного обкатника в плоском профилирующем сечении, касательном к основному цилиндру. Отверстия под ролики выполняются в заготовке до нарс зания витков червячного обкатника. Пр. нарезании витков червячного обкатника отверстия частично вскрываются. Это позволяет повысить точность обработки и улучшить качество. 6 ил. i (Л
Фиг. 7
ds
А /
2 5
Фиг. 2
Б - Б
Фиг.З
-us.S
В - В
Фиг.
| Роликовый червячный обкатник | 1980 |
|
SU963653A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
