Изобретение относится к переработке пластических масс в изделия и может быть использовано при литье термопластов под давлением изделий с арматурой.
Цель изобретения - улучшение обслуживания установки.
На чертеже изображена установка в момент раскрытия пресс-формы.
Установка для литья пластмассовых изделий с арматурой содержит питатель 1 с арматурой, многоместную форму 2 с формующими гнездами 3 для заливки полимера, устройство 4 для загрузки арматуры 5 в формующие гнезда 3, состоящее из питателя 6 в виде лотка арматуры 5 и каретки 7 с держателями 8,. снабженной приводом 9 шаговой подачи каретки 7, вырубные щтампы 10, расположенные с каждой стороны от устройства 4 для загрузки арматуры 5 в формующие гнезда 3 многоместной формы 2. Вырубные штампы 10 содержат подвижные колонки 11 с фигурными ступенчатыми по глубине пазами 12 и 13, кинематически соединенными через подпружиненные толкатели 14 с подвижной планкой 15, содержащей гнезда 16 и скос 17, сопряженный с подпружиненными рычагами 18. Механизм поворота в двух противоположных направлениях относительно позиции загрузки состоит из зубчатого колеса 19, связанного через рейку 20 с пневмоци- линдром 21. Каретки 7 с держателями 8 установлены с возможностью перемещения вдоль оси вращения барабана 22 в направлении расположения многоместной формы 2 при помощи пневмоцилиндра 23.
После этого питатель б опускается в исходное положение, происходит заполнение второй каретки 7 на держателе 8 арматуры 7, и процесс литья изделий пломб повторяется. Одновременно производится отрубка облоя 27 в штампе 10 и сброс облоя 27.
Обрубка и сброс облоя 27 осуществляется следующим образом.
При перемещении ножа 26 и колонок 11 в ряд при помощи пневмоцилиндра 25 подпружиненные толкатели 14 перемещаются по прямому пазу 12, при этом планка 15 остается неподвижной, а нож 26 производит отрубку облоя 27.
В нижнем положении колонок 11 подпружиненные толкатели 14 поступают в ступенчатое углубление паза 12 и при обпатном движении колонок 11 вверх при помощи пневмоцилиндра 25 подпружиненные толкатели 14 переходят из паза 12 в паз 13 и перемещаются по нему.
При этом подпружиненные толкатели 14 перемещают планку 15 по направляющей 28, от скоса 17 поворачиваются рычаги 19, сбрасывающие облой 27 в тару, а гнезда 16 планок 15 одновременно снимают изделия с арматурой 5 с держателем 8 каретки 7.
ВНИИПИ Заказ 3338/12 Филиал ППП «Патент,
В верхнем положении колонок 11 толкатели 14 благодаря ступенчатому углублению переходят из паза 13 в паз 12. После окончания процесса литья изделий и
5 возвращения каретки 7 с изделиями в верхнее положение на позицию I, обрубки облоя 27, снятия изделий и сброса облоя 27 на позиции II происходит поворот барабана 22 против часовой стрелки на 90°, после чего на позиции I происходит переме щение каретки 7 с одновременным заполнением держателей 8 арматурой 5 в многоместную форму 2 и последующий процесс литья изделий.
На колонках И, соединенных через планку 24 с пневмоцилиндрами 25, закреплен нож 26 для обрубки облоя 27. Штамп 10 содержит направляющую 28.
Установка для литья пластмассовых изделий с арматурой работает следующим об0 разом.
Арматура из вибробункера 1 поступает в питатель 6, где удерживается в нижнем положе нии подпружиненным отсекателем (не показан). При перемещении каретки 7 при помощи пневмоцилиндра 23 в направ лении многоместной формы 2 держатели -8 последовательно взаимодействуют с арматурой 5, находящейся в нижнем положении питателя 6, при этом арматура 5 поштучно надевается на каждый держатель 8. На
чертеже показано положение каретки 7, при котором арматура 5 надета на первый держатель 8, и процесс взаимодействия второго держателя 8 каретки 7 с арматурой 5. При дальнейшем перемещении каретки 7 на все держатели 8 посту пает поштучно арматура 5, и каретка 7 заходит в многоместную форму 2, где происходит автоматический процесс литья изделий (пломб).
По окончании процесса литья каретка 7 с пломбами и облоем 27 перемещается по
0 команде, поступающей с программного устройства (не показано) на пневмоцилиндр 23, из многоместной формы 2 в исходное верхнее положение. При этом предварительно питатель 6 поднимается вверх для свободного прохождения пломб и облоя 27.
Затем барабан 22 при помощи пневмоцилиндра 21, рейки 20 и зубчатого колеса 19 поворачивается на 90° по часовой (или против) стрелке, при этом изделия (пломбы) заходят в гнезда 16 планки 15
„ штамба 10 для обрубки облоя.
Далее цикл литья повторяется.
Выполнение установки для литья пластмассовых изделий с арматурой согласно изобретению позволяет улуцщить обслуживание 55 установки при изготовлении изделий с арматурой.
Тираж 640 Подписное Ужгород, ул. Проектная, 4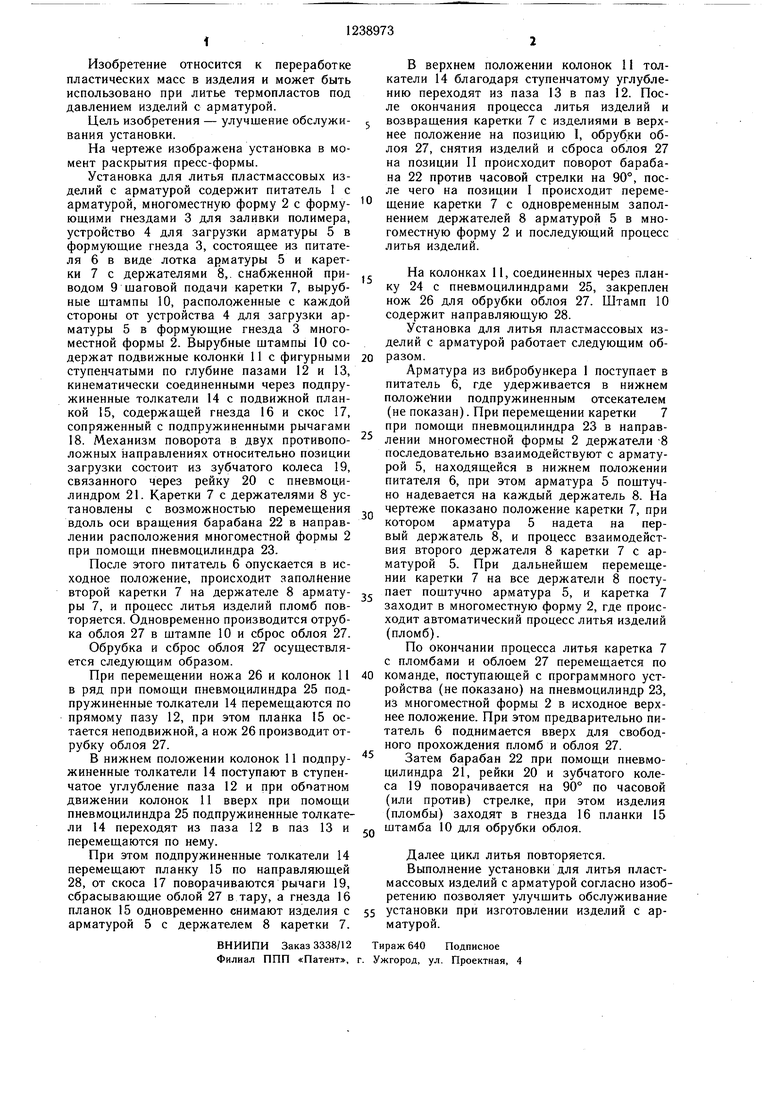
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для механической обработки пластмассовых изделий | 1987 |
|
SU1467889A1 |
| Установка для литья пластмассовыхиздЕлий C АРМАТуРОй | 1978 |
|
SU806438A1 |
| Многоместная форма | 1989 |
|
SU1646882A2 |
| Устройство для вырубки интегральных схем | 1984 |
|
SU1169767A1 |
| Устройство для обработки пластмассовых изделий | 1984 |
|
SU1186510A1 |
| Агрегат для разгрузки из пресс-форм деталей и механической обработки их | 1961 |
|
SU145343A1 |
| Устройство для съема облоя в корпусах микросхем | 1990 |
|
SU1713133A1 |
| Автомат изготовления электрических катушек | 1987 |
|
SU1573478A1 |
| Устройство для изготовления из ленты изделия типа хольнитенов | 1973 |
|
SU492333A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |

| Демин Е | |||
| Н | |||
| Механизация и автоматизация прессования изделий из пластмасс | |||
| - Лениздат, 1962, с | |||
| Вагонетка для движения по одной колее в обоих направлениях | 1920 |
|
SU179A1 |
| Деревянный торцевой шкив | 1922 |
|
SU70A1 |
| Там же, с | |||
| Ручной прибор для загибания кромок листового металла | 1921 |
|
SU175A1 |
| Приспособление для соединения пучка кисти с трубкою или втулкою, служащей для прикрепления ручки | 1915 |
|
SU66A1 |
