Изобретение относится к механической обработке металлов, а именно к устройствам для обработки поверхности зубьев поверхностнымпластическимдеформированием.
Известен инструмент для обкатки зубчатых колес, содержащий корпус, выполненный в виде цилиндра с установленными на нем по винтовой линии накатными роликами, имеющими возможность вращения вокруг своих осей.
Недостатком этого инструмента является то, что при обработке зубьев нельзя создать постоянное усилие обкатки, что ведет к уменьшению точности обработки.
Наиболее близким к предлагаемому является инструмент для обкатки зубчатых колес, содержащий два подпружиненных в направлении один к другому цилиндриче- ских корпуса с установленными на конических витках каждого из них с возможностью вращения накатными элементами цилиндрической формы, оси которых перпендикулярны образующей конической поверхности витков, а витки двух корпусов обращены один к другому поверхностями большего диаметра.
Недостатком этого инструмента является его низкая точность. Это вызвано тем, что прямолинейные образующие накатных роликов не совпадают с прямолинейными, образующими эвольвентных винтовых поверхностей боковых сторон профиля витков исходной инструментальной поверхности инструмента дМя обкатки зубчатых колес.
Цель1 изобретения - повышение точности инструмента дли обкатки зубьев зубчатых колес.
Поставленная цель достигается тем, что инструмент для обкатки зубьев зубчатых колес содержит два подпружиненных в направлении один к другому цилиндрических корпуса с установленными на конических витках каждого из нйх с возможно стью вращения накатными элементами цилиндричеСО
с
VI ел
Сл) О
ю
ской формы, оси которых перпендикулярны образующей конической поверхности витков, а витки двух корпусов обращены один к другому поверхностями большего диаметра, причем оси вращения цилиндрических роликов смещены относительно оси вращения инструмента на величину радиуса его основного цилиндра и установлены касательно к основным линиям подъема витков инструмента.
Существенные отличительные признаки инструмента для обкатки зубьев зубчатых колес предлагаемой конструкции следующие:
оси вращения цилиндрических роликов смещены относительно оси вращения инструмента;
величина смещения роликов установлена равной радиусу его основного цилиндра;
оси вращения роликов установлены касательно к основным линиям подъема витков инструмента.
Перечисленная совокупность существенных отличительных признаков инструмента для обкатки зубьев зубчатых колес позволяет увеличить точность обработки за счет того, что накатные элементы, имея прямолинейную образующую, при вращении инструмента точно воспроизводят боковую поверхность витков исходной инструментальной поверхности инструмента для обкатки зубьев зубчатых колес, а точная исходная инструментальная поверхность гарантированно обеспечивает геометрически точное формообразование эвольвент- ных профилей зубьев детали.
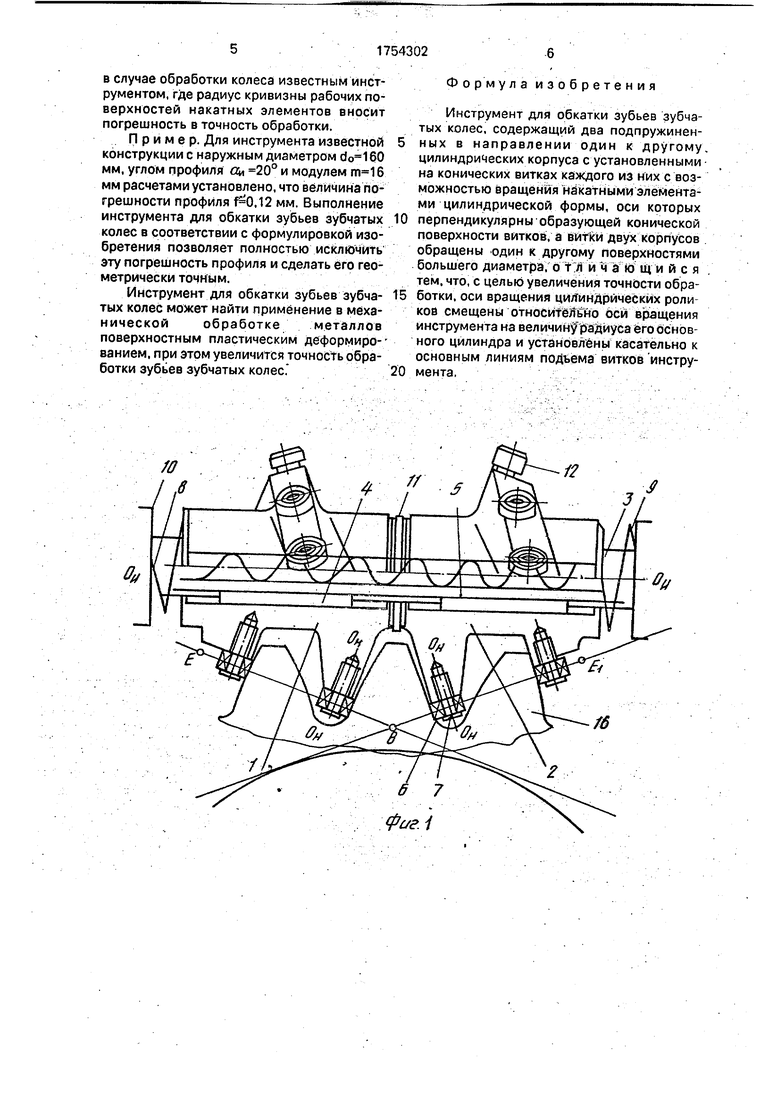
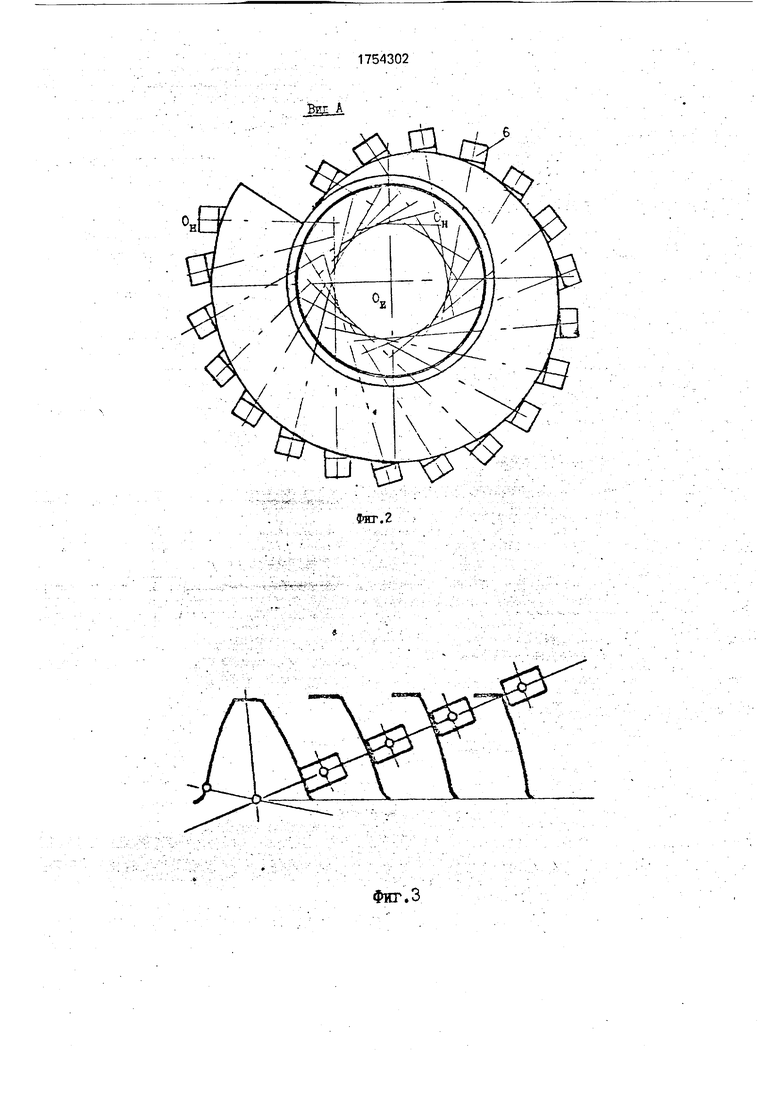
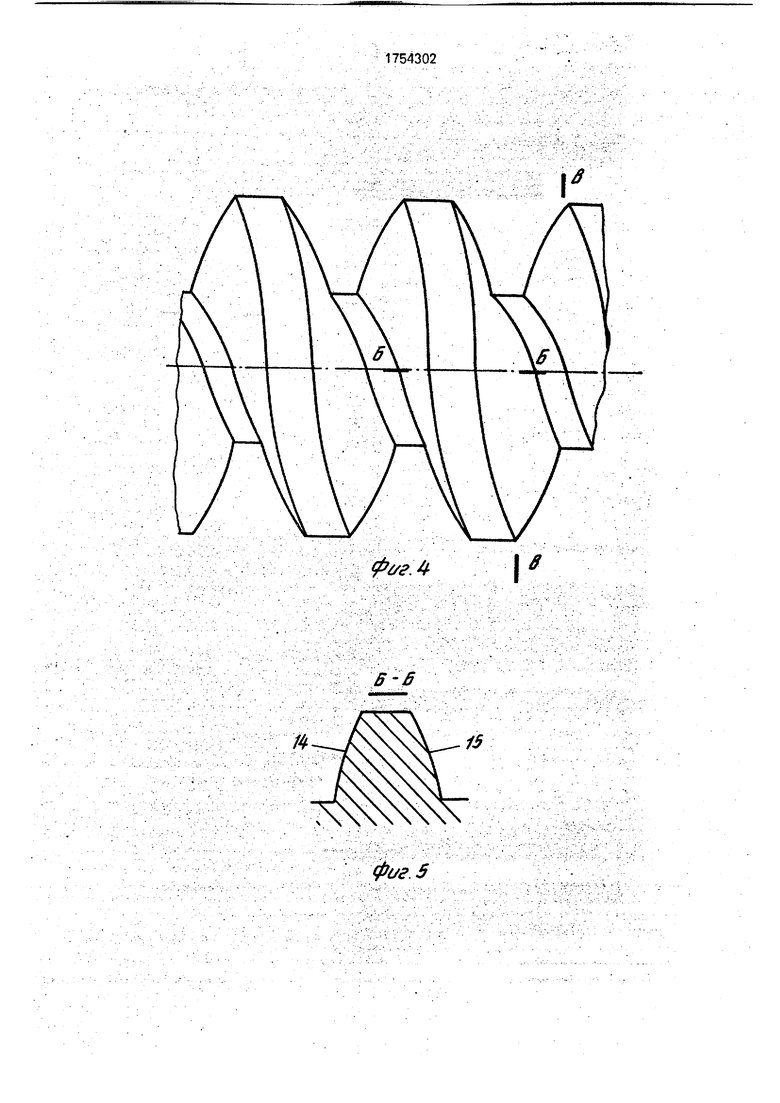
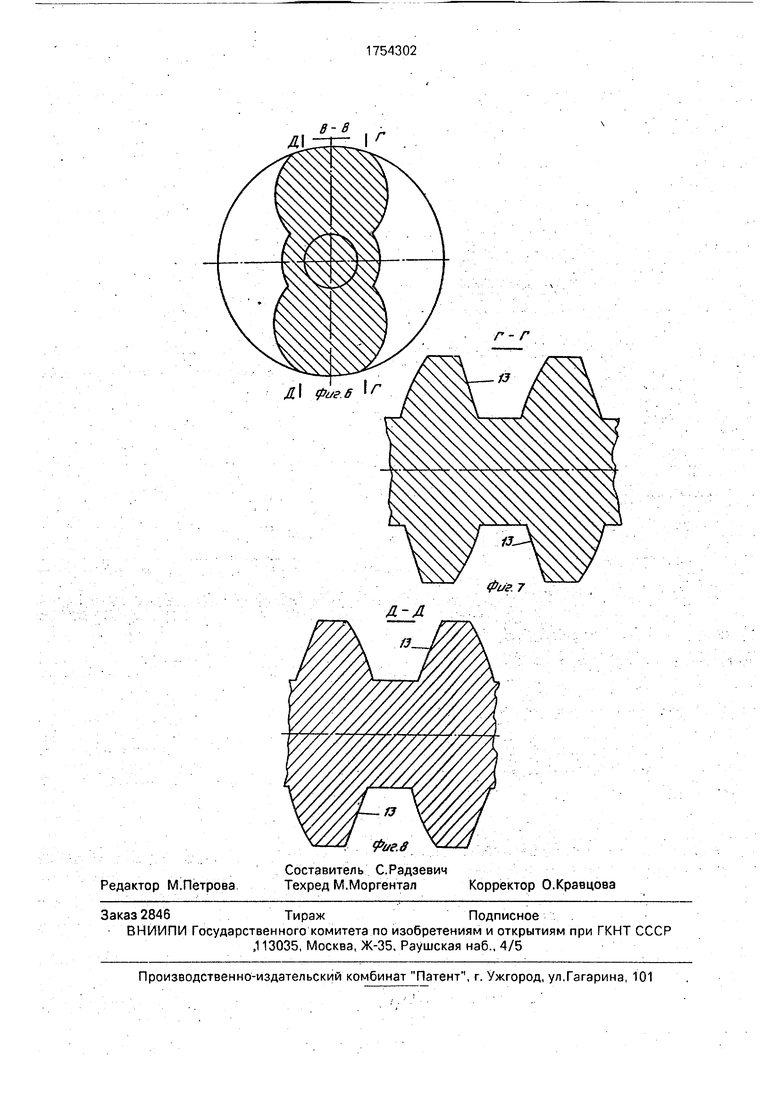
На фиг. 1 показан инструмент для обкатки зубьев зубчатых колес, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - схема последовательной обработки боковой поверхности зуба предлагаемым инструментом; на фиг. 4 - исходная инструментальная поверхность инструмента для обкатки зубьев зубчатых колес; на фиг. 5 - сечение Б-Б на фиг. 4; на фиг. 6 - сечение В-В на фиг. 4; на фиг. 7 - сечение Г-Г на фиг. 6; на фиг. 8 - сечение Д-Д на фиг. 6.
Инструмент для обкатки зубьев зубчатых колес содержит два подпружиненных в направлении один к другому цилиндрических корпуса 1 и 2, установленных в оправке 3 с возможностью возвратно-поступательного перемещения вдоль шпонок 4 и 5. Накатные элементы 6, оси вращения которых смещены относительно оси вращения инструмента, закреплены на конических витках винтами 7. На оправке 3 установлены силовые пружины 8 и 9 и нажимной диск 10. Необходимое расстояние
между корпусами 1 и 2 обеспечивается прокладкой 11.
Оси вращения 0Н-0Н накатных роликов смещены относительно оси вращения Ои
Ои инструмента на величину гь радиуса его основного цилиндра и расположены касательно к основным линиям подъема витков инструмента. Этим достигается совмещение прямолинейных образующих 12 роликов 6 с прямолинейными образующими 13 эвольвентных винтовых поверхностей боковых сторон профиля витков исходной инструментальной поверхности инструмента для обкатки зубьев зубчатых колес. Такое
выполнение инструмента делает его геометрически точным, за счет чего увеличивается точность обработки зубьев зубчатого колеса. Как видно на фиг. 4 исходная инструментальная поверхность инструмента для
обкатки зубьев зубчатых колес (эвольвент- ный червяк) имеет криволинейный профиль 14 и 15 (фиг. 5), с которым не совпадают прямолинейные образующие 12 накатных элементов 6. В плоских сечениях (фиг. 7 и 8),
расположенных с диаметрально противоположных сторон основного цилиндра инструмента, правая (фиг. 7) и левая (фиг. 8) боковые стороны профиля витков исходной инструментальной поверхности инструмента прямолинейны. Поэтому с ними могут быть совмещены прямолинейные образующие 12 накатных элементов 6. Совмещая оси накатных роликов на величину ть и устанавливая их касательно к Основным линиям подъема витков инструмента, тем самым совмещают две прямолинейные образующие и добиваются наиболее точной обработки зубьев зубчатых колес.
Обработка зубчатого колеса 16 производится следующим образом.
Перед обработкой поджимают пружины 8 и 9, обеспечивающие необходимое усилие накатывания. При этом корпуса 1 и 2 плотно прижаты к прокладке 11. Инструмент вводят
в зацепление с колесом 16. Пружины 8 и 9 сжимаются и между прокладкой и корпусами появляется зазор, необходимый для возвратно-поступательного перемещения корпусов 1 и 2 по шпонкам 4 и 5.
В процессе накатки (фиг. 1 и 3) накатные элементы 6 последовательно один за другим контактируют с боковыми поверхностями зубьев колеса 16 по линиям зацепления BE и BE, обеспечивая полную обработку
эвольвентного профиля с каждой стороны зуба. Так как рабочая поверхность накатных элементов 6 имеет прямолинейную образующую, то накатанная поверхность более однородна по качественным показателям, чем
в случае обработки колеса известным инструментом, где радиус кривизны рабочих поверхностей накатных элементов вносит погрешность в точность обработки.
Пример. Для инструмента известной конструкции с наружным диаметром мм, углом профиля Он 20° и модулем мм расчетами установлено, что величина погрешности профиля .12 мм. Выполнение инструмента для обкатки зубьев зубчатых колес в соответствии с формулировкой изобретения позволяет полностью исключить эту погрешность профиля и сделать его геометрически точным.
Инструмент для обкатки зубьев зубча- тых колес может найти применение в механической обработке металлов поверхностным пластическим деформированием, при этом увеличится точность обработки зубьев зубчатых колес.
Формула изобретения
Инструмент для обкатки зубьев зубчатых колес, содержащий два подпружиненных в направлении один к другому, цилиндрических корпуса с установленными на конических витках каждого из них с возможностью вращения накатными элементами цилиндрической формы, оси которых перпендикулярны образующей конической поверхности витков, а витки двух корпусов обращены один к другому поверхностями большего диаметра, отличающийся тем, что, с целью увеличения точности обработки, оси вращения цилиндрических роли ков смещены относительно оси вращения инструмента на величин радиуса его основного цилиндра и установлены касательно к основным линиям подъема витков инструмента,
| название | год | авторы | номер документа |
|---|---|---|---|
| Конический обкатник | 1983 |
|
SU1107943A2 |
| Роликовый червячный обкатник | 1980 |
|
SU963653A1 |
| Конический обкатник | 1983 |
|
SU1094659A2 |
| Роликовый червячный обкатник | 1987 |
|
SU1466861A1 |
| Конический обкатник | 1978 |
|
SU846024A1 |
| Способ изготовления зубчатых колес с профильной модификацией зубьев | 1989 |
|
SU1683913A1 |
| Червячный обкатник | 1980 |
|
SU1016004A1 |
| Косозубый долбяк | 1980 |
|
SU956187A1 |
| Червячный инструмент | 1982 |
|
SU1028451A1 |
| Червячная фреза | 1981 |
|
SU990445A1 |
Изобретение относится к механической обработке металлов, а именно к устройствам для обработки поверхности зубьев поверхностнымпластическим деформированием. Цель изобретения - повышение точности обработки. Оси вращения цилиндрических роликов смещены относительно оси вращения инструмента На величину радиуса его основного цилиндра и установлены касательно к основным линиям подъема витков инструмента. 8 ил.
О
и
12
I
О,.
f/
фс/ei
JsU
Фиг.З
five. 4|
в
фиг 5
фиг. 7
Фие.8
| Инструмент для обкатки зубьев зуб-чАТыХ КОлЕС | 1979 |
|
SU814537A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
