Изобретение относится к устройствам для снятия облоя с арматуры ппастмассопых изделий и может быть использовано в маил{ностроении и приборостроении, в частности, в полупроводниковом производстве, „..для снятия облоя после герметизации с арматуры лент приборов в пластмассовом корпусе.
Цель изобретения г повышение качества обработки и эффективности работы. 11-89
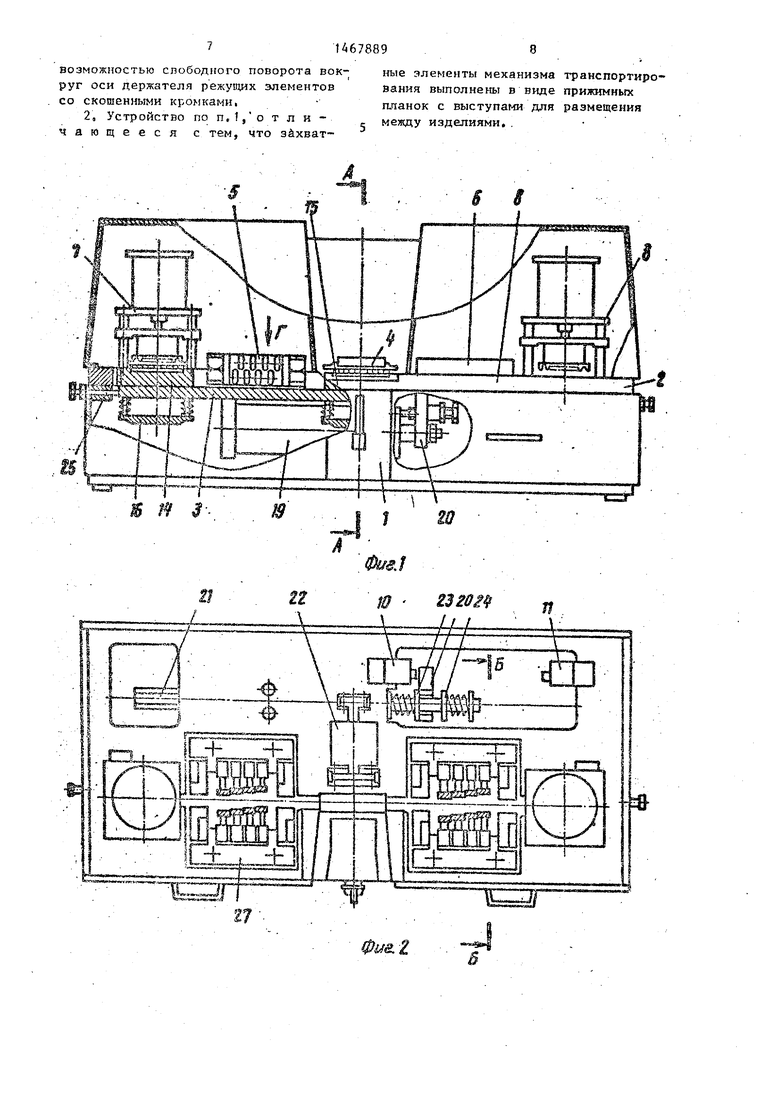
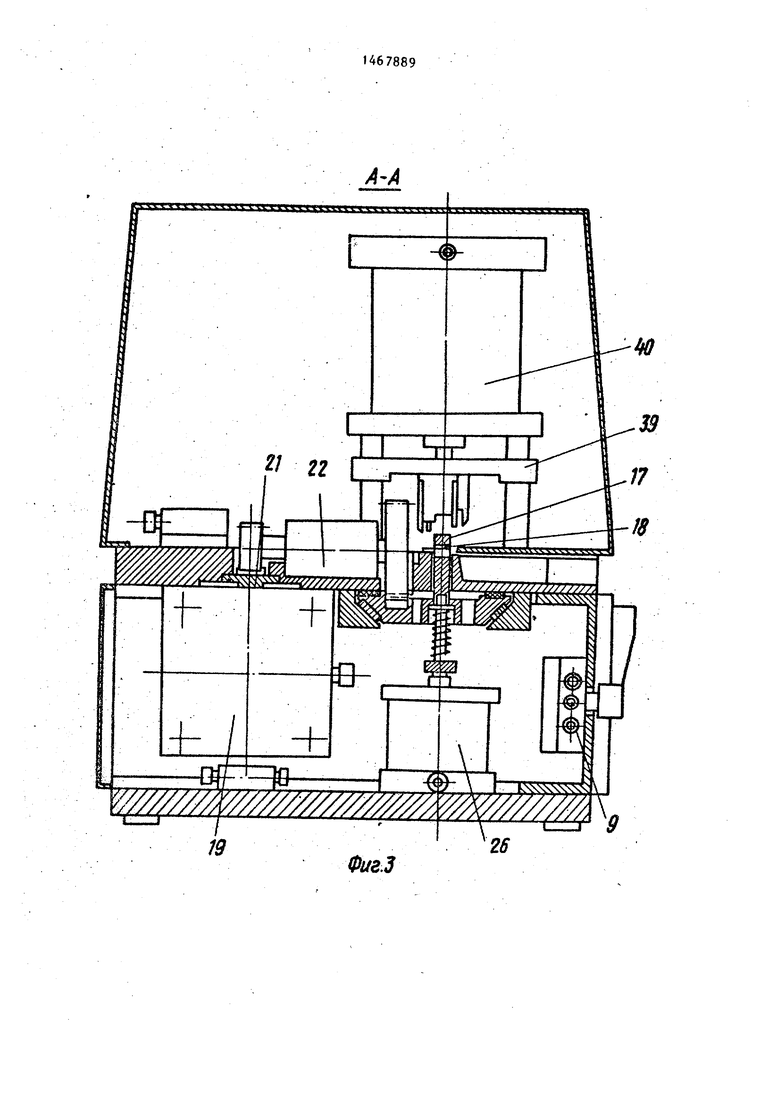
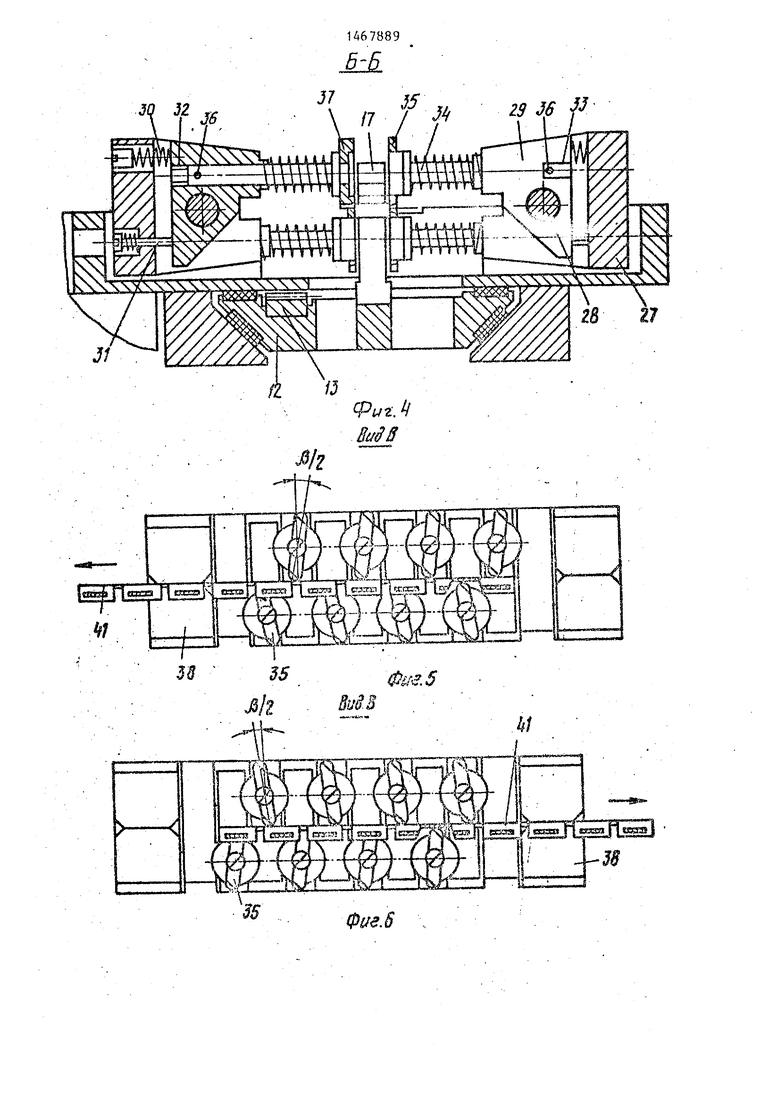
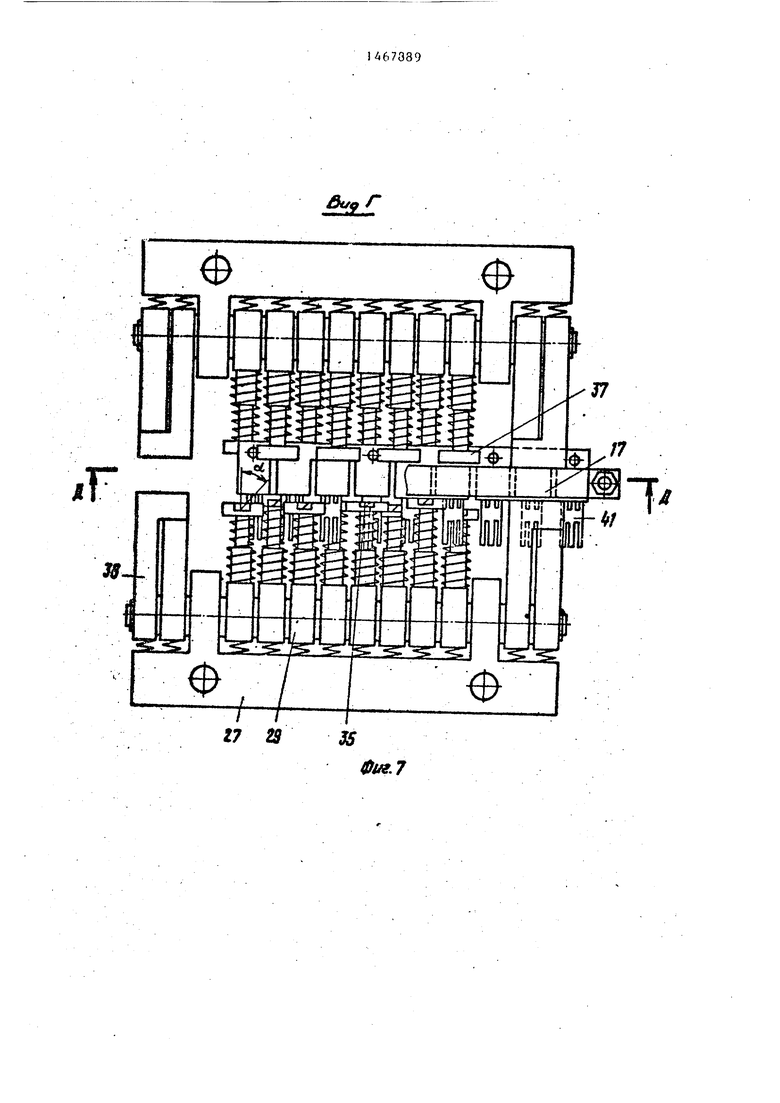
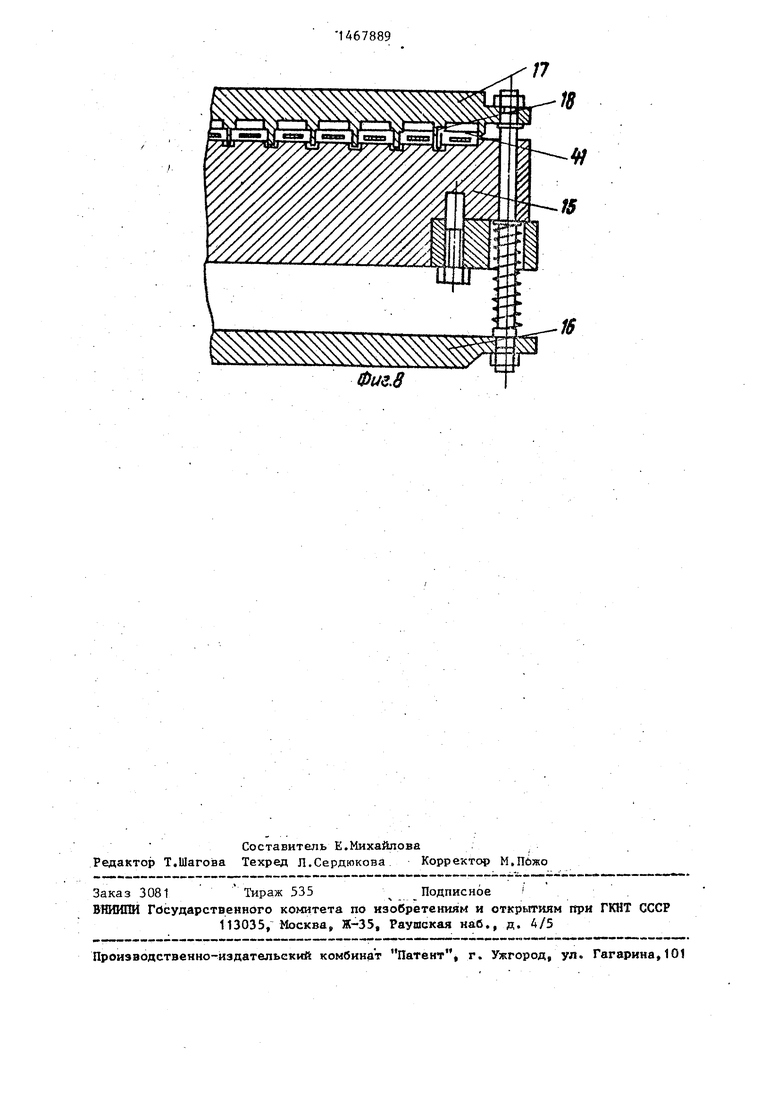
На фиг.1 изображено устройство, общий вид; на фиг.2 - вид устройства сверху со снятым кожухом; на фиг.З - разрез А-А на 4иг.1; на фиг.4 - раз™ вернутое сечение Ц-Б на фиг.2; на фиг.З - вид по стрелке ,В на фиг,2 при ходе обрабатываемого изделия влево; на фиг.6 - то же, при ходе . обрабатьшаемого издел1гя вправо; на фиг.7.- вид по стрелке Г на фиг.Т на фиг.8 - разрез Д-Д на фиг.7,
Устройство содержит станину 1, где на верхней плите 2 смонтированы
механизм 3 подачи изделий в зону обработки и симметрично по обе стороны от узла 4 загрузки механизмы 5, 6 снятия облоя с поверхности армату-, с ры изделий и механизмы 7 В вьщавли- вания облоя из отверстий арматуры. Управление работой механизмами осу ществляется трехходовым пневмокраном 9 и пневмораспределителями 10 и 11, )Q Механизм 3 подачи изделий в зону об- работки выполнен п виде подвижной каретки 12 с зубчато рейкой 13 и. двумя разнесенными по концам каретки гнездами 14 15. Гнезда снабжены под-; J5 пружинениь ми зажкмными рамками 16, , верхняя планка 17 которых вьтолнена с выступами 18,.Перемещение каретки 12 осуществляется пневмоцилиндром 19 через штангу 20, контактирующую 20 с зубчатой рейкой 21, и блок .шестерен 22, Штанга 20 с одной стороны установлена жестко на штоке пневмоци линдра 199 ас другой стороны установлена на конце рейки 21 подвижно 25 с зазором между подпружиненными шайбами 23 i 24. Конечные положения кап. рет.ки 12 фиксируются упорами 25, а отвод прюкимной планки от гнезда на позиции загрузки обеспечивается штоком пневмоцилиндра 26, Механизм снятия облоя с поверхности арматуры изделия вьтолнен в виде двух блоков с набором режущего инструмента, размещенных по обе стороны от обрабатываемого изделия. Каждый блок представ- ляет собой корпус 27 с осью 28, на которой с возможностью качания уста- новлены поочередно держатели 29 верхних и нижних ножей. ; Держатели с од- ной стороны от оси подпружинены пру- жиной 30, а с другой стороны-упираются в регулируемый упор 31, обеспечивающий настройку инструмента относи- тельно. обрабатываемой поверхности изделия. Каждый держатель 29 снабжен гнездом 32 для инструмента, а с тыль- ной стороны гнезда выполнен фиксирую-, щий паз 33. Инструмент изготовлен в виде оси 34, с одной стороны котб- i рой находится ..рабочая головка с ре- 50 жущими элементами ножами 35, заточенными под острым углом oi, а с другой стороны отверстие под штифт 36, Диаметр штифта 36 меньгае ширины фиксиру- ющего паза 33, что обеспечивает пока-,55 чивание инструмента в гнезде держателя вокруг собственной оси на угол р, . Инструмент установлен в гнездах део30
с Q 5 0 5 0 5
0
жателей по обе стороны от обрабаты- ваемой поверхности. Причем режущая кромка каждого последующего инструмента установлена со смещением в горизонтальной плоскости. Это позволяет расширить рабочую зону активного KOH-I такта ножей с обрабатываемой поверхностью. При необходимости обработки изделия только с нижней стороны, сверху вместо режущего инструмента можно установить смекные ролики 37. Ролики обеспечивают жесткость при обработке и не повретедают верхнюю поверхность обрабатываемого изделия. Кроме группы независимых друг от друга ножей, по обе стороны от корпуса на концах оси установлены подпружиненные абразивные очистители 38, повышающие эффективность удаления нарушенного ножами слоя снимаемого облоя. Механизм вьщавливания облоя из пазов и отверстий арматуры выполнен в виде установленной на колонках подвижной плиты 39 с пуансонами, обеспечивающими выдавливание облоя при ходе пли- ты вниз. Подъем и опускание ллиты обеспечивается пневмоцилиндром 40, , : Механизмъ выдавливания облоя размещены от зоны загрузки каждый на расстоянии, равном расстоянию между двумя гнездами каретки.
Станок работает следующим образом, Обрабатываемое изделие 41 - лента с транзисторами в пластмассовом корпусе загружается в гнездо 14 каретки 12, находящейся в крайнем левом положении. При переключении пневмокрана 9 шток пневмоцилиндра 19 перемещается вправо. При этом штанга 20 перемещается вдоль конца рейки 2,1 между шайбами 23 jj 24 и отключает пневморас пределитель 10, который дает команду на отключение пневмоцилиндра 26, Шток пневмоцилиндра 26 под действием пружин опускается вниз, а прижимная рамка„ 16 нажимает изделие в гнезде. Выступы 18 верхней прижимной планки 17 заходят в зазоры приборами, фиксируют положение ленты и выдавливают оставшийся между приборами об- лой, который по скосам в гнезде падает вниз в поддон, JipH д ьнейшем перемещении штока штанга 20 упирает- . ся в шайбу 24, перемещает зубчатую рейку 21 и чеиез блок шестерен 22 и рейку 13 каретку 12 вправо. Обрабатываемая лента подводится к механиж- му снятия облоя 6 с поверхности арма:
туры. Ножи 35 ушфаются в торец лен- тыеразворачиваются в гнездах 32 держателей 29 и, разворачиваясь на оси 28 преодолевая усилие пружины 30, заходят на обрабатываемую поверхг-. ность. При ходе каретки 22 вправо работает передний торец режущей кромки кожей, которая.удаляет облой с поверхности изделия или нарушает его сцепление с металлом. Удаление нару15
20
25
слоя облоя осуществляется подпружиненными абразивньгми очистителями 38.. После частичного снятия о блоя с по- ,верхности изделия гнездо с лентой подходит на позицию вьщавливания облоя из отверстий и пазов.. Каретка 12 упирается в упор 25, а шток пневмоци- линдра 19, продолжая перемещаться вправо, сжимает штангой пружину и включает пневмораспределитель t1, дающий команды на включение пневмо- цилиндра АО и пневмоцилиндра 26, Шток пневмоцилиндра 40 опускает плиту 39 с пуансонами вниз. При этом пуансоны входят в отверстия и пазы в арматуре и выдавливают оставшийся в них облой. Одновременно с зтим пневмощтиндр 26 поднимает прижимную зо ранку на втором гнезде 15 каретки 12, подошедшем на узел загрузки. Во второе гнездо 15 загружается следующая лента и перетслючается пневмокран 9. Шток пневмоцилиндра 19, перемещаясь влево, отводит штангу от пневморасг- пределителя 11, отключая тем самым подачу воздуха в пневмоцилиндры 16« Шток пневмоцилиндра 40, возвращаясь в исходное положение, поднимает плиту 39 вверх и выводит пуансоны из обрабатанных отверстий арматуры. Шток пневмоцилиндра 26 опускается вниз, при этом происходит зажин и фиксация ленты 41 но втором гнезде 15, При дальнейшем перемещении штока пневмоцилиндра 19 штанги 20 упирается в подпруж15ненну1о шайбу 23 и перемещает через рейку 21 блок шестерен 22 и рейку 13 каретки 12 влево в исодное положение. При этом обработка торой дед;али происходит по описанноу ранее циклу вторым механизмом 5 нятия облоя с поверхности и .меха- измом 7 выдавливания облоя из отвертий, расположенныг-1 слева от узла 4 агрузки, А первая деталь повторно роходит под ножами . и абразивными чистителями. Ножи 35, разворачивадд
35
45
50
55
0
5
0
5
о
ясь вокруг собственной оси 34 и оси 28, преодолевая усилие пружин 30, заходят на обрабатываемую поверхность и сдирают остатки облоя задним торцом режущей кромки. При возвращении каретки 12 в исходное положение шт.ан- ги 20 включается пневмораспределитель 10, который управляет пневмоцилинд- ром 40 механизма 7 выдавливания и пневмоцилиндром 26, Шток пневмоцилиндра- 40 опускает плиту 39 второго механизма выдавливания облоя вниз, а шток пневмоцилиндра 26 поднимает рамку 16 с прижимной планкой 17 вверх, освобождая тем самым обработанную ленту. Обработанная лента выгружается из гнезда 14, а в гнездо устанавливается следующая. Далее после переключения пневмокрана 9 цикл повторяется.
Преимуществом предлагаемого устройства для механической обработки пластмассовых изделий является высокое качество обработки изделия с высокой производительностью и полной механизацией технологического процесса, Формулаизобр етения
1, Устройство кпя механической обработки пл.астмассовых изделий, содержащее станину и размещенные на ней узел загрузки, механизм транспортирования изделий с захватными злементами и два механизма снятия облоя с попарно установленными верхним и нижним ножами и абразивньгми. очистителями, отличающееся
5
зо
дд обработки и эффективности работы,
оно снабжено двумя механизмами выдавливания облоя в отверстиях изделий с пуансонами, механизм транспортирования выполнен в виде установленной с возможностью возвратио-поступатель- Лого перемещения каретки с двумя раз- мещенн ыми по концам гнездами, при зтом механизмы снятия облоя установлены по обе стороны от узла, загрузки, а механизмы выдавливания - за ними по направлению перемещения каретки, причем расстояние между гнездами каретки соответствует расстоянию между узлом загрузки и одним из механизмов выдавливания облоя в отверстиях, а каждый нож механизма снятия облоя выполнен в виде устг.новленггых в гнездах на подпружиненных держателях со взаимным горизонтальным смещением и
45
0
5
возможностью свободного поворота вок-ные элементы механизма транспортироруг оси держателя режущих элементоваания выполнены в виде прижимных
со скошеншдаи кромками.планок с выступаг для размещения
2, Устройство по п.1,-0 т л и изделиями.,
чающееся с тем, что зйхват
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для литья пластмассовых изделий с арматурой | 1983 |
|
SU1238973A1 |
| Устройство для обработки пластмассовых изделий | 1984 |
|
SU1186510A1 |
| Устройство для зачистки пластмассовых деталей | 1987 |
|
SU1470548A1 |
| Устройство для механической обработки пластмассовых изделий | 1990 |
|
SU1742081A1 |
| Устройство для механической обработки пластмассовых изделий | 1979 |
|
SU859173A1 |
| Способ резки П-образных профилей и штамп для его осуществления | 1988 |
|
SU1766633A1 |
| Устройство для зачистки | 1990 |
|
SU1766691A1 |
| Устройство для обрезки выпрессовок с покрышек | 1990 |
|
SU1781072A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ И УКЛАДКИ ПРОКЛАДОК | 1991 |
|
RU2035293C1 |
| Устройство для зачистки облоя деталей из пластмасс | 1988 |
|
SU1523370A1 |
Изобретение относится к устройствам для снятия облоя с аркатуры пластмассовых изделий и может быть использовано для снятия облоя с арматуры лент приборов в пластмассовом корпусе. Цель изобретения - повышение качества обработки и эффективности работы. Для этого устройство снабжают двумя механизмами вьщавливания облоя в отверстиях изделий с пуансонами. Механизм транспортирования выполнен в виде установленной с возможностью возвратно-поступательп ого перемещения каретки с двумя размещенными по концам гнездаьм. Механизмы . снятия облоя установлены по обе стороны от узла загрузки, а механизмы вьщавливання - за ними, по направлению перемещения каретки. Причем стояние между гнездами каретки соот ветствует расстоянию между узлом загрузки и одним из механизмов ввдав ливания облоя в отверстиях. Каждьй нож механизма снятия блока выполнен в виде установленных в гнездах на подпружиненных держателях со взaII г- ным горизонтальным смещением и BOS можностью свободного поворота вокруг оси держателя режущих элементов со скошенными кромками. Захватные менты механизма транспортирования вьшолнены в виде прижимных планок с выступами для размещения мезвду деталями. 1 з.п, , 8 ил. е 59 (Р-жжа isasyj
ФигЗ
Vi
30 зг
J/
IB 11
Cput.
9е/о /
Z7 гз
Фиг.7
18
W
Фиг.8
| Авторское свидетельство СССР | |||
| 0 |
|
SU401522A1 | |
| Солесос | 1922 |
|
SU29A1 |
| Станок для механической обработки пластмассовых изделий | 1977 |
|
SU654431A1 |
| Солесос | 1922 |
|
SU29A1 |
