(54) ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛОСТЕЙ В ЗАГОТОВКАХ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАТЕРИАЛОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для изготовления полостей в заготовках из труднодеформируемых материалов | 1976 |
|
SU612747A1 |
| Штамп для выдавливания полостей в заготовках из труднодеформируемых материалов | 1987 |
|
SU1466867A1 |
| Штамп для изготовления изделий из труднодеформируемых материалов | 1980 |
|
SU1016014A1 |
| Штамп для изготовления изделий из труднодеформируемых материалов | 1983 |
|
SU1094661A1 |
| Штамп для изготовления изделий изТРудНОдЕфОРМиРуЕМыХ МАТЕРиАлОВ | 1979 |
|
SU818713A1 |
| Штамп для изготовления изделий из труднодеформируемых материалов | 1978 |
|
SU679296A1 |
| Штамп для гидростатического выдавливания | 1984 |
|
SU1248720A1 |
| Устройство для штамповки изделий из труднодеформируемых материалов | 1989 |
|
SU1703234A1 |
| Штамп для изготовления изделий из труднодеформируемого материала | 1975 |
|
SU549221A1 |
| Штамп для выдавливания | 1978 |
|
SU686807A1 |
1
Изобретение относится к обработке металлов давлением, а именно к конструкциям штампов для обработки заготовок из труднодеформируемых материалов.
По основному авт..св. N° 612747 известен штамп для изготовления полостей в заготовках из труднодеформируемых материалов, содержащий контейнер и плунжер сжатия, образуюш,ие камеру высокого давления, приемник металла, уплотнения, плавающий рабочий плунжер, в корпусе которого вьь полнены каналы, сообщающие его полость с камерой высокого давления, и подкладное кольцо для Быпрессовки инструмента из полости затотовки, при этом деформирующий инструмент размещен в полости плавающего плунжера и жестко связан сним 1.
Недостаток известного устройства состоит в том, что существуют силы трения .между боковыми поверхностями плавающего плунжера и контейнера в процессе пластической деформации, когда стенки плавающего плунжера под давлением жидкости и при вдавливании инструмента в заготовку упруго деформируются, кроме того.
на преодоление сил трения затрачиваются дополнительнь1е усилия. Все это снижает долговечность штампа.
Цель изобретения - повыщенне .долговечности штампа.
Поставленная цель достигается за счет того, что в штампе для изготовления полостей в заготовках из труднодеформируемого материала на наружной боковой поверхности плавающего плунжера выполнена кольцевая проточка, образующая с внутренней поверхностью контейнера полость, при этом в плавающем плунжере выполнены каналы, сообщающие эту полость с камерой высокого давления.
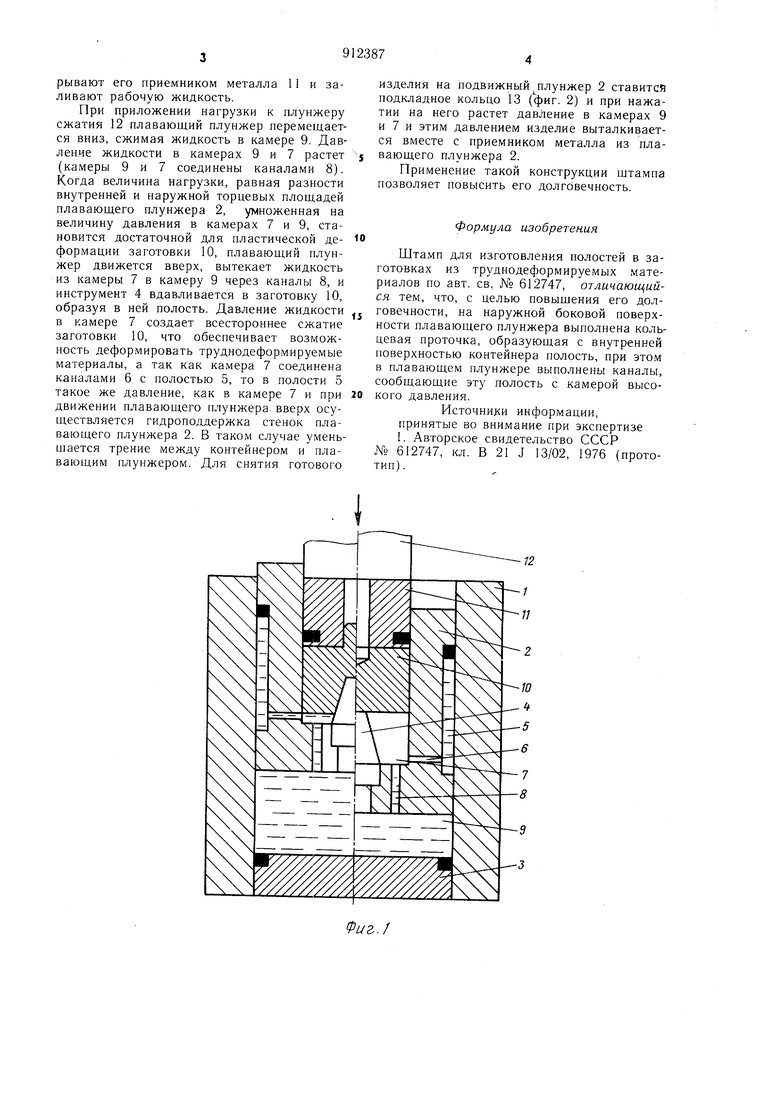
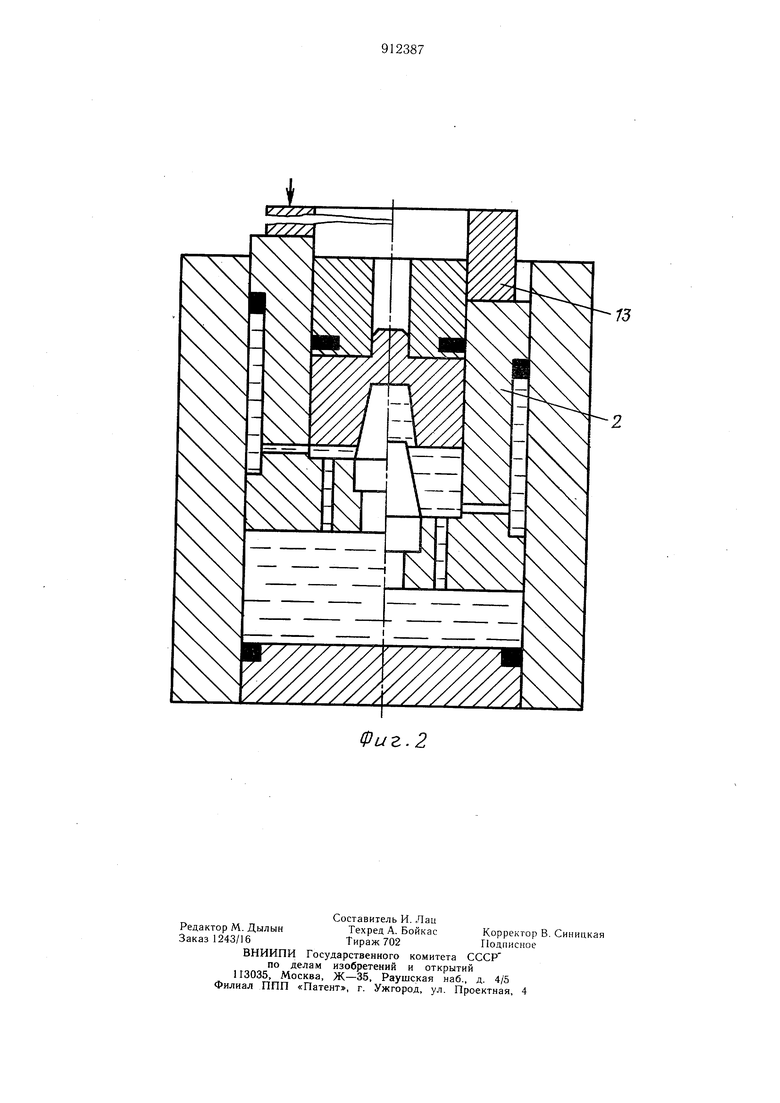
На фиг. 1 изображен штамп, общий вид; 15 на фиг. 2 - штамп с подкладны.м кольцом.
В контейнер 1 вставлен плавающий плунжер 2 и запрессована заглушка 3. В гнездо плавающего плунжера 2 установлен и жестко закреплен с ним деформирующий 20 инструмент 4. Контейнер 1 и плавающий плунжер 2 образуют полость 5, которая каналами 6 соединена с камерой 7, а последняя - каналами 8 с камерой 9. В плавающий илунжер вставляют заготовку 10, закрывают его приемником металла 11 и заливают рабочую жидкость. При приложении нагрузки к плунжеру сжатия 12 плавающий плунжер перемещается вниз, сжимая жидкость в камере 9. Давление жидкости в камерах 9 и 7 растет (камеры 9 и 7 соединены каналами 8). Когда величина нагрузки, равная разности внутренней и наружной торцевых площадей плавающего плунжера 2, умноженная на величину давления в камерах 7 и 9, становится достаточной для пластической деформации заготовки 10, плавающий плунжер движется вверх, вытекает жидкость из камеры 7 в камеру 9 через каналы 8, и инструмент 4 вдавливается в заготовку 10, образуя в ней полость. Давление жидкости в камере 7 создает всестороннее сжатие заготовки 10, что обеспечивает возможность деформировать труднодеформируемые материалы, а так как камера 7 соединена каналами 6 с полостью 5, то в полости 5 такое же давление, как в камере 7 и при движении плавающего плунжера вверх осуществляется гидроподдержка стенок плавающего плунжера 2. В таком случае уменьшается трение между контейнером и плавающим плунжером. Для снятия готового изделия на подвижный .плунжер 2 ставится подкладное кольцо 13 (фиг. 2) и при нажатии на него растет давление в камерах 9 и 7 и этим давлением изделие выталкивается вместе с приемником металла из плавающего плунжера 2. Применение такой конструкции щтампа позволяет повысить его долговечность. Формула изобретения Штамп для изготовления полостей в заготовках из труднодеформируемых материалов по авт. св. № 612747, отличающийся тем, что, с целью повыщения его долговечности, на наружной боковой поверхности плавающего плунжера выполнена кольцевая проточка, образующая с внутренней поверхностью контейнера полость, при этом в плавающем плунжере выполнены каналы, сообщающие эту полость с камерой высокого давления. Источники информации, принятые во внимание при экспертизе I. Авторское свидетельство СССР № 612747, кл. В 21 J 13/02, 1976 (прототип) .
Фиг.2
