Изобретение относится к металлообработке и может быть использовано при накатывании одновременно цилиндрических и
конических поверхностей,
Известны раскатки для обработки конусных отверстий, которые содержат конические деформирующие ролики, взаимодействующие с конусным опорным элементом. В случае обработки такой раскаткой заготовок с неперпендикулярным (косым) торцом режущие элементы, выполненные на хвостовиках деформирующих элементов, подрезая торец, обеспечивают его перпендикулярность относительно оси обрабатываемой конической поверхности (например, фаски). Однако концентричность такой фаски относительно отверстия инструментом не обеспечивается.
Известна раскатка для обработки конических отверстий, содержащая цилиндрические деформирующие ролики, размещенные в сепараторе и взаимодействующие с конусным опорным элементом. Количество деформирующих роликов в такой раскатке определяется ее размерными
параметрами и минимально равно трем Указанный инструмент обеспечивает упрочняющую обработку конических отверстий. Однако при необходимости обработки коротких предварительно несформированных конусных поверхностей, например в случае зацентровки просверленного отверстия и при наличии неперпендикулярности оси этого отверстия его торцу (так называемого косого торца), образуемая известным инструментом фаска получается эксцентричной относительно отверстия, Кроме того, при работе известного инструмента на цилиндрической поверхности отверстия заготовки вблизи фаски образуется заусенец (наплыв металла), который впоследствии необходимо убирать. Все это снижает качество обработки конусных отверстий известным инструментом.
Цель изобретения - повышение качества обработки за счет исключения образова ния заусенцев и обеспечения концентричности конической и цилиндрической поверхностей и расширение технологических возможностей за счет дополнительной обработки цилиндрической поверхности детали.
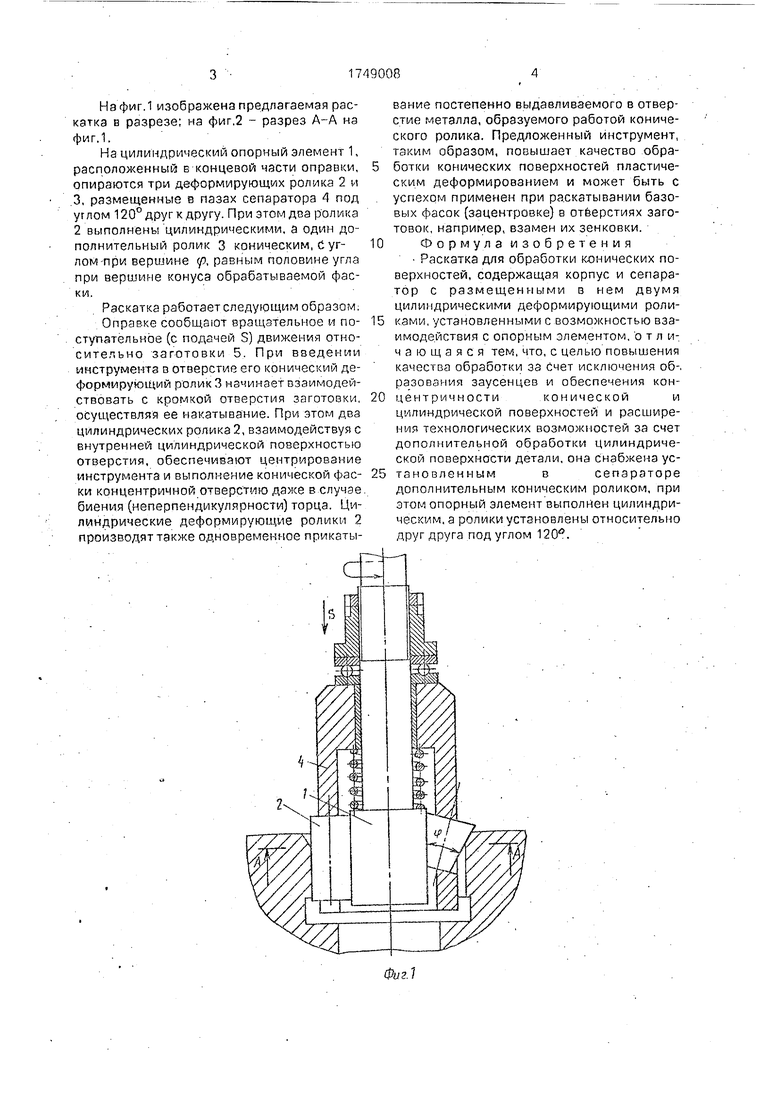
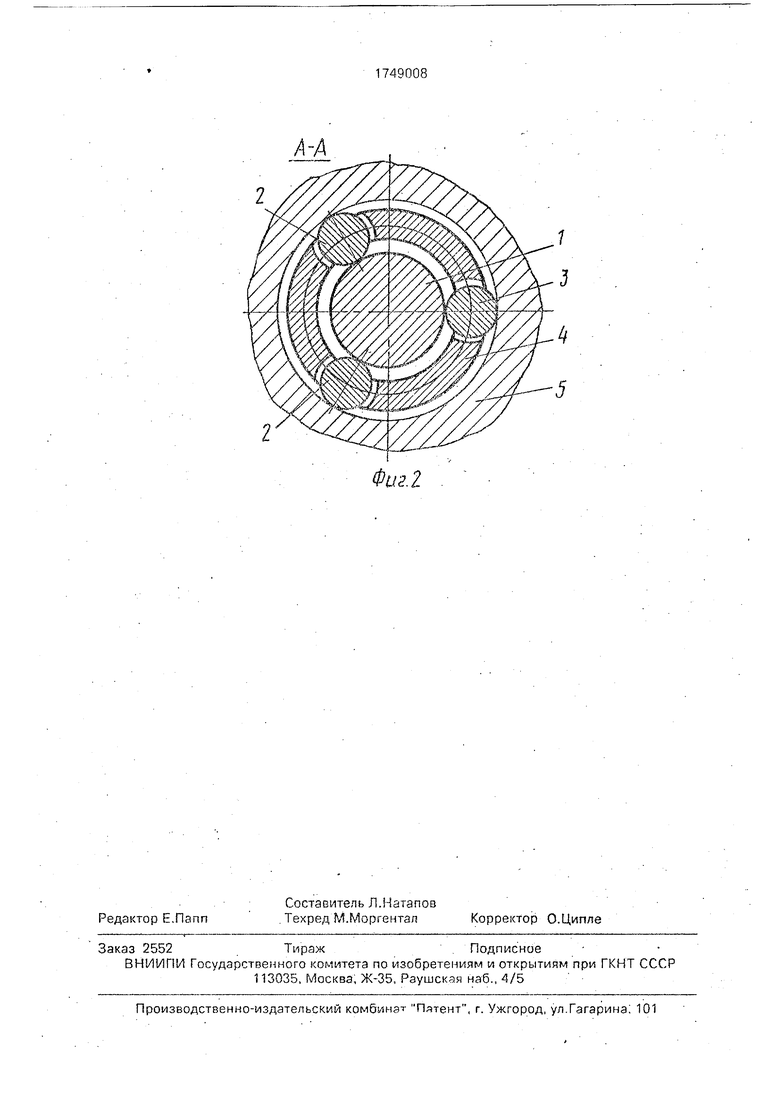
На фиг. 1 изображена предлагаемая раскатка в разрезе; на фиг.2 - разрез А-А на фиг.1.
На цилиндрический опорный элемент 1, расположенный в концевой части оправки, опираются три деформирующих ролика 2 и 3, размещенные в пазах сепаратора А под углом 120° друг к другу. При этом два ролика 2 выполнены цилиндрическими, а один дополнительный ролик 3 коническим, С уг- лом при вершине /о, равным половине угла при вершине конуса обрабатываемой фаски.
Раскатка работает следующим образом.
Опраркс сообщают вращательное и по- ступательное (с подгчей S) движения относительно заготовки 5 При введении инструмента в отверстие его конический деформирующий ролик 3 начинает взаимодействовать с кромкой отверстия заготовки, осуществляя ее накатывание. При этом два цилиндрических ролика 2, взаимодействуя с внутренней цилиндрической поверхностью отверстия, обеспечивают центрирование инструмента и выполнение конической фас- ки концентричной отверстию даже в случае биения (неперпендикулярности) торца. Цилиндрические деформирующие ролики 2 производят также одновременное прикатывание постепенно выдавливаемого в отверстие металла, образуемого работой конического ролика. Предложенный инструмент, таким образом, повышает качество обработки конических поверхностей пластическим деформированием и может быть с успехом применен при раскатывании базовых фасок (зацентровке) в отверстиях заготовок, например, взамен их зенковки. Формула изобретения Раскатка для обработки конических поверхностей, содержащая корпус и сепаратор с размещенными в нем двумя цилиндрическими деформирующими роликами, установленными с возможностью взаимодействия с опорным элементом, отличающаяся тем, что, с целью повышения качества обработки за счет исключения об- ра зовзния заусенцев и обеспечения концентричностиконическойицилиндрической поверхностей и расширения технологических возможностей за счет дополнительной обработки цилиндрической поверхности детали, она снабжена ус- тачовленным в сепараторе дополнительным коническим роликом, при этом опорный элемент выполнен цилиндрическим, а ролики установлены относительно друг друга под углом 120.
| название | год | авторы | номер документа |
|---|---|---|---|
| Раскатка для упрочняюще-чистовой обработки поверхностей | 1977 |
|
SU712237A1 |
| Роликовая накатка | 1990 |
|
SU1754425A1 |
| Торцевая накатка | 1990 |
|
SU1752528A1 |
| Раскатка | 1978 |
|
SU856774A1 |
| Инструмент для обработки цилиндрических отверстий поверхностным пластическим деформированием | 1978 |
|
SU768615A1 |
| Роликовая накатка | 1990 |
|
SU1733221A2 |
| Роликовая раскатка | 1986 |
|
SU1625669A2 |
| Устройство для отделочно-упрочняющей обработки | 1990 |
|
SU1764970A1 |
| Раскатка для упрочняюще-чистовой обработки поверхностей | 1986 |
|
SU1339009A2 |
| СПОСОБ РАСКАТКИ ОТВЕРСТИЙ С ПЛАНЕТАРНЫМ ОСЦИЛЛИРУЮЩИМ ДВИЖЕНИЕМ | 2010 |
|
RU2440230C2 |
Использование: обработка металлов давлением, в частности упрочняющая обработка конических поверхностей пластическим деформированием. Сущность изобретения: инструмент содержит корпус, два цилиндрических и один конический деформирующие ролики. Ролики установлены относительно друг друга под углом 120. Ролики установлены с возможностью взаимодействия с цилиндрическим опорным сМементом. 2 ил.
2
2
Фиг. 2
| Раскатка для обработки конусных отверстий | 1980 |
|
SU876398A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
