(54) РОЛИКОВЫЙ ЧЕРВЯЧНЫЙ ОВКАТНИК

| название | год | авторы | номер документа |
|---|---|---|---|
| Роликовый червячный обкатник | 1987 |
|
SU1466861A1 |
| Червячный обкатник | 1980 |
|
SU1016004A1 |
| Червячный обкатник | 1978 |
|
SU829280A1 |
| Конический обкатник | 1983 |
|
SU1094659A2 |
| Конический червячный обкатник | 1979 |
|
SU880590A1 |
| Способ восстановления червячного обкатника | 1980 |
|
SU956114A1 |
| Конический обкатник | 1983 |
|
SU1107943A2 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Червячный обкатник | 1979 |
|
SU880589A1 |
| СБОРНЫЙ ГИПЕРБОЛОИДНЫЙ ЧЕРВЯЧНЫЙ ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ, СМЕННЫЕ ПОВОРОТНЫЕ НЕПЕРЕТАЧИВАЕМЫЕ РЕЖУЩИЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ И СПОСОБ ИХ ЭКСПЛУАТАЦИИ | 2014 |
|
RU2634565C2 |


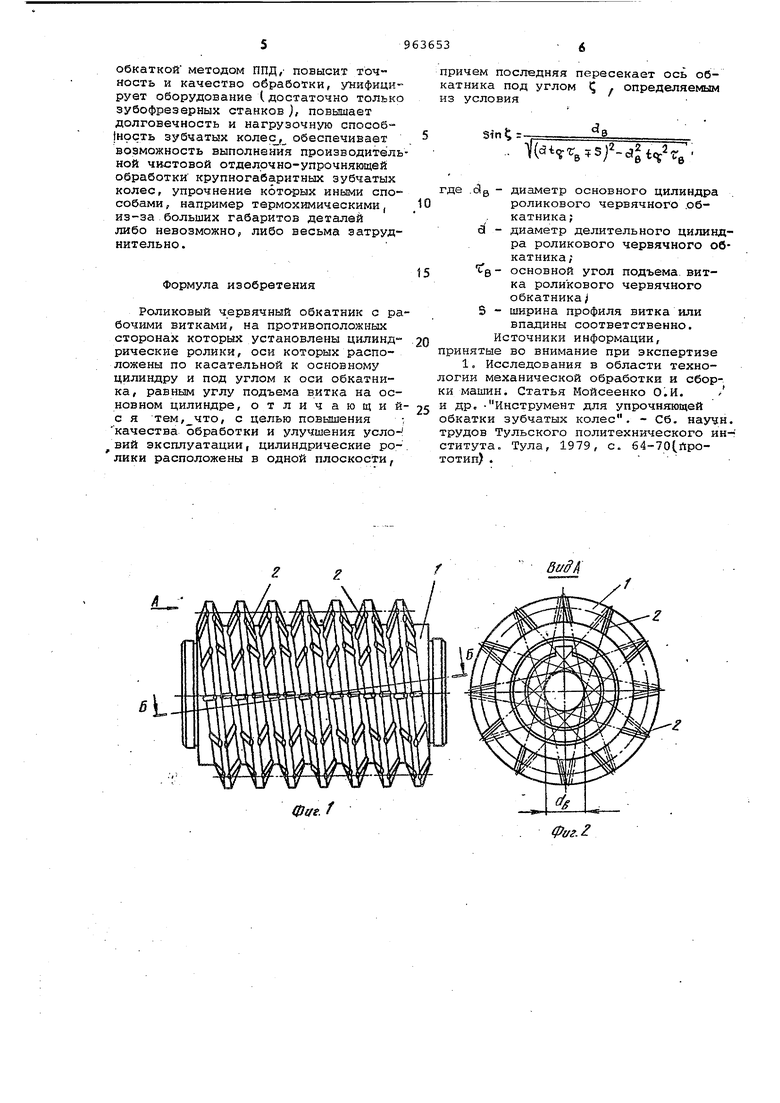
Изобретение относится к обработке металлов давлением и быть использовано для чистовой отделочноупрочнянлдей обработки методом поверхностного пластического деформирования ППД) цилиндрических зубчатых колес с эвольвентным профилем зубьев прайму щественно среднего и крупного модуля. Известен роликовый червячный обкат ник, выполненный в виде червяка, на противоположных сторонах витков которого установлены цилиндрические ролики, оси которых расположены по касательной к основному цилиндру и под углом к оси обкатника, равным углу . подъема витка на основном цилиндре l Недостатком известного инструмента является низкое качество упрочнения и неблагоприятные условия эксплуа тации. Это вызвано тем, что в,щ)оцёс се обработки с зубьями обрабатываё- . мого зубчатого колеса контактируют поочередно цилиндрические ролики, расположенные на одноименных сторонах профиля витков. Из-за этого возникают неуравновешенные усилия, действующие в осевом направлении инструмента, что приводит к повышенным вибрациям инструмента, станка и заготовки. Целью изобретения является повышение качества обработки и улучшение условий эксплуатации инструмента и станка. Цель достигается тем, что цилиндрические ролики расположены в одной; плоскости, причем последняя пересекает ось обкатника под углом 1 г определяемым из условия K(dt,5rgTS) где dg - диаметр основного цилиндра роликового червячного обкат ника; d - диаметр делительного цилиндра роликового червячного обкатника; JTg - основной угол подъема витка роликового червячного обкатника;S- ширина профиля витка или впадины соответственно. .На фиг.1 показан роликовый червячный обкатник с расположением цилиндрических роликов по витку корпуса/ на фиг . 2 - вид А на фиг. 1; на фиг. 3 фрагмент сечения Б-В на фиг.1 (уве.лнч-еао); на фиг. 4 - фрагмент разве ки дилиндри-ческого сечения роликовог червячного обкатника его наружным ци янндром; на фиг.5 - роликовый червяч,ный обкатннк с расположением роликов по впадине корпуса; на фиг.6 - вид В на фиг.5; на фиг.7 - фрагмент сечения Г-Т на фиг.5 (увеличено) ; на фиг.8 - вариант предохранения роликов от выпадания из корпуса инструмента кернением.
Роликовый червячный обкатник состоит из корпуса 1 и смонтированных в нем накатных цилиндрических роликов 2 игольчатого типа. Допускается использование роликов от выработав- ших свой ресурс игольчатых подшипников . Ролики 2 могут быть внполнены из твердого сплава. Сопряжение ро ликов 2 с отверстиями в витках корпуса 1 выполняется по посадке с минимальным гарантированным зазором, например по.скользящей посадке первого класса точности. Шероховатость поверхностей роликов должна быть равной R(- 0,020-0,080 мкм, что соответствует 11-12 классам шероховатоети по ГОСТ 2789-73. Ролики 2 уставовлены в корпусе 1 так, что оси их вращения касаются основного цилиндра инструмента (фиг.2 и б) и перекрещиваются с осью роликового червячного обкат ни ,. йод углом, равным основ цр углу подъема витка исходного эвольвент ного червяка роликового червячного С обкатника. Это обеспечивает возможность применения роликов цилиндрической формы. Отверстия под ролики выполняются, например, на координатно-расточном станке в цилиндрической заготовке до нарезания витков.. При нарезании витков отверстия частично вскрываются, что и обеспечивает после сборки инструмента выступание роликов 2 из корпуса 1 на величину Н (.фиг.4). При назначении шага Т расположения роликов 2 в / корпусе 1 инструмента следует руководствоваться тем, что следующая пара роликов должна вступить в работу (в контакт с заготовкой Jдо выхода из работы пред1адущей пары. Это Уч- т:овие легко выполняетс т,если пом-. нить, что одновременно встаночнОМ зацепле1-Ши находится не менее двух витков инструмента. От выпадания из корпуса 1 ролики 2 предохраняются либо стальной лентой 3, навитой по наружному диаметру инструмента и закрепленной, например, точечной сваркой, либо кернениями 4 (фиг.8), либо иным способом.
Для того, чтобы оси вращения роликов -к5.сались основного цилиндра, перекрещивались с его осью под основным угломСц подъема витка и вмес1те с тем находились попарно в. одной плоскости, периодически совпадающей
при вращении инструмента с плоскостью профилирования, угол установки роликового червячного обкатника пред-, лагаемой конструкции должен удовлетворять следующим полученным нами условиям.
Для рсмшкового червячного обкатника с расположением роликов по витку .
ДФИГ.1)
Sin .
в
()а-4ч2 е
Для роликового червячного обкатника с расположением роликов по впадине СФИГ.5)
а в
w
В
где 3 - диаметр делительного цилиндра роликового червячногообкатника ;
S - толщина витка исходного эвольвентного червяка роликового червячного обкатника на диаметре (3 в профилирующем сечении (сечении В-Б на фиг, 1) Н - ширина впадины исходного
эвольвёнтного червяка роликового червячного обкатника на диаметре (3 в профилирующем сечении (сечении Г-Т на . . фиг. 5 К . . ,
Такое выполнение роликового червячного обкатника позволяет осуществить силовое замыкание системы СПИД, исключить вредное влияние недостаточной ее жесткости и наличия люфтов на качество обработки и уменьшить вибрации при. использовании- инструмента. Последнее улучшает условия работы оборудования и способствует продлению срока его службы.
РОЛИКОВЫЙ червячный обкатник предназначен для использования на зубофрезерных станках при непрерывном и согласованном вращении детали и инструмента и перемещении их друг относительно друга вдоль оси детали. Величина радиальной подачи на проход устанавливается экспериментально. При упрочнении цeлecooбpaзнc обильное охлаждение зоны обработки машинным маслом.
Роликовый червячный обкатник позволяет устранить недостатки прототипа и сохранить его преимущество, а именног малый диаметр роликов инструмента позволяет при меньших усилиях обкатки получить большие удельные давления в зоне упрочнения, что обеспечивает большую глубину и степень наклепа, следовательно улучшает качество обработки.
Применение роликового червячного обкатника позволит заменить процесс шевингования процессом упрочнения обкаткой методом ППД,- повысит точность и качество обработки, уъгифицирует оборудование (достаточно только зубофрезерных станков ), повышает долговечность и нагрузочную способtHOCTb зубчатых колес, обеспечивает возможность выполнения производитель ной чистовой отделрчно-упрочняющей обработки крупногабаритных зубчатых колес, упрочнение которых иными способами, например термохимическими, из-за больших габаритов деталей либо невозможно, либо весьма затруднительно. Формула изобретения Роликовый червячный обкатник с ра бочими витками, на противоположных сторонах которых установлены цилиндрические ролики, оси которых расположены по касательной к основному цилиндру и под углом к оси обкатника, равным углу подъема витка на основном цилиндре, отличающий с я -тем, что, с целью повышения качества обработки и улучшения услоЧ ВИЙ эксплуатации, цилиндрические ролики расположены в одной плоскости, Фае. / ричем последняя пересекает ось обатника под углом tj определяемым з условия 1(«4.sf.2,2 де .(3ц - диаметр основного цилиндра . роликового червячного .обкатника;d - диаметр делительного цилиндра роликового червячного обкатника;tTg - основной угол подъема, витка роликового червячного обкатника S - ширина профиля витка или впадины соответственно. Источники информации, ринятые во внимание при экспертизе 1. Исследования в области техноогии механической обработки и сборки машин. Статья Мойсеенко О.И. и др. - Инструмент для упрочняющей обкатки зубчатых колес. - Сб. научн. трудов Тульского политехнического института. Тула, 1979, с. 64-70{.rtpoтотип) . Фаг.1
0t/g.J фуг. 5
.ff Bvdd
фаг. 8
